
硫磺回收装置比值回路的投用及优化创新探索
2017-07-05 10:35王军长张列维
硫酸工业 2017年6期
王军长,张列维
(中国石化上海高桥石油化工有限公司,上海200129)
硫磺回收装置比值回路的投用及优化创新探索
王军长,张列维
(中国石化上海高桥石油化工有限公司,上海200129)
介绍了硫磺回收装置H2S/SO2比值回路投用对装置稳定运行及尾气排放的影响。分析了影响比值回路正常投用的因素和相应处理措施;并针对比值回路稳定投用的优化和创新进行了进一步探索。随着硫磺回收技术的不断发展,精度和准度更高的仪表、设备的产出和投用,比值回路的稳定性和控制精度将进一步提高。
硫磺回收 比值控制回路 前馈—反馈控制 配风比 优化
硫磺回收装置的克劳斯反应是严格按照H2S/SO2体积比的比值为2∶1进行的,因此过程气中H2S/SO2的比值是装置最重要的控制参数,控制好过程气中H2S/SO2比值是提高装置转化率和保障硫磺尾气排放达标的必要条件。而比值回路作为硫磺装置最重要的控制回路,可以有效消除原料波动和操作人员个体水平差异对H2S/SO2比值产生的影响。
GB 31570—2015《石油炼制工业污染物排放标准》对硫磺回收装置尾气二氧化硫排放限值进一步收紧。其中一般地区要求达到400 mg/m3以下,重点地区要求达到100 mg/m3,且硫磺尾气SO2排放量也作为环保部污染物总量核查核算的重要指标之一。在此大背景下,精细化和自动化对硫磺回收装置操作、通过比值回路自动控制H2S/SO2的比值在最优值以提高总硫收率和确保硫磺尾气稳定达标,已经成为了一项刻不容缓的工作。
1 比值回路简介
硫磺回收装置的作用是尽可能多地将酸性气中的硫成分转化为硫磺,尽量降低排入大气的硫量。硫化氢和空气进入制硫燃烧炉,主要进行如下的化学反应:
(1)
(2)
(3)
由以上反应式可以看出,提高转化率的主要条件是保证过程气中硫化氢和二氧化硫的比值(H2S/SO2)稳定在最佳值。由式(3)可见,理论上最佳值为2。要保持H2S/SO2比值稳定,关键是保证进入制硫燃烧炉的空气量恰为所需量,而配风量的控制一般是通过比值控制回路来实现的,克劳斯硫磺回收比值回路控制系统示意见图1。

图1 克劳斯硫磺回收比值控制回路示意
图1显示了一种比较常见的采用前馈—反馈的比值控制回路。所谓前馈就是通过测量进入反应炉的清洁酸气量和含氨酸气量,然后与人工输入的配比相乘计算出清洁酸气和含氨酸气分别的需风量,最后经过加和计算出反应炉所需的总空气量,并把最终计算所得空气流量作为反应炉主调风控制阀的设定值。所谓反馈就是通过在线分析仪对克劳斯流程最末端的H2S和SO2含量进行实时检测,将检测值经过简单的比例或者减法运算后,将计算所得结果作为反应炉微调风控制阀的设定值(在组态中将比值分析仪分析数据与微调风量按照线性关系进行一一对应),以确保过程气中H2S/SO2的比值接近2∶1或H2S-2SO2的差值接近0。
