
420 mm特厚板坯大压下技术的应用
2017-07-31 22:06熊文名余小琴喻建林谢桂强王华裴伟
河南冶金 2017年2期
熊文名 余小琴 喻建林 谢桂强 王华 裴伟
(新余钢铁集团有限公司)
420mm特厚板坯大压下技术的应用
熊文名 余小琴 喻建林 谢桂强 王华 裴伟
(新余钢铁集团有限公司)
对新钢3#特厚板连铸机大压下工艺进行了细致的研究。在常规0.55m/min的拉速条件下,确定了420mm厚中碳钢时连铸坯大压下段为第9段和10段;通过不同压下量试验条件下连铸坯中心偏析程度对比确定了在第9段和10段分别采用压下量为7mm和1.5mm的大压下工艺,连铸坯中心偏析得到显著改善,满足了新钢高品质特厚钢板对连铸坯内部质量的严格要求。
连铸 特厚板坯 大压下 中心偏析
0 前言
随着造船、锅炉、高压容器、核能、重型设备制造业、桥梁、管线、海洋平台等专用钢的发展,对特厚板的需求量越来越大。对于特厚板的生产,铸坯的内部质量控制尤为重要。厚板坯的内部质量问题是导致超声波探伤不合的主要原因,如中心偏析和缩孔疏松等。目前轻压下是改善中心疏松和偏析的最好技术之一[1-3]。
新余钢铁有限公司(以下简称“新钢”)二钢厂3#连铸机是世界上首创能生产达420 mm超厚板坯的直弧形连铸机,配备了静态轻压下功能。由于铸坯的厚度太大,所以连铸坯中心偏析和中心疏松的控制难度也很大。为了保证铸坯的质量,在新钢二钢厂3#连铸机上展开了一系列轻压下工艺的优化研究工作,其目的是充分发挥轻压下功能,达到有效控制中心偏析目的。
1 新钢公司3#连铸机设备参数
新钢特厚板坯连铸机于2011年3月10日顺利完成联动试车任务,设计年产合格连铸板坯140万t,产品规格厚度为300 mm~420 mm,宽度为1 600 mm~2 400 mm,能大幅度提高新余钢铁股份有限公司连铸水平在国内外同领域中的竞争能力。420 mm超厚板直弧形连铸机参数见表1。

表1 连铸机工艺参数
2 研究方法
为了测定特厚板坯连铸过程的凝固坯壳厚度和凝固末端位置,进而为末端大压下工艺提供依据,对新钢特厚板坯连铸过程进行了射钉试验。用“射钉法”测定连铸坯壳厚度,是将作为示踪材料的钢钉击入正在凝固的坯壳,然后在铸坯相应位置取样进行分析。钉子材质为60Si2Mn钢,在钉子上加工有两道含有硫化物的沟槽,低熔点的硫化物在射钉进入铸坯液相穴中会迅速扩散,所以能够用酸浸蚀的方法根据硫化物的扩散情况显示出铸坯的液芯厚度,从而测出连铸坯凝固壳厚度,判断出连铸坯的凝固末端位置。
对含钉铸坯试样的检验,将含钉铸坯试样刨至钉中心线后,在射钉及周边区域分为A区、B区、C区三个部分,如图1所示。在A区域射钉保持了其原有的外形,硫化物没有扩散;在B区域射钉周边小部分硫化物熔化扩散,但内部组织与坯壳组织不同;在C区域射钉完全熔化,硫化物充分扩散,组织已改变为与坯壳相同的组织。
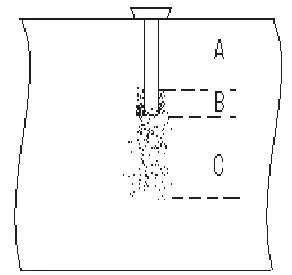
图1 射钉试验中硫化物扩散示意图
为了观察不同压下量情况下的连铸板坯的中心偏析改善情况,对试验连铸板坯取样,并对其低倍组织进行分析和对比。为量化采用大压下工艺后连铸板坯中心偏析的改善程度,采用直径为3 mm的钻头,在铸坯宽度1/4处沿着铸坯厚度方向钻屑取样,以便分析C、Mn等元素的偏析程度。钻样示意如图2所示。

图2 钻样示意图
其具体的钻样方法为:在试样横截面上采用线切割切取宽为15 mm的试样,对该试样采用三种取样间隔进行钻样,分别为:(1)在中心上下±20 mm的区间内采用5 mm的钻样间隔;(2)在中心上下±(30~50) mm的区间内采用10 mm的钻样间隔;(3)在中心上下±(70~150) mm区间内采用20 mm的钻样间隔。最后,将所钻取试样的化学成分分析结果汇总,并对数据进行合理的严格的数学处理。最后得出在铸坯宽度四分之一处,沿铸坯厚度方向的偏析情况。
偏析度的计算公式为:
(1)
3 结果与讨论
3.1 射钉试验结果
射钉试验选择在常规生产条件下断面为420mm2×2 270mm2的BT/Q235C-2+N钢连铸坯上进行。试验钢种的化学成分和主要工艺参数分别见表2、表3。

