
激光熔覆技术修复纯镍板工艺研究
2017-08-01 11:30杨玉军
氯碱工业 2017年6期
杨玉军
(唐山三友氯碱有限责任公司,河北 唐山 063305)
激光熔覆技术修复纯镍板工艺研究
杨玉军*
(唐山三友氯碱有限责任公司,河北 唐山 063305)
激光熔覆;换热器;镍板;腐蚀;修复
为了研究激光熔覆修复纯镍板孔洞的技术,建立了影响激光熔覆工艺参数的简化物理模型,并测得了参数变化与熔覆层尺寸的关系。结果表明:激光熔覆层形貌与送粉量相关,熔覆层宽度和高度与激光束移动速度关系密切;当激光功率1.5 kW、光斑直径4 mm时,通过调节送粉量(0.75~1.75 g/s)和激光束移动的速度(1~5 mm/s),可以实现激光熔覆技术修复腐蚀的纯镍板,满足工业应用的要求。
成品碱板式换热器一般长期工作在90 ℃左右的烧碱工艺条件下,内部的换热板片被腐蚀出直径为1~3 mm的孔洞而泄漏(见图1),从而影响成品烧碱的工艺指标。唐山三友氯碱有限责任公司(以下简称“唐山三友”)成品碱板式换热器采用进口设备,材质为Ni201,厚度仅为0.6 mm。腐蚀后,传统的修复方案是更换新的板式换热器,成本较高。如何修复换热器孔洞,延长设备使用寿命,是需要解决的重要问题。目前修复技术主要有:喷涂、电刷镀、电焊、激光熔覆等。激光熔覆克服了其他修复技术存在的诸多问题,如基体材料表面无须预处理,熔覆层与基体材料界面形成冶金结合等,但也常出现熔覆层表面凹凸不平、裂纹和孔洞等质量不稳定情况,特别对于修复换热器镍片,激光熔覆工艺的选择尤其重要。