
M 5重卡铝燃油箱总成的研究开发
2017-06-07 08:21谭克诚许冠能
装备制造技术 2017年2期
谭克诚,许冠能
M 5重卡铝燃油箱总成的研究开发
谭克诚1,许冠能2
(1.柳州铁道职业技术学院,广西柳州545007;2.广西汽车拖拉机研究所,广西柳州545007)
通过对M 5重卡铝燃油箱总成的研究开发,得出M 5重卡铝燃油箱总成设计与研制所要注意的技术关键和难题,为其它与之相类似的产品设计与研制提供有益的参考。
M 5重卡铝燃油箱总成;研究开发;铝合金
汽车工业是国民经济中重要的支柱产业,具有产业链长、关联度高、就业面广、消费拉动大的特点。我国的汽车工业在近十多年来一直保持着较高的年增长率,在2013年初国家出台的《汽车产业调整与振兴规划》指导下,最终以产销双超1 800万辆成为全球第一。与此同时,汽车工业的迅猛发展与社会能源消耗及环境污染的矛盾日益加剧,为了科学协调发展,世界各国纷纷制定相关的法律法规对汽车的燃油消耗和尾气排放进行控制[1]。国家加快了机动车污染防治工作的步伐,分别于2001年、2004年、2008年实施了国Ⅰ、国Ⅱ、国Ⅲ排放法规,即将实施国Ⅳ排放法规[2]。排放达标成为了汽车和发动机进入市场的先决条件,而汽车排放控制的关键在于发动机的排放控制水平。为此,通过开展YCD4B54系列柴油机开发与产业化示范项目,实现技术和产品双升级,有效保障车用发动机和整车协调发展,节能减排,提高产品竞争力和企业竞争力。
1 主要设计与研制工艺流程
主要的设计与研制工艺的流程如下:
市场调研、总体方案策划与确定→应用计算机CAD技术进行产品设计→产品设计审核验证→模、夹、检具研发→样品试制→零件破坏性试验→设计改进→总成试验验证→项目总结、验收鉴定。
2 产品工艺设计流程
2.1 产品工艺流程分析
燃油箱筒体与端盖装配完毕后将被装夹固定在自动焊专机的变位器上,开始焊接前,操作人员一般用纱布蘸无水乙醇将待焊区擦拭一遍,目的是去除待焊区的油污,但焊接开始时并不能保证无水乙醇已完全挥发,特别是流进装配间隙中的乙醇,一旦有残留,很容易使焊缝产生气孔。
虽然制造燃油箱的铝合金板材表面有一层塑料保护膜保护,但在制造过程中保护膜已破损,燃油箱焊接装配前会将这层膜揭除,即铝合金表面在焊接前已有不同程度的氧化和污染。燃油箱环形焊缝施焊前,并没有对环缝待焊区及环缝与筒体直缝交叠处进行机械清理,而筒体直缝的两端部余高较大[3],或存在弧坑及较厚的氧化皮,这些不利因素会影响环缝的焊接质量。
在燃油箱筒体与端盖焊接前,端盖经过辊压缩口成形。辊压成形后,端盖缩口处的成形褶皱集中分布于端盖圆角附近,在与直筒体对接装配后,圆角附近的装配间隙最大。但经过生产跟踪,成形褶皱一般出现在内缩口部分,对装配间隙影响有限,且最大装配间隙不超过2 mm.经过工艺验证,2 mm以下的间隙量对焊接质量影响不大,即端盖与筒体的装配间隙控制在2 mm以内时,辊压成形褶皱不是造成目前焊缝缺陷的主要原因。
2.2设备改进与工艺调整
该铝合金燃油箱的整个焊接生产过程中,工艺上存在诸多不合理之处,因此对工艺进行适当的调整,对自动焊设备进行合理的改进。
(1)要排除不确定工艺参数对焊接质量的影响,就要改造目前的焊接设备,最好的办法是引进焊接机器人工作站,但考虑到经济性和企业生产规模,可针对目前设备的焊枪机构进行改进。
(2)除了加强焊材库存管控和防潮外,还需调整工序。成形完毕的燃油箱端盖在装配到筒体前,就用无水乙醇将端盖的待焊区及缩口边一并擦拭,除去油污,待无水乙醇彻底挥发后再进行装配[4]。施焊前对待焊区进行机械清理,需用砂纸打磨筒体直缝的两端部,保证环缝与直缝交叠处的焊缝余高不至过大,减小其对焊丝干伸长和保护气流的影响,然后整体打磨一遍环形焊缝的待焊区,最后用毛刷扫除磨屑和灰尘,然后再执行焊接.
3 产品创新
3.1 铝合金新材料技术的应用
采用铝合金新材料替代传统钢板,由于铝合金材料本身不含铅等重金属成分,且铝合金产品无需进行表面喷涂处理,实现绿色制造,节能环保。
3.2 产品轻量化设计
由于采用铝合金新材料替代传统钢板,M5重卡铝燃油箱总成的重量由53.75 kg下降至28.4 kg,产品轻量化达47.3%,如图1所示。