表2 试验钢种化学成分 / %

表3 射钉试验主要工艺参数
在拉坯方向上选取三个位置进行射钉试验,根据经验,铸坯宽度1/4位置最后凝固,因此所选射钉位置都位于1/4宽度位置。射钉部位在第8~9段间、第9~10段间、第10~11段间,其中8、9段为矫直段。射钉部位距弯月面距离分别为24.63m、27.21m和29.77m。
对射钉试验条件下的连铸坯进行取样和低倍侵蚀后,得到的射钉低倍组织如图3所示。若以钢水不能流动的位置作为凝固前沿,则凝固坯壳及液芯厚度的测量结果见表4。

表4 测试的凝固坯壳及液芯厚度


(a) 射钉部位在8~9段间 (b) 射钉部位在9~10段间 (c) 射钉部位在10~11段间
图3 射钉试验低倍组织
3.2 大压下工艺的应用
根据新钢实际生产情况,在常规拉速0.55m/min,比水量0.8L/kg以及中间包过热度(25±5) ℃的条件下共进行了3组试验,试验钢种为BT/Q235C-2+N,规格为2 270×420mm2,其化学成分见表2。试验的目的是通过增加压下量初步探究大压下技术的可实施性。3组实验连铸的工艺参数见表5。
采用不同压下量后连铸坯低倍检验结果对比如图4所示。