许多研究工作者将熔覆过程中的各工艺参数统一于能量(密度)输入来描述,但对能量输入的定义方法却不同,没有统一的影响因素来判定熔覆效果。研究激光熔覆层特征量参数,具有一定的应用价值。

图1 腐蚀的成品碱板式换热器镍板
1 激光熔覆影响参数
1.1 激光熔覆加工影响因素
激光熔覆加工是受多个参数影响的复杂过程,激光功率、激光扫描速度、送粉量、熔池温度等都会对它产生影响,具体为三大类参数:激光参数(功率、焦距、光斑尺寸、模式、波长)、金属粉末物理参数(金属粉末成分组成、粒度、吸收率、热物理性能)和加工过程参数(送粉量、光束移动速度、保护气流量等)。它们决定了激光与粉末流相互作用的物理过程,同时也直接影响熔覆层的组织、性能和熔覆层的几何尺寸、精度。具体影响见图2。
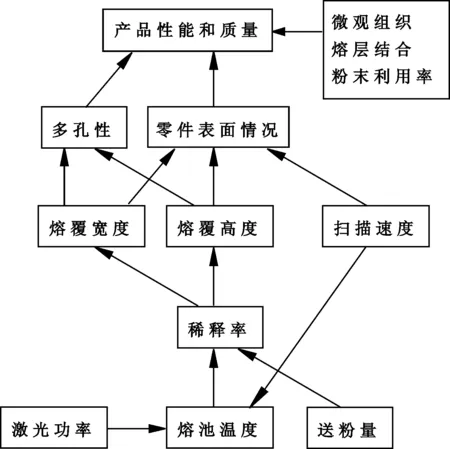
图2 影响熔覆性能的相关参数
1.2 影响参数的物理数学模型
为保证熔覆层性能和尺寸精度,必须重点考虑送粉量、熔池温度、激光扫描速度以及零件形貌。分别根据能量导入和粉末输运原理,构建关系式如下:
E=P/(D·v)。
E为能量,J;P为激光功率,W;v是激光束移动速度,mm/s;D为光斑直径,mm。
W=D(1-α·v);
Hb=b·Mp/v。
W为熔覆层宽度,mm;α为经验常数;Hb为试验熔覆层高度数值,mm;Mp为送粉量,g/s;b为经验常数。