在以上控制方案中,需要人工输入清洁酸气和含氨酸气的配风比例,此比例通过计算或者经验值得出。而在实际运行过程中由于理论与实际的偏差及酸性气组成的波动,会造成理论配风较实际配风出现偏差,使过程气中H2S/SO2的比值偏离期望值。引入反馈控制系统后,微调风可以撇开前馈的影响,只针对在线分析仪分析出的实际H2S/SO2的比值偏差进行调节,以使总配风量接近期望值。
2 比值回路的投用及影响因素
2.1 比值回路的正常投用
在装置进料前仪表调试阶段,应该完成比值回路中各控制阀的调试和控制器的正反作用检验;在风机开启后系统吹扫阶段,整定好比值回路中主调风流量调节器和微调风流量调节器的PID参数,并尽量使两个控制器处于单流量回路控制状态;在实际运行中检验主调风流量控制回路和微调风流量控制回路的稳定性。进料前可以结合原料气预估流量和试验室分析数据,计算出所需设置的比例,并在DCS系统中进行预设,配风比计算公式见式(4)[1]。

(4)
式中:Q酸——进炉酸性气气量,m3/h;
Q风——进炉风量,m3/h;
H2S%——酸性气中硫化氢体积分数,%;
CnH2n+2%——酸性气中CnH2n+2体积分数,%;
NH3%——酸性气中硫化氢体积分数,%;
n——烷烃的种类;
21%——空气中氧的体积分数,如果采用富氧工艺那么按实际氧浓度计算。
需要注意的是式(4)中所需风量为克劳斯系统全部需风量总和,在计算比值回路的配风比时,应该将其他干扰项进行剔除。如反应炉炉头仪表视镜等保护风如果使用的是压缩空气,那么应该查明总量并从总需风量中剔除;液硫脱气如果使用空气脱气且脱气气进反应炉,那么也应该查明脱气气中空气总量,并从总需风量中剔除。
装置进料后应该尽快投用比值回路串级控制,通过观察进料后系统实际需风量和原料酸气量对DCS中预设的配风比进行计算校准,校准后主调风控制回路投用串级控制,比值回路前馈控制系统投用。然后通过观察比值分析仪实际分析情况,对DCS中设置的配风比继续进行调整,通过调整优化,使微调风控制阀在20%~80%开度范围内进行调节。接下来投用微调风调节器和比值分析仪串级控制,并继续观察微调风控制阀开度,如果微调风长时间处于开足或者关闭的状态,那么需要操作人员及时调高或降低DCS中配风比设置。完成以上工作后比值回路前馈和反馈系统均投用完毕,装置还需在实际运行过程中对微调风串级回路控制器进行PID整定,使回路稳定运行。
