
预分解窑窑头挡砖圈的技术发展
2017-06-01 12:23陈友德
水泥技术 2017年3期
预分解窑窑头挡砖圈的技术发展
预分解窑回转时,窑内衬砖因窑体倾斜向下滑动,产生的推力会使窑前端衬砖造成损坏,因此窑出口部位必须设置挡砖圈。该部位衬砖位于窑口燃烧器附近,承受1 800℃以上火焰辐射,1 000℃以上热空气对流传热,1 400℃以上熔融熟料内碱、硫等化合物的化学侵蚀,以及窑筒体变形产生的椭圆应力等,是预分解窑内使用周期最短的衬砖(表1)。
表1表明,预分解窑出口部位衬砖和耐火浇注料使用寿命为10个月,较烧成带、过渡带内衬料少2个月。从实际运行来看,相当多的生产线窑口耐火衬料寿命仅为8个月,甚至更低。窑口耐火衬料维修停窑耗时较长,对熟料产量、质量、热耗均有负面影响,还增加了维修费用,因此延长窑口耐火衬料的使用寿命是预分解窑发展目标,而其中一个关键因素是如何减缓窑头挡砖圈所承受的应力,相应减缓窑口衬体所承受的压应力。
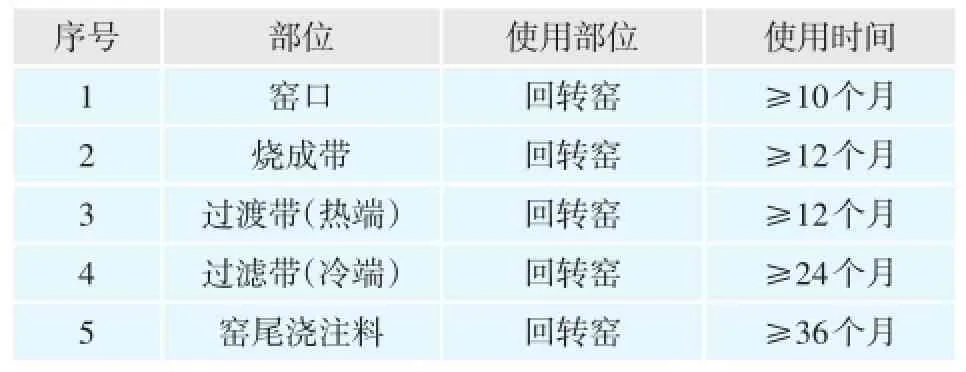
表1 预分解窑不同部位耐火材料的使用寿命
1 挡砖圈的型式
窑头挡砖圈的型式与回转窑的技术发展有关,传统的回转窑转速较低,通常约1r/min,而后出现的立波尔窑,转速提高至1.2~1.5r/min,设置的窑头挡砖圈一般为宽50mm、高100mm的矩形挡砖圈。而预热器窑的窑速为1.5~2.0r/min,预分解窑的窑速增至3r/min,则窑内耐火砖的向下推力相应增加,挡砖圈的高度相应降低至宽50mm、高50mm的正方体。为减缓挡砖圈所承受的推力,挡砖圈由一道增加至二道。此外,窑头筒体产生变形,衬砖砌筑困难,窑的最前端通常采用耐火浇注料整体浇注(图1)。

图1 窑头挡砖圈型式
随着窑产量的增大,窑径和窑转速相应增加,目前窑的产量已超过12 000t/d,窑径增至ϕ6.2m,窑速为5.0~5.5r/min。部分窑的斜度也相应增大,窑头挡砖圈所承受的热机械压应力大幅增加。为减缓挡砖圈所承受的应力,出现了一些不同结构型式的挡砖圈(图2)。
2 不同结构型式挡砖圈受力比较
近年来,国内外投产的一些大型预分解窑窑口正方体挡砖圈配置的耐火砖或耐火浇注料因受力过大而损坏,个别10 000t/d级窑头衬体的使用周期低于1~2个月,成为生产的大问题。