图1 M 5重卡铝燃油箱总产品轻量化设计
4 如何解决技术关键和难题分析
4.1 技术关键一:新材料技术
通过铝合金燃油箱项目的研发,选择符合强度要求、成形性及焊接性能好的铝合金材料,这对零件的材质要求相对较高,寻找适合的材料成为本课题重中之重。
(1)开发过程问题点
燃油箱的选材的不一样,零件在安全性能试验时,就会出现不同类型的缺陷,如焊缝开裂、箱体漏水等。原因可能是铝板的强度不足、可焊接性能差。
(2)解决方法
经过不断地试验验证,发现铝合金燃油箱的材料适合选用铝锰合金3003,板料厚度t=2.0~3.0mm之间,才能承受得燃油箱的安全性能试验。3003为ALMn系合金,合金的强度不高,可采用冷加工(冲压)方法来提高它的力学性能,同时该合金耐腐蚀好和焊接性良好。同时,经过试验验证,3003合金、板料厚度t=2.0~3.0 mm之间的材料制作出来的燃油箱均符合铝合金燃油箱制作的相关标准及客户的要求。
4.2 技术关键二:铝合金板料的成形技术——采用专机制作
3003为AL-Mn系合金,虽然强度不高,可加工性良好,同时可采用冲压的方法提高它的力学性能,但燃油箱外形体积大,部分安装附件结构特殊,通过模具加工的可行性不高。因此采用专机制作,如图2、图3和图4所示。

图2 箱体卷圆

图3 凸台压形机

图4 零件成形凸台
4.3 技术关键三:铝合金板材的焊接技术
根据M5重卡铝燃油箱总成材料采用3003合金,为了保证燃油箱的安全性能而采用直焊缝焊接专机和双圆周焊接专机进行焊接。如图5所示。

图5 M5重卡铝燃油箱总成双圆周焊接专机焊接
4.4 技术关键四:隔板压装技术的应用
经过多方面的试验验证,把方法锁定为通过在箱体的隔板处压制出筋条以固定箱体与隔板。经过不断的技术改善及经验积累,开发制作了专用的燃油箱压筋条的设备。采用专机制作,隔板与箱体的定位准确度高,压筋一致性高、隔板出现脱落、撞裂的缺陷频率降低,减小了售后返修率。如图6和图7所示。

图6 隔板压筋条图

图7 隔板压筋条局部示意图
4.5 项目技术性能指标和水平
项目完成后达到的性能指标及质量指标如表1所列。

表1 M5重卡铝燃油箱总成性能指标及质量指标
5 存在的技术问题及进一步改进提高的意见
项目完成后产生的经济效益,如图8所示,当然项目仍存在一些需改进及提高的地方:
(1)冲压件漏工序现象目前完全靠作业人员本工序自检和后工序对上工序的目视检验来防止发生,但这种方式不可靠,只有靠工装防错才能进一步确保零件品质。目前已经在焊具、模具上部分实施了零件的防错,如防止冲压漏冲孔、端盖漏缩口等等,每道工序都能靠工艺装备来实现防错,这是努力的方向。
(2)随着铝合金燃油箱的量产,专业设备逐步取代作业人员劳动强度大的工作已成为一种趋势,通过把劳动量大,强度大的、精度要求高的工作交给专机,人工只需做一些比较简单的工作,这样不仅可以防止漏焊、错焊的问题发生,还可以实现人机结合的优化,提升生产线的产能。在今后的项目改进工作,多考虑人机结合产生的效益,逐步提高产品品质及产量,提高企业竞争力。
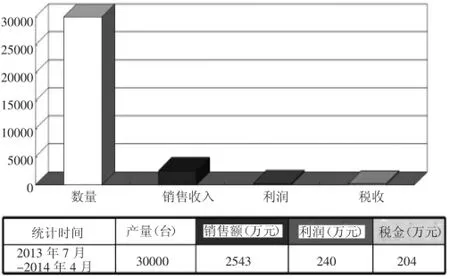
图8 M 5重卡铝燃油箱总成投产后产生的经济效益
6 结束语
本项目直接增加社会就业50人,提高了国产汽车关键零部件制造水平,降低了整车制造成本。单套产品有一部分外购配件可带动周边小型汽车零部件配套厂商的发展,间接扩大社会就业机会。同时通过该项目的开发可丰富我公司对铝合金新材料开发的经验,积累我公司铝合金新材料生产经验和生产能力,锻炼公司技术、工艺、检验人才,为今后开发生产其它铝合金新材料钣金件奠定坚实基础,推进广西车辆轻量化生产技术的发展步伐。
[1]汽车工程手册编辑委员会.汽车工程手册(基础篇)[M].北京:人民交通出版社出版,2001.
[2]王望予.汽车设计[M].4版.北京:机械工业出版社出版,2007.
[3]汽车工程手册编辑委员会.汽车工程手册(设计篇)[M].北京:人民交通出版社出版,2001.
[4]汽车工程手册编辑委员会.汽车工程手册(制造篇)[M].北京:人民交通出版社出版,2001.
The Research and Development of Aluminum Fuel Tank Assembly M 5 Heavy Card
TAN Ke-cheng,XU Guan-neng
(1.Liuzhou Railway Vocational College,Liuzhou Guangxi545007,China;2.Guangxi Truck Research Institute,Liuzhou Guangxi545007,China)
Through the research and development of fuel tank assembly of M5 heavy aluminum,the M5 heavy truck aluminum fuel tank assembly,key techniques and problems needing attention for the design and development,provide a useful reference for other similar product design and development.
M5 heavy truck aluminum fuel tank assembly;research and development;aluminium allow
U464.136
A
1672-545X(2017)02-0014-03
2016-11-16
广西科学研究与技术开发计划项目(编号:桂科能1298025-2号);柳汽重卡轴间差速器加工工序卡创新设计的研究与应用(编号:桂教科研〔2016〕3号-KY2016YB765)
谭克诚(1973-),男,广西象州人,硕士,副教授,研究方向为汽车电子控制技术和车辆工程;许冠能(1964-),男,高级工程师,硕士,研究方向为汽车、零部件开发及关键技术研究。
猜你喜欢
汽车零部件(2022年2期)2022-03-06
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
汽车维护与修理(2020年17期)2020-03-10
汽车零部件(2019年6期)2019-07-10
环球时报(2019-05-15)2019-05-15
客车技术与研究(2014年1期)2014-03-20