2.2 影响比值回路正常投用的因素
影响比值回路正常投用的因素和相应处理措施见表1。
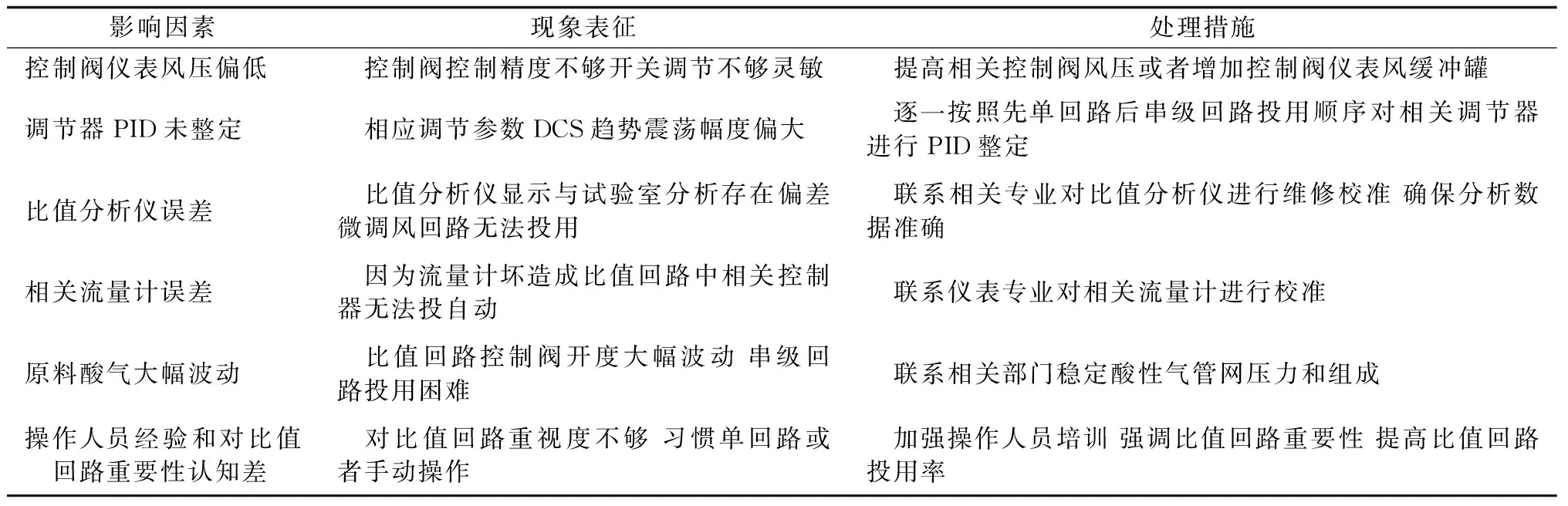
表1 影响比值回路正常投用的因素和相应处理措施
3 比值控制回路投用的重要性及优化
3.1 比值回路投用的重要性
投用比值回路后,在酸性气出现小范围波动时,比值回路中前馈系统会及时按照操作人员所设置的配风比例自动调节跟进需风量,来抵消原料波动带来的影响。同时反馈回路会将系统中H2S/SO2比例稳定在2∶1,这样装置就能有效抵御原料酸气波动带来的影响。比值回路投用装置和不投用装置的在线比值分析仪显示H2S-2SO2趋势比较见图2和图3。
图2和图3选取了同一单位不同硫磺装置同一时期内在线比值分析仪记录的H2S-2SO2趋势。两套装置原料来自同一个酸性气管网,两套装置设计处理量相差8%(A>B),在截取趋势期间两套实际负荷为:A 85%,B 75%。通过对比图2和图3可见:比值回路投用的装置在线比值分析仪显示波动幅度为-0.75~0.5,明显低于比值回路未投用的装置-1~1.5。在线比值分析仪波动幅度大,预示着克劳斯系统的稳定性和转化率较低,进入加氢系统的总硫含量波动幅度较大,对加氢和溶剂系统的冲击较大。也表明比值回路的投用对确保装置保持高转化率,使硫磺尾气排放稳定在较低值起到了关键作用。

图2 比值回路投用装置(A)
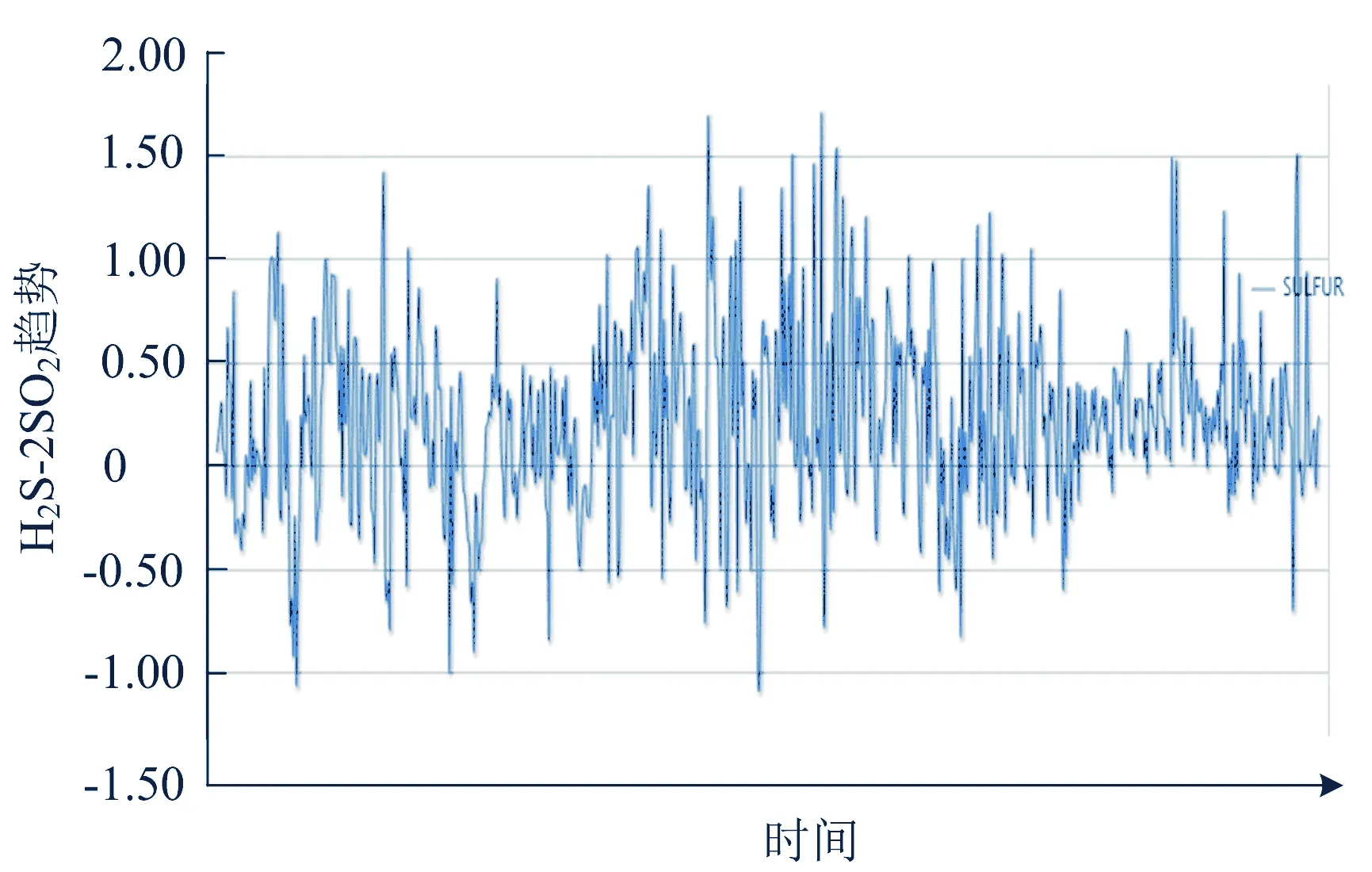
图3 比值回路未投用装置(B)
3.2 比值回路的优化
3.2.1 增加原料酸气流量选择开关
根据上文讨论内容可以看出比值回路投用对装置的重要影响,因此保障比值回路投用率成为一项重要工作内容。在装置实际运行中因为原料酸性气的洁净程度和流量变化都较大,因此用于计算主调风的酸气流量计容易出现故障,这也直接影响比值回路投用。为确保比值回路稳定投用,建议增加选择控制器,增加原料酸性气流程上其他流量计作为选择条件,一旦比值回路中原酸气流量计出现故障,可以用选择开控制器进行切换,不影响比值回路投用,具体示意如图4。
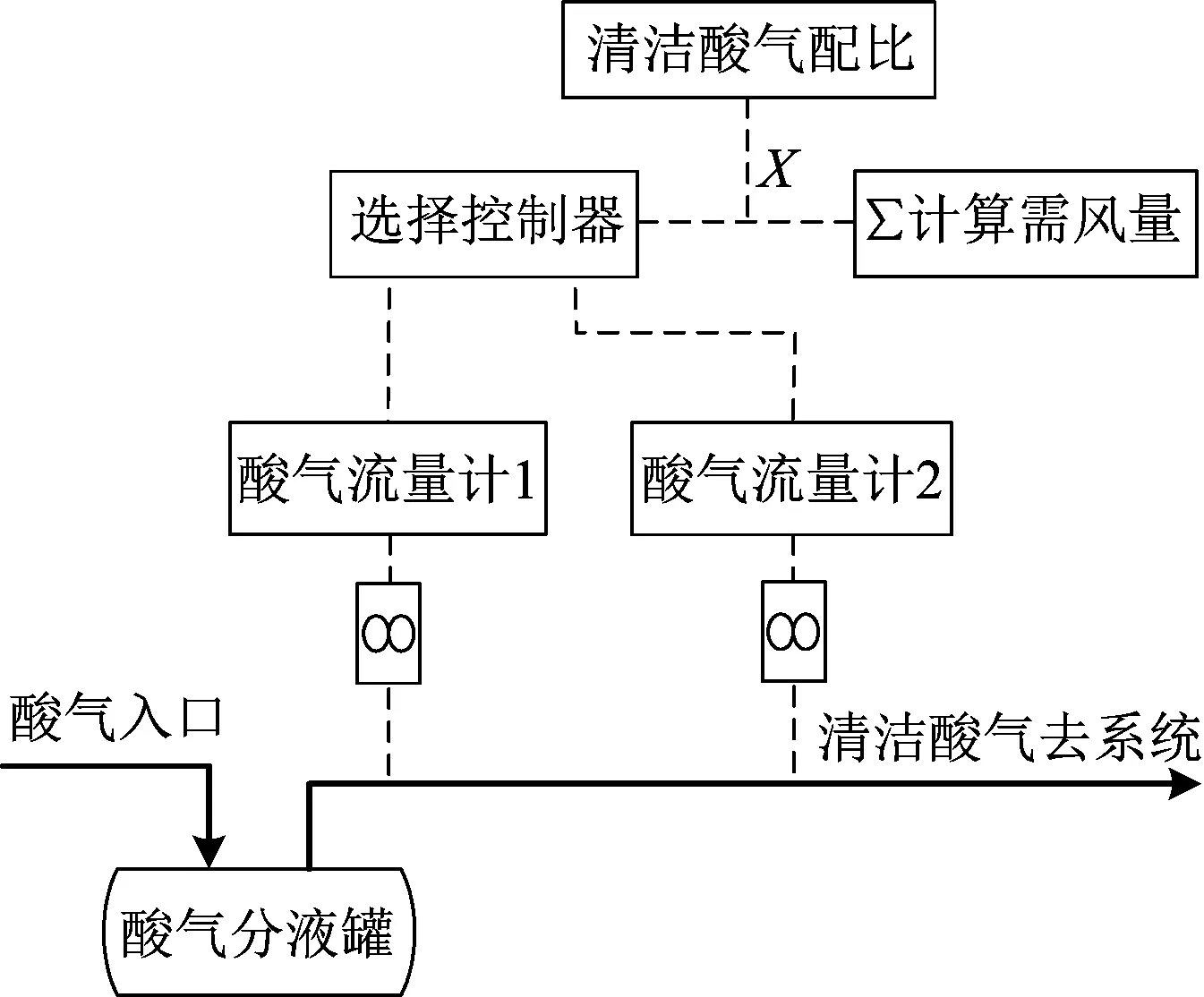
图4 比值回路增加选择控制器示意
如图4所示:增加选择控制器后,比值回路可以自由在酸气流量计1和酸气流量计2之间选择较准的或者趋势较平稳的酸气流量计作为比值回路前馈控制条件。在正常运行过程中,其中任何一个流量计故障或者失灵都可以通过选择控制器第一时间在线切换至另一个流量计,提高比值回路高投用率。