表5 试验连铸的工艺参数

(a) 压下量为6/1.5mm(b) 压下量为7/1.5mm(c) 压下量为8/1.5mm
图4 采用不同压下量后连铸坯低倍组织
从图4可以看到,对于板坯厚度为420mm的连铸板坯,随着压下量的增加,铸坯的中心偏析改善明显。在所试验的3种大压下工艺中,当压下量为7/1.5mm时,连铸坯中心偏析的程度明显要好于压下量为6/1.5mm的连铸坯。增大压下量到8/1.5mm,连铸坯的中心偏析程度相比压下量为7/1.5mm时没有进一步提高。综合考虑连铸坯中心偏析改善程度和大压下工艺对铸机设备及正常生产的影响,决定在正常生产中将420mm特厚板连铸坯大压下扇形段第9段和10段压下量设定为7mm和1.5mm。
取试验的三组铸坯宽度1/4处的铸坯进行钻屑取样,并对其进行化学分析,得到的分析结果如图5所示。
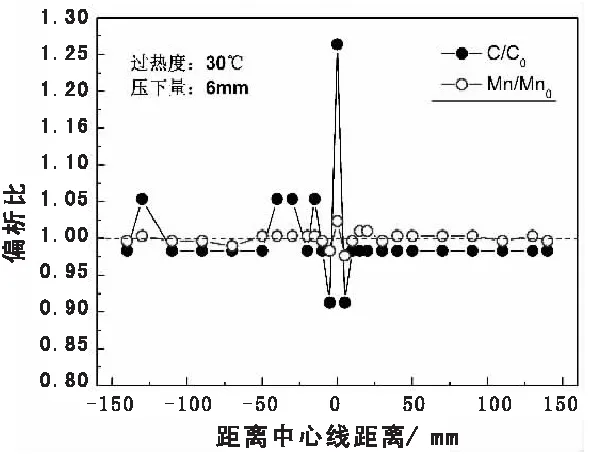
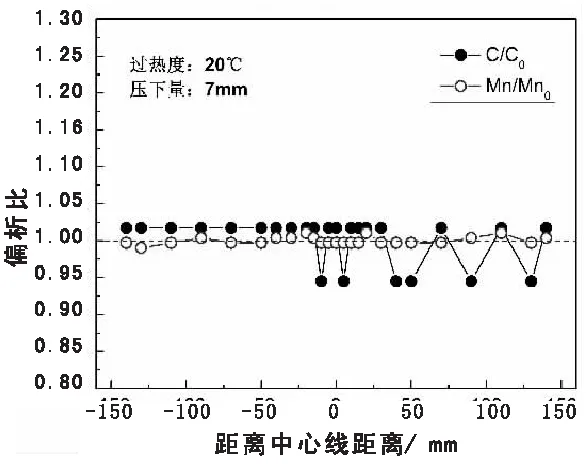
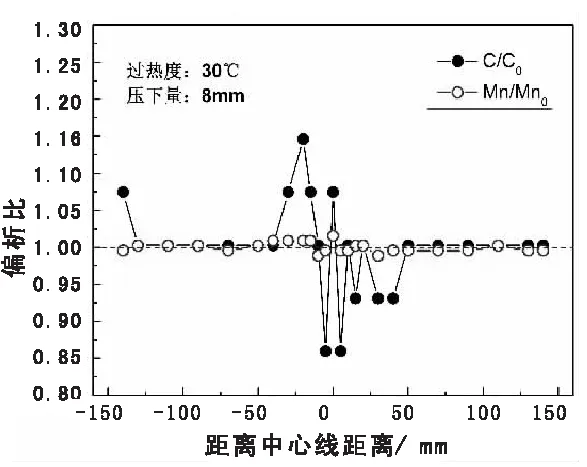
(a) 压下量为6/1.5 mm (b) 压下量为7/1.5 mm (c) 压下量为8/1.5 mm
从图5可以看出,压下量为6/1.5mm时,铸坯的中心偏析十分严重,随着压下量增加到7/1.5mm时,C和Mn的中心最大偏析度迅速降低,当压下量增加到8/1.5mm时,中心的C和Mn都呈现为负偏析。由此可见,适当增加压下量(由6mm增加到7mm),有助于铸坯中心C和Mn偏析的改善,说明420mm特厚连铸板坯所采用的大压下工艺(压下量为7/1.5mm)对于改善连铸坯中心偏析有明显效果。
采用7/1.5mm大压下工艺后420mm连铸坯轧制出140mm特厚钢板心部微观组织如图6所示。
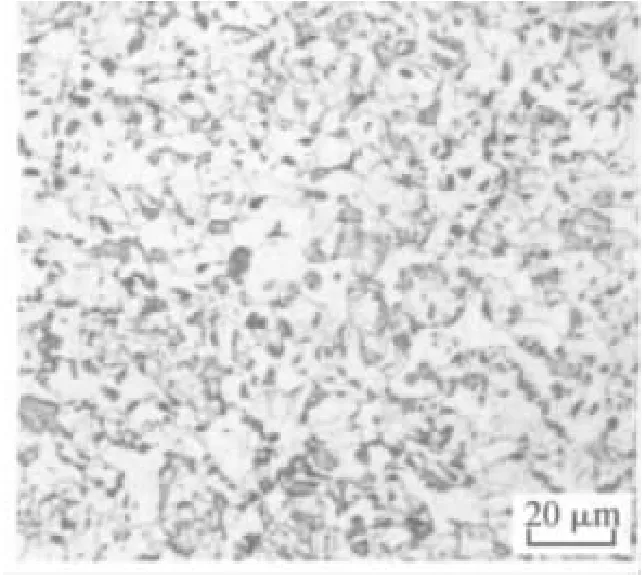
图6
从图6可以看出,钢板心部没有带状组织。经检验,钢板Z向断面收缩率为65%,Z向性能良好。这表明当采用7/1.5mm大压下工艺后,连铸坯中心偏析控制得很好。
4 结论
(1)通过射钉试验结果表明,新钢3#连铸机浇注420mm厚中碳钢时连铸坯凝固终点位置在扇形段第9段和10段之间;
(2)在常规拉速0.55m/min,比水量0.8L/kg以及中间包过热度(25±5) ℃的条件下,420mm特厚连铸板坯在扇形段第9/10段采用压下量为7/1.5mm的大压下工艺后,连铸坯中心偏析有了显著改善;
(3)采用压下量为7/1.5mm大压下工艺的420mm连铸坯轧制出140mm特厚钢板心部微观组织无带状,其Z向断面收缩率为65%,Z向性能良好。
[1] 连家创. 冷轧薄板轧制压力和极限最小厚度计算(П)[J].重型机械,1979,27(3):33-34.
[2] 王伟,连家创.采用混合摩擦模型预报冷轧薄板轧制力[J].钢铁研究学报,2000,12(1):11-13.
[3] 白振华.薄带平整轧制时轧制压力模型的研究[J].机械工程学报,2004.40(8):64-66.
APPLICATION OF LARGE REDUCTION OF 420 MM ULTRA-THICK SLABS
Xiong Wenming Yu Xiaoqin Yu Jianlin Xie Guiqiang Wang Hua Pei Wei
(Xinyu Iron and Steel Group Co., Ltd)
Large reduction on the No.3 continuous caster in Xinyu steel was investigated. On the basis of this experiment result,the optimal amount of reduction for 420 mm thick slabs is 7 mm and 1.5 mm determined by industrial trials with different amount of reduction, which applied on the 9th and 10th segment at a conventional casting speed of 0.55 m/min. After optimization of the large reduction, the center-line quality of slabs is improved remarkably, which meets the stringent requirement on slab internal quality of high quality heavy plates in Xinyu steel.
continuous casting ultra-thick slabs large reduction centerline segregation
名,工程师,江西.新余(338001),新余钢铁集团有限公司技术中心;
2017—1—21
猜你喜欢
山东冶金(2022年2期)2022-08-08
矿冶工程(2022年1期)2022-03-19
商品与质量(2021年17期)2021-04-23
鞍钢技术(2021年2期)2021-04-20
重型机械(2020年3期)2020-08-24
山东工业技术(2019年1期)2019-02-08
数码设计(2017年4期)2017-11-01
新疆钢铁(2015年2期)2015-11-07
新疆钢铁(2015年1期)2015-11-07
冶金与材料(2015年5期)2015-08-20
