
双轴肩搅拌摩擦焊接方法研究进展
2017-05-16 02:31李文亚王非凡杨夏炜
航空制造技术 2017年12期
温 泉,李文亚,王非凡,杨夏炜
(1. 西北工业大学陕西省摩擦焊工程技术重点实验室,西安 710072; 2. 北京宇航系统工程研究所,北京 100076)
搅拌摩擦焊(Friction Stir Welding, FSW)是英国焊接研究所(TWI)于1991年发明的一项新型固相连接技术[1-3]。在FSW过程中,旋转的搅拌头与焊件摩擦生热,将材料加热到塑性状态(温度低于材料熔点)。同时,塑性材料在搅拌头旋转作用下发生迁移且受到轴肩的顶锻作用,最终形成致密焊缝。与传统熔化焊相比,FSW具有无烟雾、弧光、飞溅,无需填丝和保护气等优点,且易于操作、自动化程度高、连接质量好[4]。尤其对铝合金的焊接而言,FSW具有无可比拟的优势,进而在航空航天、轨道车辆、舰船等领域得到广泛应用。
尽管如此,FSW仍存在一些弊端,例如:(1)难以实现复杂空间无支撑曲面结构的焊接;(2)接头厚度方向易产生组织不均匀性;(3)接头根部易产生未焊透缺陷。双轴肩搅拌摩擦焊(Bobbin Tool FSW, BTFSW)是FSW的一个重要变体,其下轴肩取代了FSW的背部垫板,使FSW技术能够成功应用于中空及空间无支持结构的焊接[5-6]。此外,BT-FSW降低了接头厚度方向温度梯度,减小了接头组织不均匀性,彻底避免了根部缺陷的发生。鉴于此,BT-FSW有望在航空航天和高速列车等领域具有广阔的应用前景[7]。周利等[8]曾对BT-FSW技术研究现状进行了综述。在此基础上,本文结合近几年BT-FSW技术的研究新发展,对不同BT-FSW焊接方法的研究进展进行了总结。
固定间隙式BT-FSW
固定间隙式是最简单的一种方式,其搅拌头(见图1)采用一体式设计,对焊接设备要求低。因此,固定间隙式BT-FSW方法的研究也最广泛。张忠科等[9]、Thomas等[10]、陈书锦等[11]均采用固定间隙式搅拌头焊接了不同种类的铝合金,获得了正面及背面均成形良好的接头。
目前,固定间隙式搅拌头[12]的研究进展主要集中在搅拌针形貌的优化设计。Sued等[13]研究了6种不同搅拌针形状对4mm厚6082-T6铝合金接头形貌的影响(见图2)。结果发现,四平面圆柱和三平面圆柱螺纹搅拌头所焊接头的表面成形较好,无任何缺陷。力学性能对比发现,四平面圆柱搅拌头所焊接头承受的拉伸载荷和拉伸强度最大。
对BT-FSW而言,热量由旋转的上下轴肩及搅拌针与焊件摩擦产生,其分布特征直接决定了界面金属流动、焊缝组织演变、焊接缺陷等冶金行为,进而影响整个接头的力学性能和残余应力分布[14-15]。最近,安丽等[16]研究了固定间隙式BT-FSW温度场分布规律。发现上下轴肩与焊件接触面处温度最高,高温区以焊缝为长轴呈椭圆形分布,且搅拌头前方温度变化比后方快,该分布特征与常规FSW相似。BT-FSW厚度方向的温度分布与常规FSW差别较大,如图3所示。BT-FSW温度场关于板厚中心呈对称分布,上下表面的高温区比中间层高温区宽。这是因为焊接过程中轴肩与焊件摩擦产热大于搅拌针产热。李敬勇等[17]发现接头后退侧温度均显著高于前进侧。同时由于采用螺纹型搅拌头促使塑性材料向下轴肩流动,导致下轴肩焊件温度较上轴肩焊件的温度高。
BT-FSW过程涉及温度与力两种变量之间的相互作用,属于非线性热力耦合问题。和子程序相比,热力耦合模型更能准确模拟其温度分布规律。王非凡[18]采用欧拉-拉格朗日热力耦合模型研究了焊接过程中搅拌针前方、中间和后方位置的温度分布规律(见图4)。从图4中可知,搅拌头后方温度高于前方和中间位置。在搅拌头作用区内,焊接温度接近469℃(0.93Tm),比常规 FSW(0.8~0.9Tm)热输入略高。对比前进侧(AS)和后退侧(RS)温度曲线发现,距离焊缝中心线相同位置处,后退侧温度稍高于前进侧。
众所周知,塑性材料的流动行为对接头形貌有着重要影响。目前关于固定间隙式BT-FSW材料流动行为的相关研究非常少,且主要涉及水平和垂直两方向材料流动行为。
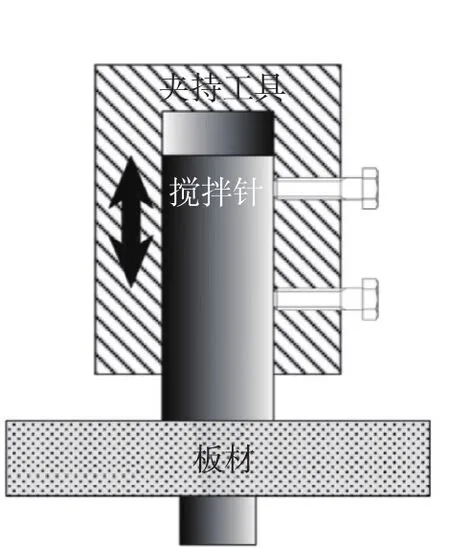
图1 固定间隙式双轴肩搅拌头Fig.1 Fixed gap bobbin tool