3.2.2 控制器中增加限位和报警提醒模块
在比值回路实际运行中发现对调节影响最大的是滞后引起的过调问题,从风量变化到最终尾气分析仪表给出分析数值存在2~4 min的滞后,在装置流速固定的情况下影响滞后的原因主要是流程长度和比值分析仪分析周期。
滞后造成的过调问题主要存在于反馈系统,即微调风控制回路。为消除过调问题,除了在微调风串级回路PID参数中设置积分参数外,更有效的措施是控制器增加限位模块。限位模块可以将微调风控制在一定区间范围内,比如较常见的通过限位控制模块,使微调风控制阀在20%~80%内调节。并通过报警提醒,使操作人员能及时根据微调风阀门开度趋势进一步优化配风比输入,使微调风控制器调节范围进一步缩小,达到比值分析仪分析数据稳定的操作结果。
4 比值回路控制的扩展及创新
4.1 增加微调风和主调风递归控制
在比值回路正常投用过程中,操作人员需要关注微调风控制阀开度,通过阀门开度趋势进行比值回路配风比调节,以使微调风控制阀在期望的区间内运行,这样对操作人员的水平和责任心要求较高。比值回路微调风控制阀开度趋势见图5。

图5 比值回路微调风控制阀开度趋势
由图5可见:微调风控制阀一般处于一个可控的正常调节区间,为避免控制阀过调可以设置控制阀限位。当出现图中微调风控制阀开度突破正常区间紧贴控制阀限位时,操作人员将及时调节比值回路中配风比设定值,改变主调风量,以达到使微调风控制阀开度回归至正常调节区间的调节效果。
为尽量减少人为因素的干扰,提高比值回路调节精度,可以创新性的在比值回路中引入计时器,经简单判断对比后将微调风向主调风递归。当出现图5中微调风控制阀达到限制开度时计时器启动,如果计时T超过预先设定时间,那么控制回路自动调节配风比设定值,以达到微调风向主调风递归的效果,消除人为因素的影响。系统中预设的比较时间t由前文所述的滞后时间决定,在装置中由流程长度和比值分析仪分析周期决定。
递归控制投用后将达到如下效果:当微调风控制阀开度达到控制阀限位时系统开始计时,如果时间大于系统中预设比较时间后,系统自动将比值回路中配风比设置值提高或降低一个基础单位,在自动提高配风比设置值后计时器归零且暂停1~2 min给反馈控制系统以检测时间。经过调节微调风控制阀开度应该会有所改变,如果控制阀开度没有变化,那么计时器进入下一个调节周期。在递归控制系统中还建议设置报警功能,如果递归系统连续三次作出同向调整操作,微调风控制阀开度仍然没有变化,递归控制器发出报警并自动解除配风比递归控制回路,比值回路中配风比输入交由操作人员手动控制。
4.2 增加焚烧炉出口压力稳定控制
硫磺装置主风通常由风机提供,典型风机控制系统见图6。