图2 大型预分解窑挡砖圈结构型式
2010年,RHI公司通过计算机模拟(CFD)技术对三种不同结构型式的挡砖圈及其所配置的耐火砖所承受的热机械应力进行模拟计算。其结论是,目前广泛采用的双道正方形挡砖圈所承受的热机械应力最大,为260N/mm2;三角形挡砖圈所承受的应力最小,为120N/mm2;而采用前端缩小筒体,锥体部位及衬砖所承受的热机械应力为144N/mm2。我国投入生产的多条10 000t/d级生产线也证实了上述计算结果。窑出口使用前端缩小筒体,其衬砖使用周期远远高于双排正方体挡砖圈衬砖使用周期(图3、图4)。
从模拟计算结果看:三角形挡砖圈承受的热机械压应力最低,但结构较复杂,国内大型窑上使用不多。国内相当多的大型预分解窑为直筒窑,为缓解窑头挡砖圈所承受的热机械压应力,将出口端筒体缩小不太现实。为提高窑头衬体的使用周期,减少停窑造成的生产损失和维修费用,采用三角形挡砖圈结构是可能的。
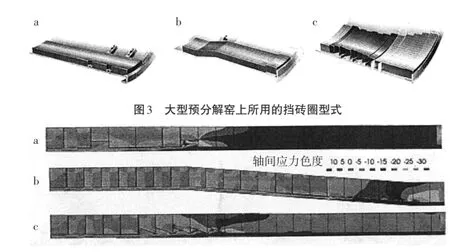
图4 大型预分解窑上不同型式挡砖圈耐火砖承受的应力数值模拟量
3 三角形挡砖圈的技术进展
早期使用的三角形挡砖圈通常为4级,结构件多且复杂(图5),生产运行周期难与烧成带、过渡带衬砖使用周期一致。为提高使用效果,RHI公司将其原20°倾角结构优化为40°(图6),优点是挡砖圈和配置的耐火砖之间的接触面增大,压应力减少。此外,轴向衬体推力部分被转移到径向和圆周上,相应减少衬体承受的机械应力。40°挡砖圈系统是由抗高温的耐热钢挡砖圈装置和配置的抗热机械应力的耐火砖以及合理尺寸的膨胀缝组成。
公司对20°三角形倾角和改进的40°三角形倾角挡砖圈以及常规的矩形结构挡砖圈所承受的热机械应力进行了计算机模拟计算(图7),其结果是常规的矩形挡砖圈及其配置的衬砖所承受的热机械应力远高于三角形挡砖圈,衬砖受力过大极易损坏。而40°三角形倾角挡砖圈及其配置的衬砖所承受的热机械应力在耐火砖和挡砖圈之间的接触面分布均匀,数值至少降低30%。此外,倾角度数在实践应用中可适当调整,以将所承受的热机械应力降至合适的数值。挡砖圈通常为一级,特殊需求可增加级数。
为了提高窑口耐火材料的使用周期,除了增强挡砖圈结构以减缓热机械推力,还需合适的抗高温的金属材料。此外,耐火砖必须在高温下具有优良的结构弹性,且具有高的机械强度、抗腐蚀和熟料熔相侵蚀的性能;还需结合各生产线因原燃料性能的不同,窑口所承受的热机械、化学应力的不一致,合理地选用镁质、碳化硅质及特种高铝质耐火砖和耐火混凝土,以满足合理的使用周期的需求。
40°三角形挡砖圈装置经少许修改后,可用于窑中部位(图8)。
4 结语
回转窑在运行过程中,为阻止窑内耐火砖向下运行产生压应力,必须设置挡砖圈。挡砖圈的型式随窑的技术发展而逐步优化。目前,国内预分解窑上大量使用正方体挡砖圈,因承受的压应力较大,使用周期短,难于满足生产需求。
通过对当前大量使用的不同型式的挡砖圈所承受的压应力进行计算机模拟计算,三角形结构挡砖圈、窑口收缩耐火砖所承受的热机械应力远低于正方体挡砖圈。但国内大型预分解窑大多为直筒窑,窑筒体改造有一定难度。而传统的20°三角形挡砖圈级数多且运行周期难于提高,难与烧成带耐火砖运行周期一致,在推广运用中有一定困难。
通过优化,新出现的40°三角形结构挡砖圈系统正应力大幅降低,可用一级,简化了装置,提高了运行周期,且可在各种工况条件下应用,这个动向值得关注。
陈友德编译自
No.7/2014 World Cement

图54 级20°倾角挡砖系统

图640 °倾角挡砖系统(图中棕色为特殊设计的倾角挡砖圈、白色为膨胀缝)

图7 计算机模拟三种挡砖圈承受的压应力
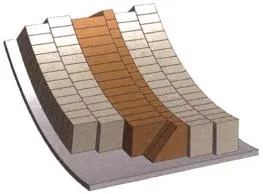
图8 窑中部位三角型挡砖圈系统
猜你喜欢
水泥技术(2022年5期)2022-09-28
水泥技术(2022年2期)2022-03-28
中氮肥(2021年2期)2021-12-25
文物鉴定与鉴赏(2020年11期)2020-12-23
机械设计与制造(2020年11期)2020-11-23
水泥工程(2020年2期)2020-09-07
文物鉴定与鉴赏(2020年7期)2020-06-21
水泥工程(2020年6期)2020-05-11
山东工艺美术学院学报(2019年2期)2019-01-09
新技术新工艺(2018年1期)2018-02-05