图2 不同特征的搅拌针Fig.2 Probes with different characteristics

图3 试板厚度方向温度分布Fig.3 Temperature distribution along the thickness of workpiece

图4 焊缝中心线温度分布特征Fig.4 Temperature distribution of weld center line
胡晓晴[19]研究了水平方向上材料流动行为,得到了塑性材料流动二维模型迹线随时间变化规律(见图5)。可以看出,随着搅拌头旋转,示踪材料被撕裂,在前进侧示踪材料碎片随着旋转前移运动,被甩到轴肩后方;在后退侧示踪材料碎片被带动着继续运动,随着搅拌头前移,最终在前进侧后部停留下来。总体而言,水平方向上材料流动行为与FSW相似。
Hilgert等[20]建立了BT-FSW中流体动力学模型,并预测了接头厚度方向材料流动速度分布规律,如图6所示。可以看出模拟预测与试验接头形貌吻合度较高。在上下轴肩外缘处材料流动速度最大,向焊缝中心处流动速度逐渐减小。厚度方向材料流动速度云图呈对称分布。
此外,胡晓晴[19]根据示踪材料流动特征也建立了BT-FSW厚度方向塑性材料运动模型,如图7所示。各示踪材料在搅拌头旋转摩擦作用下,沿搅拌针螺纹线旋向与搅拌头一起做旋转运动,且呈现从焊缝上下表面向焊缝中心流动的趋势。焊缝上下表面处材料与搅拌头接触时间长于其他位置,因此在搅拌头作用下获得的能量最高,脱离搅拌头后,其运动的位移越大(如示踪小球6和7)。同时可以看出,厚度方向材料流动呈对称分布趋势。

图5 二维模型迹线随时间变化Fig.5 Pathline variations of the 2D model with time

图6 预测剪切层与组织对比Fig.6 Comparison between a predicted shear layer (red colour indicates high velocity) and the microstructure