图6 硫磺回收主风机控制系统
由图6可见:主风机控制系统分为手动和自动两个控制状态,当系统处于手动状态时,需要操作人员手动调节风机进口导叶和放空控制阀开度,使风机出口压力满足工况要求;当系统处于自动状态时,只要在设定值中输入期望得到的风机出口压力,那么导叶自动控制系统会通过自动调节进口导叶开度来调节风机出口压力,同时喘振控制器会调节放空阀开度,使风机运行点在性能曲线内,避免风机喘振。
在实际运行过程中,处理量的变化引起比值回路需风量的变化,虽然主风机自动控制系统投用后可以很好的稳定风机出口压力,但是处理量的变化往往对应着装置系统压力即反应炉炉头压力的变化。在风机出口压力处于自动控制的条件下,反应炉炉头压力的变化则会影响比值回路中主风和微调风控制阀的开度,例如:当原料量忽然升高,随着酸气和进风量同比增加,克劳斯系统压力将相应升高,当反应炉炉头压力与主风机出口压力差值缩小时,会造成系统进风困难,严重的时候会出现主调风和微调风抢量甚至无法正常进入系统的情况。
针对以上问题,创新性的提出以下处理方案,具体控制逻辑见图7。
图7中红色内容为主风机出口压力控制器新增控制条件,其中输入压力由操作人员人工输入,其值有2个来源:①操作人员在正常运行过程中观察所得风机出口压力和反应炉炉头压力之差;②通过计算得出的风机出口至反应炉入口管线和各设备压降的累计值。

图7 主风机出口压力控制系统优化后逻辑
新增的控制逻辑将反应炉炉头实测压力与操作人员输入压差值相加,用所得值代替原风机出口压力作为主风机压力控制器的设定值。这样系统可以有效避免在处理量大幅波动时,因风机出口压力调节不及时而造成的系统波动问题。可以有效稳定比值回路,使相关控制阀始终处于最优的调节状态。
5 总结与展望
装置自控率的高低是一套装置设计水平、操作水平、仪表维护水平的综合体现,比值回路作为硫磺回收装置的核心回路,顺利稳定的投用对装置操作有着重要的影响。同时随着环保法规的不断严格,硫磺装置的自动化和精细化操作在有效降低和稳定尾气排放方面显示出了重要的作用。相信随着克劳斯硫磺回收技术的不断发展,精度和准度更高的仪表、设备的产出和投用,硫磺装置比值回路的稳定性和控制精度将进一步提高。
[1] 李菁菁,闫振乾.硫磺回收技术与工程[M].北京:石油工业出版社,2010:278.
Study of the application and optimization of the ratio loop of the sulphur recovery unit
WANGJunzhang,ZHANGLiewei
