
硫铁矿制酸装置废水“零”排放的生产实践
2017-07-05 10:35陈火木胡春丽
硫酸工业 2017年6期
陈火木,胡春丽
(云浮联发化工有限公司,广东云浮527343)
硫铁矿制酸装置废水“零”排放的生产实践
陈火木,胡春丽
(云浮联发化工有限公司,广东云浮527343)
介绍了云浮联发化工有限公司400 kt/a硫铁矿制酸装置通过工艺技术改进、环保设施完善、资源综合利用等措施推进废水“零”排放实践。技改后每年可以减少污水处理量30 000 m3以上,减少外排水量约9 600 m3,减少石灰消耗约2 500 t,减少用电2.4×105kWh,降低烧碱用量180 t,节约运行费用超过150万元,降低了环保和生产成本,提高了经济效益和社会效益。
硫铁矿 硫酸生产 废水 压滤 回用 技术改造
云浮联发化工有限公司(以下简称联发公司)是国产化产能最大的硫铁矿制酸装置,产能为400 kt/a,装置位于云浮市云安区硫化工产业园区内。随着《中华人民共和国环境保护法》、《广东省环境保护条例》等相关环保法律法规及政策的出台,对企业环保工作的要求也越来越严格。为了降低环保和生产成本,提高清洁生产水平,实现废水“零”排放,联发公司于2015年底通过工艺技术改进、环保设施改善、资源综合利用等手段推进废水”零”排放技改工作,通过一年多的实践运行,基本实现了硫酸生产装置的废水”零”排放。
1 技改前装置运行状况及存在的问题
1.1 技改前运行状况
技改前硫酸装置水平衡如图1所示。
技改前配套了污水处理站,生产系统向污水处理站排放污水总量为96 m3/d。其中酸性废水来自净化工序w(H2SO4)约15%的稀硫酸,为72 m3/d;一般工业废水则来自于装置锅炉及配套制水系统、生活污水等,为24 m3/d。
硫酸装置于2013年技改配套了尾气脱硫系统,脱硫采用双碱法撞击流吸收工艺,脱硫过程主要是NaOH与SO2反应生成Na2SO3,再生过程为石灰粉制乳后Ca(OH)2与Na2SO3反应再生成NaOH和CaSO3沉淀[1]。该系统设置在厂区外的污水处理站内,其再生过程中再生槽和沉降池定期排出的高含固量碱液也可作为酸性废水处理的中和剂。
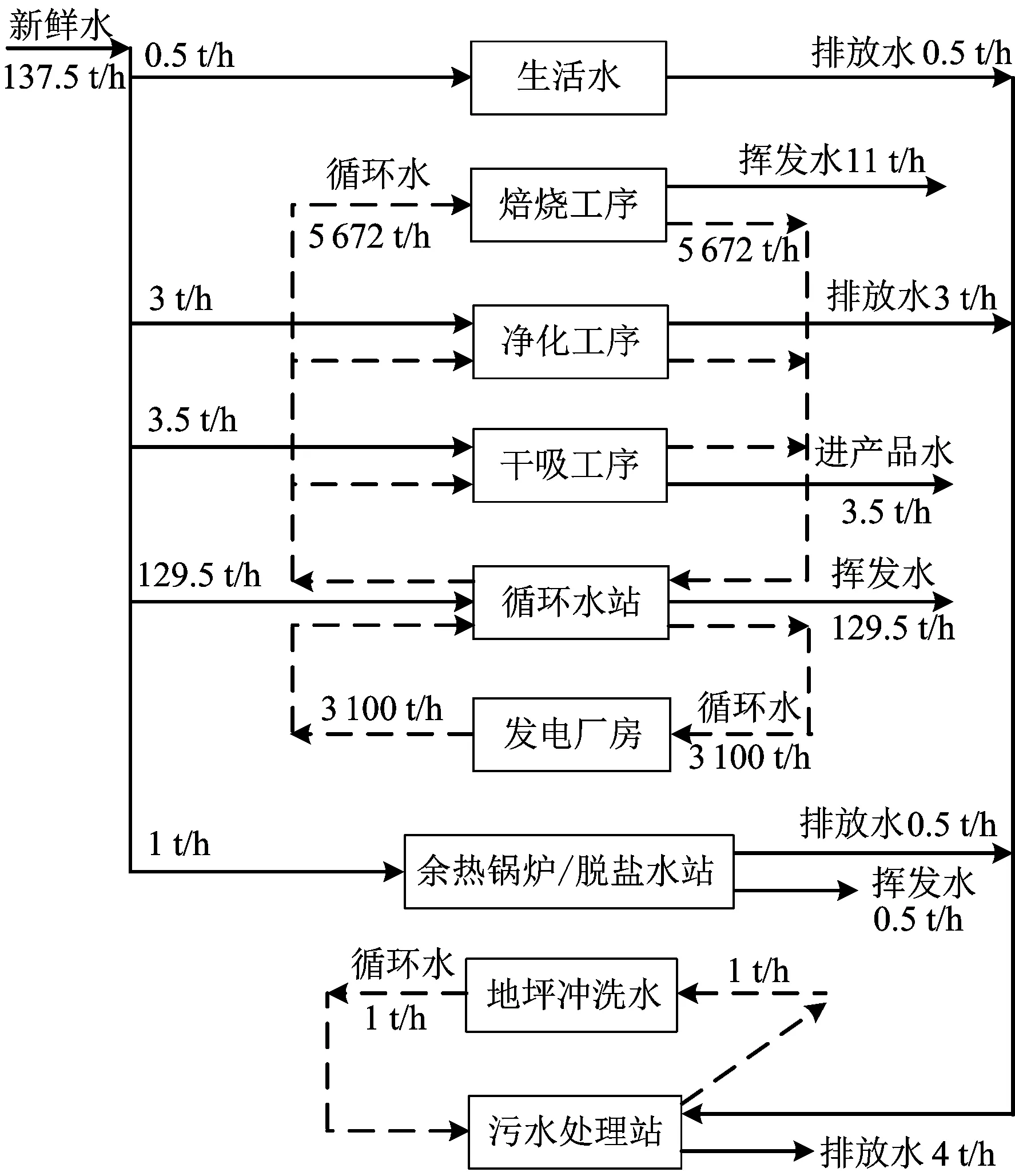
图1 技改前硫酸装置水平衡
尾气脱硫及再生流程如图2所示。
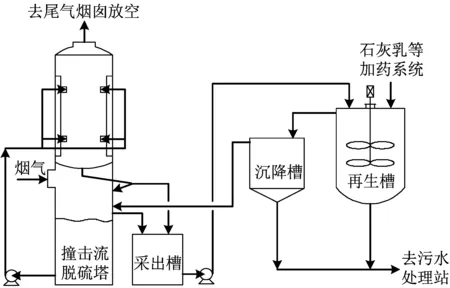
图2 尾气脱硫及再生流程
污水处理采用石灰中和工艺:用石灰块消化制成石灰乳后,放入中和池内与酸性污水发生中和反应并生成沉淀。处理后澄清达标的废水,回用于烧渣增湿或直接排放;含石膏废渣用抓斗抓至渣仓晾晒后外运。
1.2 存在的问题