图7 示踪材料在厚度方向流动模型Fig.7 Model of the flow in depth direction by tracer material

图8 BT-FSW行进速度场计算结果Fig.8 Calculated velocity field in BT-FSW
王非凡[18]采用热力耦合模型分析了水平-垂直两方向材料流动行为(见图8)。可以看出,塑性金属材料在焊缝上下表面处材料流动速度最大,这是因为轴肩外缘具有更高的切向线速度。焊缝中间厚度区受轴肩影响较弱,材料流动速度下降。最终,材料流动特征在空间呈上下对称的“沙漏”形,这与接头截面形貌一致。在前进侧搅拌针后方工件中心厚度位置材料流动速度最小,形成流动弱区,该区的形成对接头成形会产生重要影响。
温度场分布特征及材料流动行为直接影响了接头组织形态,进而决定了接头性能。Wang等[21]分析了AA2198铝合金接头组织特征。发现接头由搅拌区(SZ)、热力影响区(TMAZ)、热影响区(HAZ)和母材(BM)构成,如图9所示。沙漏形的温度场与流场使接头搅拌区形貌呈现沙漏状。在搅拌头的强烈搅拌和焊接热循环双重作用下,搅拌区发生了动态再结晶,从而形成细小的等轴晶。热力影响区位于搅拌针边缘,受机械搅拌作用较弱,发生不完全动态再结晶,其主要由弯曲拉长的板条状晶粒组成。前进侧热力影响区与搅拌区的过渡界面较后退侧更加清晰。
BT-FSW的旋转速度、焊接速度和上下轴肩的下压量等焊接参数对接头的成形有明显影响。Zhou等[22]研究了转速对5mm厚的6061-T6铝合金接头形貌的影响(见图10)。发现在低转速下,由于材料塑化程度不够,材料流动性降低,容易出现孔洞缺陷。缺陷均位于前进侧中间位置,其正好对应了图8(b)中材料流动弱区的位置。增加旋转速度有利于得到无缺陷的接头。
Zhang等[23]研究了6mm厚的2A14-T6铝合金接头显微组织特征,发现焊核区(WNZ)上层晶粒尺寸小于中层和下层,如图11所示。分析认为该现象主要是由两方面散热条件差异导致的:(1)焊缝上表面与空气对流散热作用优于焊缝下表面(焊缝背部少部分处于悬空);(2)搅拌头与钢制主轴相连,利于上表面散热。增强散热能力减小了晶粒在高温下的停留时间,有利于得到较小尺寸的晶粒。增加焊接速度,减小单位长度内的热输入,因此WNZ上下层等轴晶尺寸均减小。
为探究厚度方向晶粒尺寸的变化对接头力学性能的影响,张会杰等[24]分析了接头厚度方向的显微硬度变化(见图12)。发现接头硬度分布趋势与FSW相同,均为“W”形。不同的是BT-FSW接头的各层硬度分布没有明显的差别,说明各层力学性能相当。因此,BT-FSW能够提升接头性能均匀性。在赵衍华等[25]、董继红等[26]的研究中也发现了类似的现象。
张健等[27]对比研究了6mm厚2219-T4铝合金BT-FSW与FSW接头性能。结果表明BT-FSW接头的显微硬度和力学性能普遍低于FSW接头,其抗拉强度为FSW接头的90%。分析认为,上、下轴肩同时旋转摩擦产热,热输入较高,接头软化程度更严重,进而降低了接头强度。

图9 AA2198接头组织特征Fig.9 Characteristics of AA2198 joint microstructure
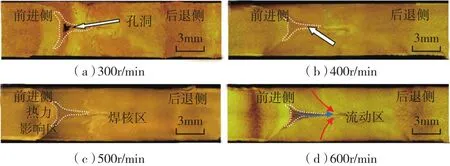
图10 不同转速接头横截面宏观形貌Fig.10 Cross-section morphology of the joints welded at different rotation speeds

图11 WNZ晶粒结构Fig.11 WNZ grain structure
Lafly等[28]也对比分析了6mm厚6056铝合金不同热处理状态下常规FSW和BT-FSW接头性能。在T4状态下,常规FSW和BT-FSW接头抗拉强度分别为308.5MPa和231.5MPa;在T6状态下,常规FSW和BT-FSW接头抗拉强度分别为300.5MPa和248.5MPa;在T8状态下,常规FSW和BT-FSW接头抗拉强度分别为298.0MPa和272.5MPa。可以看出,BT-FSW接头性能均小于常规FSW,最高达到其91.44%。与以上研究相反,一些研究者发现BT-FSW晶粒尺寸和力学性能更优。Esmaily等[29]对比分析了10mm厚AA6005-T6铝合金在FSW和BTFSW条件下的热循环数据。在工艺参数相同情况下,BT-FSW和FSW的温度峰值相差较小,但BT-FSW所消耗的能量明显小于FSW。在两种焊接条件下,BT-FSW接头的极限拉伸强度和屈服强度均优于FSW接头(见图13)。
分析认为,对薄板而言,常规FSW接头厚度方向组织不均匀性现象不明显,且BT-FSW热输入较大,使得接头软化程度严重。两者共同导致薄板BT-FSW接头的力学性能差于FSW接头。若对厚板进行FSW焊接,沿接头厚度方向易产生组织不均匀性,受力后易造成应力集中,进而影响接头质量。而厚板BT-FSW接头较薄板而言,接头软化程度弱化,且BT-FSW接头厚度方向组织均匀性较好。在两者共同作用下,使得厚板BT-FSW接头的性能优于FSW接头。
一般来说,在焊接过程中搅拌头与工件受热均会发生一定的热膨胀,工件厚度可能发生不均匀变形,致使搅拌头与工件之间的接触条件发生改变。而固定间隙式搅拌头无法对其进行调节,从而导致焊缝表面或者内部出现缺陷,甚至造成搅拌工具失效。