(SINOPEC Shanghai Gaoqiao Petrochemical Co.,Ltd., Shanghai, 200137,China)
The influence of the application of the (H2S/SO2) ratio loop in the sulphur recovery unit on the stable operation and tail gas emission was discussed. The factors influencing the normal application of the ratio loop were analyzed. The corresponding responses were introduced and the optimization and innovation of the ratio loop for stable operation were further explored. With the rapid development of sulphur recovery technologies and the availability and application of high-accuracy and high-resolution instruments and equipment, the stability of ratio loop and the precise control can be further improved.
sulphur recovery;ratio control loop; feedforward and feedback control;the feed-air ratio;optimization
2017-04-28。
王军长,中国石化上海高桥石油化工有限公司炼油四部#4硫磺装置主任,高级工程师。主要从事硫磺装置秤管理工作。电话:15921615991;E-mail:wangjunzhang.gqsh@sinopec.com。
TQ111.16
B
1002-1507(2017)06-0042-05
猜你喜欢
江苏安全生产(2022年5期)2023-01-15
内燃机与动力装置(2022年6期)2023-01-06
中国交通信息化(2022年7期)2022-10-27
石油沥青(2021年4期)2021-10-14
乐器(2021年1期)2021-09-10
今日农业(2019年11期)2019-08-13
中国质量与标准导报(2016年10期)2016-11-29
中国工程咨询(2011年12期)2011-02-13