根据物理冶金原理,熔覆材料和基体材料必须加热到足够高的温度才能满足冶金反应所需的条件,最终形成规则几何外形的熔覆层。熔覆层宽度是由光斑直径决定的,也受激光扫描速度的影响。熔覆层高度随送粉量的增加而增厚,随激光扫描速度的加快而减薄。试验得到α、b经验常数即可表示其具体量化关系。
2 镍板激光熔覆层质量分析与控制
激光熔覆也称激光涂覆或激光包覆,它通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔化凝结在一起。熔覆层质量主要指的是熔覆层的尺寸参数和裂纹缺陷[2]。
如图3所示建立装置。试验用激光器为半导体激光器,光斑直径为4 mm,激光功率0.7~2.1 kW,扫描速度1~5 mm/s。基体材料为Ni201板,选用的粉末材料为纯镍基合金[w(Ni+Co)≥99.8%,w(C)≤0.003%,w(Si)≤0.003%,w(Fe)≤0.004%,w(其他)≤0.5%], 粒径<75 μm,熔点为1 455 ℃,松密度为1.8~4.8 g/cm3,流动性≤30 s/(50 g) 。
2.1 激光熔覆工艺参数的确定
熔覆层的截面如图4所示,其中W表示熔覆层的宽度,H表示熔覆层的高度,h表示基材的熔深,该项试验主要研究在不同工艺参数下W和H的变化规律。采用的激光工艺参数为:激光功率P=1 000~1 600 W,扫描速度v=1~5 mm/s,送粉量Mp=0.75~1.75 g/s。