1)污水处理站的处理水量约36 000 m3/a ,回用水量约26 400 m3/a,外排水量达9 600 m3/a。需要消耗w(CaO)≥85%的石灰约2 500 t/a,耗电2.4×105kWh/a,消耗重金属捕捉剂、氧化混凝剂、絮凝剂及双氧水若干,处理费用高。
2)尾气吸收系统再生槽和沉降池排污操作时放入废水中和池的高含固量碱液利用率低。废水中和池间断性的在碱性环境下,抓走的石膏废渣中夹带大量碱性水,使再生系统钠离子(Na+)流失快,定期需要向尾吸再生系统中补充NaOH来保持一定浓度钠离子含量以保证吸收效果。NaOH浪费较大,w(NaOH)32%的碱液用量超过500 t/a。
2 技改目的及措施
2.1 技改目的
来自净化工序的酸性废水量约72 m3/d,一般工业废水(装置锅炉及配套制水系统、生活污水等)量为24 m3/d。
酸性废水主要成分为稀硫酸,其中含有较多固形物杂质、金属离子及溶解的SO2气体等。由于铁等金属离子的存在,若利用稀酸当干吸工艺补充水后,铁离子超标并显现出淡红色,从而使硫酸达不到质量标准要求;另外,固形物含量多、所含SO2刺激性气味,难以被部分稀酸利用企业接受[2];同时,尾气再生系统NaOH浪费较大、用量多以及一般工业废水的回用问题也亟待解决。
为了实现废水的回收利用,减少污水处理费用,推进企业的节能减排,提高清洁生产水平,实现废水“零”排放,降低环保和生产成本,联发公司于2015年底启动废水“零”排放技改工作。
2.2 技改措施
实践证明硫铁矿选矿过程中,适当添加调整剂(即稀硫酸)能促进硫铁矿含硫品味的整体提高并降低跑尾率;磷肥生产过程中,利用稀硫酸替代水进行浓酸稀释,能降低酸耗、水耗和能耗。这两种方案均为稀酸利用的不错选择,但需要对稀酸进行适当的净化处理。
增加一套压滤、脱气系统能很好地解决酸性废水固形物含量多、所含SO2刺激性气味问题;压滤也能充分回收尾吸再生排污时沉渣所携带的大量碱液。
稀酸压滤、脱气及尾吸再生沉渣压滤流程如图3所示。
该技改工艺的主要特点为:
1)增加稀酸压滤、脱气系统。净化工序稀酸和污泥统一封闭储存,间歇性通过压滤机压滤、脱气塔脱气后实现酸性废水中固液分离及SO2刺激性气体的脱除。滤液在酸性废水收集池回收,外运至选矿厂和磷肥厂供生产使用;滤渣铁含量高,返回沸腾炉焙烧后作为副产品进入烧渣中。
2)将尾气吸收再生排污系统与污水处理系统分离,增加一套尾吸再生压滤系统。通过压滤解决了碱液夹带量大、 系统钠离子(Na+)流失快、 NaOH
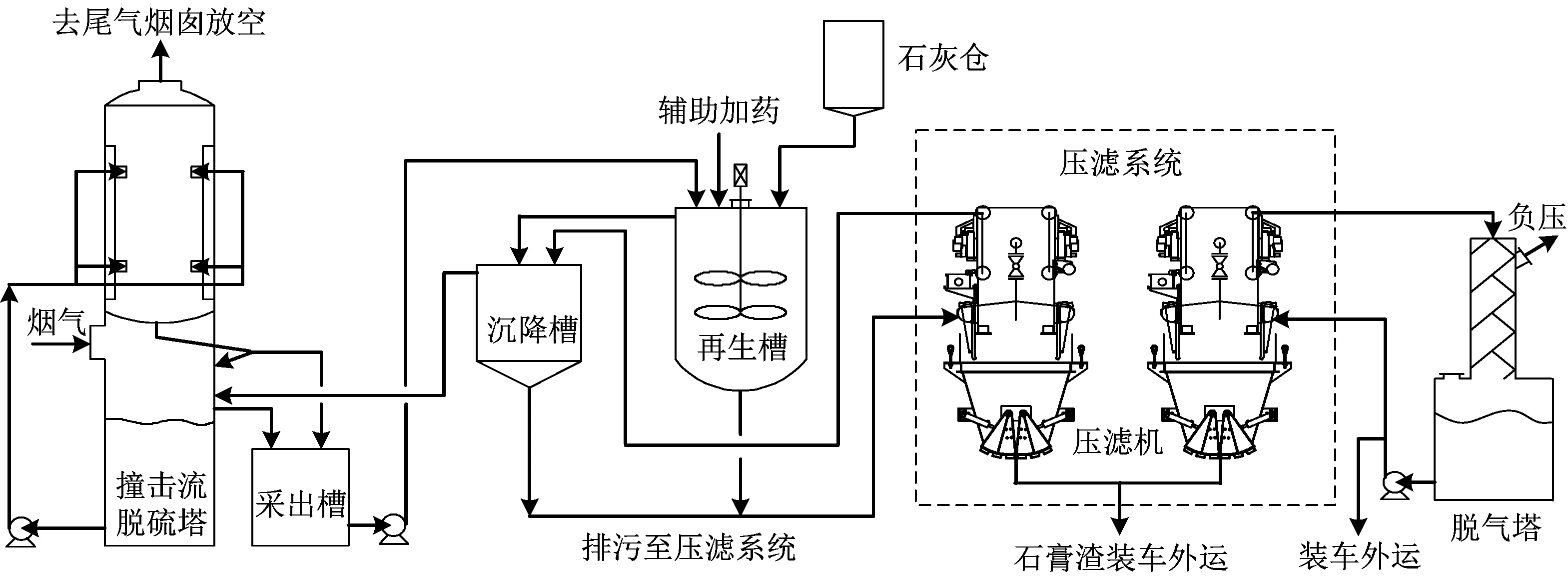
图3 稀酸压滤、脱气及尾吸再生沉渣压滤流程
浪费大的问题。