图13 FSW和BT-FSW接头拉伸试验结果Fig.13 Tensile test results of the BT-FSW and FSW specimens

图14 可调间隙式双轴肩搅拌摩擦焊示意图Fig.14 Schematic view of adjustable or adaptive gap in BT-FSW

图15 BT-FSW控制方式Fig.15 Control modes of BT-FSW
可调间隙式BT-FSW
鉴于固定间隙式搅拌头的缺点,Huang等[30-33]设计了可适应工件厚度小范围变化的搅拌头(上轴肩内凹下轴肩外凸)。使用该搅拌头实现了5mm厚6082-T6和6005A铝合金的焊接,接头成形质量较好。但该搅拌头不适于厚度变化较大工件的焊接,导致其应用范围相对较窄。
针对此问题,TWI发明了一种新型“可调间隙式”搅拌头。该搅拌头采用位移传感器和压力传感器来随时调节轴肩间隙以消除热膨胀引起的工件厚度变化(见图14)[34]。但由于其控制较复杂,关于该技术的详细报道极少。
直到最近,王非凡[18]对可调间隙式BT-FSW的控制方式进行了报道,其示意图如图15所示。搅拌头上轴肩与搅拌针分离,而下轴肩与搅拌针固定在一起。采用两个独立驱动分别对上轴肩和搅拌针进行驱动。在上下轴肩处均安装了位移传感器和压力传感器。为了验证该系统的稳定性,研究者对2mm厚AZ31镁合金进行了焊接。结果发现,焊缝表面光滑,仅有少量飞边和减薄量,无孔洞缺陷出现。显然,压力与位移协同控制焊接方法具有良好焊接稳定性。
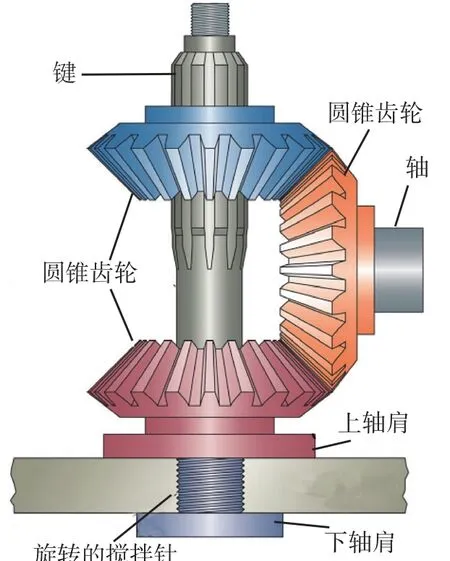
图16 逆向旋转式BT-FSW示意图Fig.16 Schematic view of counterrotating BT-FSW
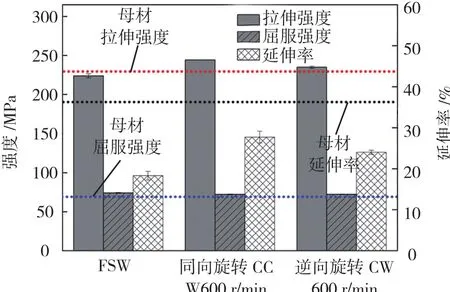
图17 FSW和BT-FSW接头强度和延伸率Fig.17 Strength and elongation of the FSW and BT-FSW joints

图18 上轴肩静止的搅拌头Fig.18 Bobbin tool with a static upper shoulder
与常规FSW相比,固定间隙和可调间隙双轴肩搅拌头不仅要承受高温条件下的扭转和弯曲等载荷,还要承受下轴肩旋转所产生的扭矩。因此搅拌头更容易发生断裂,进而限制了BT-FSW技术的发展。
逆向旋转式BT-FSW
为了降低焊接过程中搅拌头承受的总扭矩,提高搅拌针的使用寿命。美国NASA马歇尔空间飞行中心曾提出逆向BT-FSW接方法[35],其特点是上、下两个轴肩的转速相同,但方向相反,驱动方式如图16所示。
基于逆向旋转BT-FSW的优点,Chen等[36]对比研究了常规FSW、上下轴肩同向旋转(CCW)和上下轴肩逆向旋转(CW)条件下4mm厚AZ31B接头的力学性能,如图17所示。可以看出,上下轴肩同向旋转所得接头的力学性能最好,其极限拉伸强度和延伸率可达到244MPa和27.7%;上下轴肩逆向旋转所得接头的极限拉伸强度和延伸率可达到235MPa和24%;两种条件下的性能均明显优于常规FSW接头性能。
轴肩静止式BT-FSW
为了进一步减小搅拌针承受的扭矩和以较小的热输入完成焊接。德国HZG中心Dos Santos等[37]发明了轴肩静止式BT-FSW。依据轴肩静止方式可将其分为单轴肩静止与双轴肩静止。
最近,Goebel等[38]采用上轴肩静止的双轴肩搅拌头(见图18)对3mm厚的AA2198-T851铝合金进行了焊接,并对接头形貌和力学性能进行了分析。结果发现,接头上下表面成形较好,上表面无弧纹缺陷,接头横截面形貌呈明显非对称分布(见图19)。力学性能测试结果发现,在较大轴肩压力作用下,采用相同转速,静止BT-FSW接头的拉伸强度优于常规BT-FSW接头。