3)一般工业废水通过清污分流收集于一般工业废水收集池后,能较好的作为净化系统、排渣增湿和冷却系统、尾吸系统的补充水。
3 技改后运行状况
技改后装置运行良好,大大减少了污水处理费用,做到废水“零”排放,实现环保目标,达到清洁生产企业要求。
1)选矿厂w(H2SO4)15%的稀硫酸用量约65 m3/d、磷肥厂用量约35 m3/d,通过提高w(H2SO4)约22%后[3],稀酸排放量基本在约50 m3/d。2家稀酸利用单位能把净化系统产出的稀酸全部消化,实现了资源的回收利用、变废为宝。选矿厂使用稀酸后每月可减少浓硫酸消耗约300 t。稀酸通过脱气塔后,脱气率超过90%,基本没有刺激性味道,应用在磷肥厂和选矿厂都不会对生产环境带来不利的影响。
2)增加尾吸沉渣压滤系统后,滤饼游离水含量大幅下降,随滤饼带走的碱液也大幅下降,系统钠离子损失明显减少。碱液用量降低至25 t/月左右,比技改前(约40 t/月)大幅降低。
3)通过技改实现了污水处理站的暂时停用。站内部分水池和原生产区域内的稀酸池作为回用水池或应急池,在系统检修或其它临时故障情况下,临时作为应急储存;酸性废水外运后基本全部利用,一般工业废水和部分应急回用水用作烧渣增湿等生产
补充。
4)技改后可以减少污水处理量30 000 m3/a以上,减少外排水量约9 600 m3/a,减少石灰消耗约2 500 t/a,减少用电2.4×105kWh /a,降低烧碱用量180 t/a,其它辅助处理药剂基本停用。直接节约运行费用超过150万元/a。
4 结语
联发公司废水“零”排放技改工作充分利用产业园区的优势,在行业形势严峻的情况下,通过工艺技术改进、增设必要的环保设施、通过资源综合利用等措施,很好地实现了厂区废水的回收利用,实现了废水“零”排放。不仅降低了环保和生产成本,而且大大提高了社会效益。
[1] 常苗.硫酸装置尾气脱硫工艺现状和发展方向[J].硫磷设计与粉体工程, 2015(3):19-24.
[2] 潘红云,赖永强.硫酸生产中净化工序稀硫酸回收利用[J].硫酸工业,2015(1):30-31.
[3] 任辉辉,曹龙文.稀硫酸浓缩的现状与发展[J].硫磷设计与粉体工程, 2012(2):45-48.
Practice of wastewater emissions containing “zero” pollutants from a pyrite sulphuric acid plant
CHENHuomu,HUChunli
(Yunfu MediaTek Chemical Co., Ltd., Yunfu, Guangdong, 527343, China)