图19 接头宏观形貌Fig.19 Macrographs of BT-FSW joints
结束语
BT-FSW与常规FSW具有相同的工作原理,能够实现自支撑,成功用于管或中空型材的焊接,而且能够解决常规FSW出现未焊透缺陷的隐患。总体而言,薄板BT-FSW接头的抗拉强度低于常规FSW接头。少量文献报道厚板BT-FSW接头的抗拉强度要优于常规FSW。由于固定间隙式和可调间隙式BT-FSW不能够很好发挥轴肩对于温度场和流场的有效调控。因此,逆向旋转BT-FSW和静止BT-FSW将成为先进制造领域的关键技术。
参 考 文 献
[1]MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science and Engineering R, 2005, 50(1)∶ 1-78.
[2]CAM G. Friction stir welded structural materials∶ beyond Al-alloys [J]. International Materials Reviews, 2011, 56(1)∶ 1-48.
[3]吴安如,夏长清,王少武,等. 搅拌摩擦焊接技术的研究现状及其展望[J]. 材料导报 , 2005, 19(4)∶ 85-88.
WU Anru, XIA Changqing, WANG Shaowu,et al. Process and new development of friction stir welding[J]. Materials Review, 2005, 19(4)∶ 85-88.
[4]任淑荣,马宗义,陈礼清. 搅拌摩擦焊接及其加工研究现状与展望[J]. 材料导报,2007, 21(1)∶ 86-92.
REN Shurong, MA Zongyi, CHEN Liqing.Research status and prospect of friction stir welding and friction stir processing[J]. Materials Review, 2007, 21(1)∶ 86-92.
[5]THOMAS W M, NICHOLAS E D,NEEDHAM J C, et al. Improvements relating to friction welding∶ EP19940120385[P]. 1995-07-05.
[6]THOMAS W M, NICHOLAS E D,NEEDHAM J C, et al. Friction Stir Butt Welding∶US5460317 [P]. 1995-10-24.
[7]FRATINI L, ZUCCARELLO B. An analysis of through-thickness residual stresses in aluminium FSW butt joints[J]. International Journal of Machine Tools and Manufacture. 2006,46(6)∶ 611-619.
[8]周利, 刘朝磊, 王计, 等. 双轴肩搅拌摩擦焊技术研究现状[J]. 焊接, 2015(6)∶ 14-18.
ZHOU Li, LIU Chaolei, WANG Ji, et al. Research progress in self-reacting friction stir welding technology[J]. Welding & Joining,2015(6)∶ 14-18.
[9]张忠科, 廖蕴博, 王希靖, 等. LF21铝合金双轴肩搅拌摩擦焊组织与性能[J]. 电焊机 , 2016, 46(11)∶ 26-30.
ZHANG Zhongke,LIAO Yunbo,WANG Xijing, et al. Microstructure and property of bobbin tools friction stir welding for LF21 aluminum sheet[J]. Electric Welding Machine,2016, 46 (11)∶ 26-30.
[10]THOMAS W M, WIESNER C S,MARKS D J, et al. Conventional and bobbin friction stir welding of 12% chromium alloy steel using composite refractory tool materials[J].Science and Technology of Welding and Joining,2009, 14(3)∶ 247-253.
[11]陈书锦, 曹福俊, 刘彬, 等. 6061铝合金双轴肩搅拌摩擦焊接扭矩特征[J]. 焊接学报 , 2016, 37(8)∶ 50-54.
CHEN Shujin, CAO Fujun, LIU Bin, et al. Torque feature in bobbin tool FSW of 6061 aluminum alloy[J]. Transactions of the China Welding Institution, 2016, 37(8)∶ 50-54.
[12]TWI. Assessment of bobbin friction stir welding for the Joining of aluminium alloys[EB/OL]. (2008-09). http∶//www.twi-global.com/EasysiteWeb/getresource.axd?AssetID=5540 2&type=full&servicetype=Attachment.
[13]SUED M K, PONS D, LAVROFF J, et al. Design features for bobbin friction stir welding tools∶ Development of a conceptual model linking the underlying physics to the production process[J].Materials and Design, 2014, 54(2)∶ 632-643.
[14]ARORA A, NANDAN R, REYNOLDS A P, et al. Torque, power requirement and stir zone geometry in friction stir welding through modeling and experiments[J]. Scripta Materialia,2009, 60(1)∶ 13-16.
[15]ARORA A, DE A, DEBROY T.Toward optimum friction stir welding tool shoulder diameter[J]. Scripta Materialia, 2011, 64(1)∶ 9-12.
[16]安丽, 钱炜, 邹青峰, 等. 2A14-T6铝合金双轴肩搅拌摩擦焊接温度场研究[J].热加工工艺 , 2015, 44(5)∶ 225-229.
AN Li, QIAN Wei, ZOU Qingfeng, et al.Research of temperature field in bobbin tool friction stir welding for 2A14-T6 aluminum alloy[J]. Hot Working Technology, 2015, 44(5)∶225-229.
[17]李敬勇, 周小平, 董春林, 等.6082铝合金双轴肩搅拌摩擦焊试板温度场研究 [J]. 航空材料学报 , 2013, 33(5)∶ 36-40.
LI Jingyong, ZHOU Xiaoping, DONG Chunlin, et al. Temperature fields in 6082 aluminum alloy samples bobbin-tool friction stir welded[J]. Journal of Aeronautical Materials,2013, 33(5)∶ 36-40.
[18]王非凡. Al-Li合金双轴肩搅拌摩擦焊成形机制及性能研究[D]. 西安∶ 西北工业大学, 2016.
WANG Feifan. Investigation on joint formation mechanism and mechanical properties of bobbin tool friction stir welding of Al-Li alloys[D]. Xi’an∶ Northwestern Polytechnical University, 2016.
[19]胡晓晴.基于示踪材料的双轴肩搅拌摩擦焊流场研究[D]. 镇江∶ 江苏科技大学,2015.
HU Xiaoqing. Research on the flow field of bobbin tool friction stir welding based on tracer material[D]. Zhenjiang∶ Jiangsu University of Science and Technology, 2015.
[20]HILGERT J, DOS SANTOS J F,HUBER N. Shear layer modelling for bobbin tool friction stir welding[J]. Science and Technology of Welding and Joining, 2012, 17(6)∶ 454-459.
[21]WANG F F, LI W Y, SHEN J,et al. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al-Li alloy[J].Materials and Design, 2015, 86∶ 933-940.
[22]ZHOU L, LI G H, LIU C L, et al.Effect of rotation speed on microstructure and mechanical properties of self-reacting friction stir welded Al-Mg-Si alloy[J]. International Journal of Advanced Manufacturing Technology, 2017, 89(9)∶ 3509-3516.
[23]ZHANG H J, WANG M, ZHANG X, et al. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy[J]. Materials and Design, 2015, 65∶ 559-566.
[24]张会杰, 王敏, 张骁, 等. 2A14-T6铝合金双轴肩搅拌摩擦焊特征及接头组织性能分析[J]. 焊接学报, 2015, 36(12)∶ 65-68.
ZHANG Huijie, WANG Min, ZHANG Xiao,et al. Characteristics and joint microstructureproperty analysis of bobbin tool friction stir welding of 2A14-T6 aluminum alloy[J].Transactions of the China Welding Institution,2015, 36(12)∶ 65-68.
[25]赵衍华, 李延民, 郝云飞, 等.2219铝合金双轴肩搅拌摩擦焊接头组织与性能分析[J]. 宇航材料工艺, 2012, 42(6)∶ 70-75.
ZHAO Yanhua, LI Yanmin, HAO Yunfei,et al. Microstructure and mechanical properties of self-reacting friction stir welding of 2219 aluminiumalloy[J]. Aerospace Materials &Technology, 2012, 42(6)∶ 70-75.
[26]董继红,董春林,孟强,等. 铝合金浮动式双轴肩FSW接头组织性能分析[J]. 焊接学报 , 2013, 34 (10)∶ 43-46.
DONG Jihong, DONG Chunlin, MENG Qiang, et al. Microstructure and mechanical properties of floating bobbin friction stir welded joints in aluminum alloy[J]. Transactions of the China Welding Institution, 2013, 34(10)∶ 43-46.
[27]张健, 李光, 李从卿, 等. 2219-T4铝合金双轴肩FSW与常规FSW接头性能对比研究 [J]. 焊接 , 2008(11)∶ 50-52.
ZHANG Jian, LI Guang, LI Congqing, et al. Comparison of joint properties of AA2219-T4 between conventional FSW and bobbin-tool FSW[J]. Welding & Joining, 2008(11)∶ 50-52.
[28]LAFLY A L, ALLÉHAUX D, MARIE F, et al. Microstructure and mechanical properties of the aluminiumalloy 6056 welded by friction stir welding techniques[J]. Welding in the World,2006, 50(11)∶ 98-106.
[29]ESMAILY M, MORTAZAVI N,OSIKOWICZ W, et al. Bobbin and conventional friction stir welding of thick extruded AA6005-T6 profiles[J]. Materials and Design, 2016, 108∶114-125.
[30]HUANG Y X, WAN L, LV S X, et al.Novel design of tool for joining hollow extrusion by friction stir welding[J]. Science and Technology of Welding and Joining, 2013, 18(3)∶ 239-246.
[31]WAN L, HUANG Y X, LV Z L, et al. Effect of self-support friction stir welding on microstructure and microhardness of 6082-T6 aluminum alloy joint[J]. Materials and Design,2014, 55∶197-203.
[32]WAN L, HUANG Y X, LV Y, et al. Friction stir welding of aluminium hollow extrusion∶ weld formation and mechanical properties[J]. Materials Science and Technology,2015, 31(2)∶ 1433-1442.
[33]WAN L, HUANG Y X, GUO W Q, et al. Mechanical properties and microstructure of 6082-T6 aluminum alloy joints by self-support friction stir welding[J]. Journal of Materials Science and Technology, 2014, 30(12)∶ 1243-1250.
[34]CARTER R, LAWLESS K.Gimballedshoulders for friction stirwelding[EB/OL]. (2008-01-01). http∶//www.techbriefs.com/component/content/article/ntb/tech-briefs/manufacturing-and-prototyping/2553.
[35]NUNES A CJ. Counterrotatingshoulder mechanism for friction stirwelding[EB/OL](2007-04-01). http∶//www.techbriefs.com/component/content/article/1475.
[36]CHEN J, FUJII H, SUN Y F, et al.Fine grained Mg-3Al-1Zn alloy with randomized texture in the double-sided friction stir welded joints[J]. Materials Science & Engineering A,2013, 580(37)∶ 83-91.
[37]DOS SANTOS J F, HILGERT J. Apparatus for friction stir welding∶US20120248174A1[P]. 2012-09-22.
[38]GOEBEL J, REIMANN M, NORMAN A, et al. Semi-stationary shoulder bobbin tool friction stir welding of AA2198-T851[J]. Journal of Materials Processing Technology, 2017, 245∶ 37-45.
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
建材发展导向(2021年9期)2021-07-16
粉末冶金技术(2021年1期)2021-03-29
舰船科学技术(2021年12期)2021-03-29
制造技术与机床(2017年8期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
照明工程学报(2016年3期)2016-06-01
中国光学(2015年1期)2015-06-06
汽车维护与修理(2015年6期)2015-02-28
郑州大学学报(工学版)(2014年6期)2014-03-01