The practice of "zero" pollutants containing water release by the 400 kt/a pyrite sulphuric acid plant of Yunfu Media-Tek Chemical Co., Ltd. through retrofit technologies integrated with environmental protection facilities and comprehensive utilization of resources are introduced. With the retrofit technologies, the amount of annual sewage treatment is reduced by 30 000 m3, the amount of external water release is reduced by 9 600 m3, and the amounts of lime, power and caustic soda consumption are reduced by 2 500 ton, 2.4 × 105kWh, and 180 ton; and the operating costs are saved by more than 1.5 million yuan. More economic and social benefits have been gained by saving the environmental protection and operating costs.
pyrite; sulphuric acid production; wastewater; pressure filtration; reutilization; retrofit
2017-04-05。
陈火木,男,云浮联发化工有限公司化工工程师,从事硫铁矿制酸技术管理工作。电话:13927199026;E-mail:chenhuomu@163.com。
TQ111.16
B
1002-1507(2017)06-0021-03
猜你喜欢
青年文学家(2022年12期)2022-05-18
石油和化工设备(2022年2期)2022-03-11
石材(2020年11期)2020-12-31
东坡赤壁诗词(2020年5期)2020-11-06
四川化工(2020年4期)2020-08-28
云南化工(2020年4期)2020-05-19
石材(2020年2期)2020-03-16
硫酸工业(2020年12期)2020-03-01
化工设计通讯(2017年11期)2017-11-29
科教导刊·电子版(2016年14期)2016-06-25