图5和图6分别是当送粉量为1.33 g/s时,熔覆层的高度和宽度在不同激光功率下随扫描速度的变化曲线图。从中可以看出:当送粉量不变时,在一定激光功率下熔覆层的高度和宽度随着扫描速度的加快而减小;在一定扫描速度下,熔覆层的高度和宽度随着激光功率的增大而增大;熔覆层的高度随激光功率发生改变的程度相对较小。
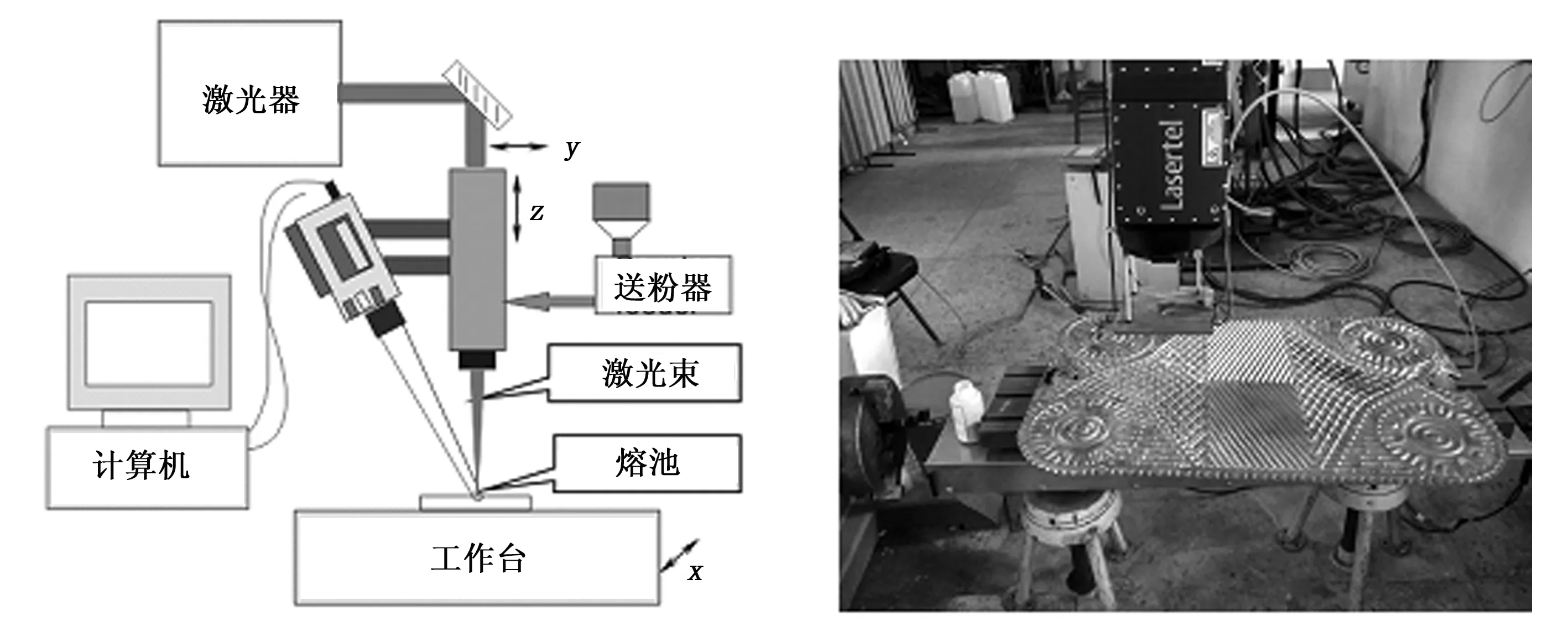
图3 试验装置示意图
Fig.3 Diagram of test device
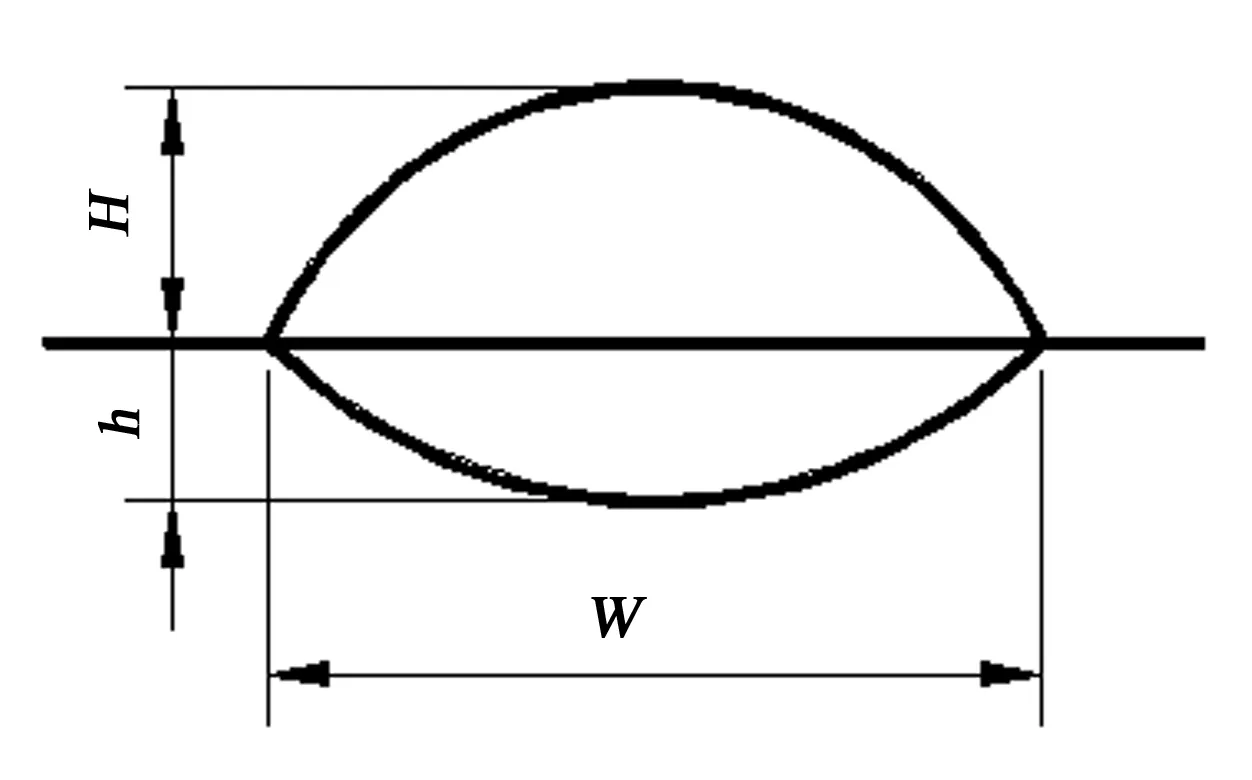
图4 单道熔覆层界面示意图
Fig.4 Diagram of single-pass cladding layer interface
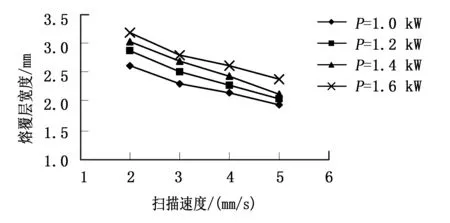
图6 熔覆层宽度随扫描速度的变化曲线
2.2 经验常数α、b参数的获取
以相同的工艺参数制备两个长度分别为20 mm和40 mm的薄壁试样,然后比较它们的实际宽度和高度与理论高度和宽度的差别。工艺参数为:P=1.5 kW,v=4.8 mm/s,Mp=0.786 g/s。在该参数下单道熔覆层的高度约0.8 mm、宽度2.66 mm。则试验得到α=0.07、b=0.005。经验常数b的量纲为mm2/mg。
2.3 激光熔池参数的获取
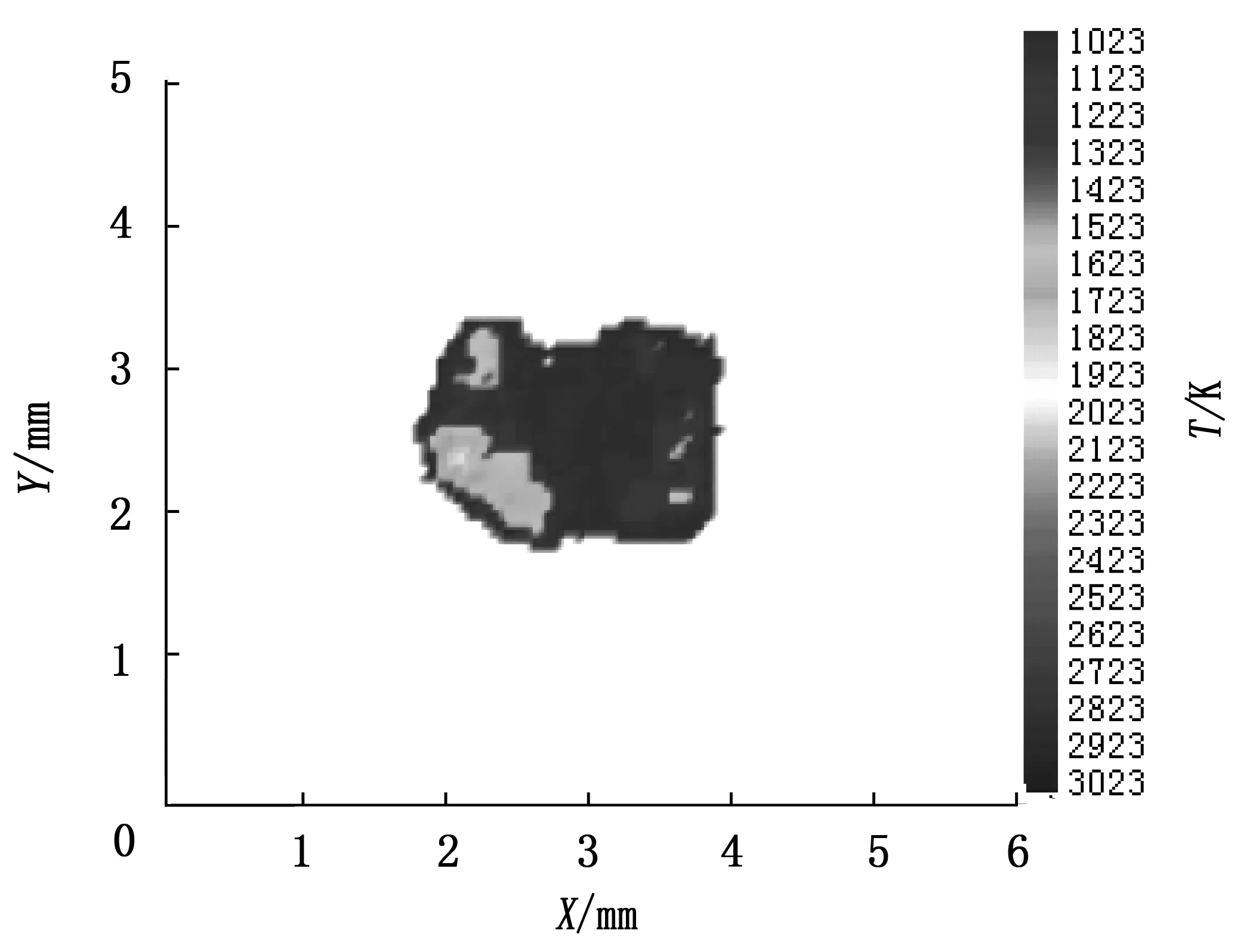
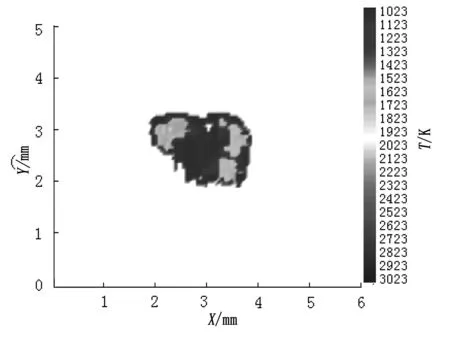
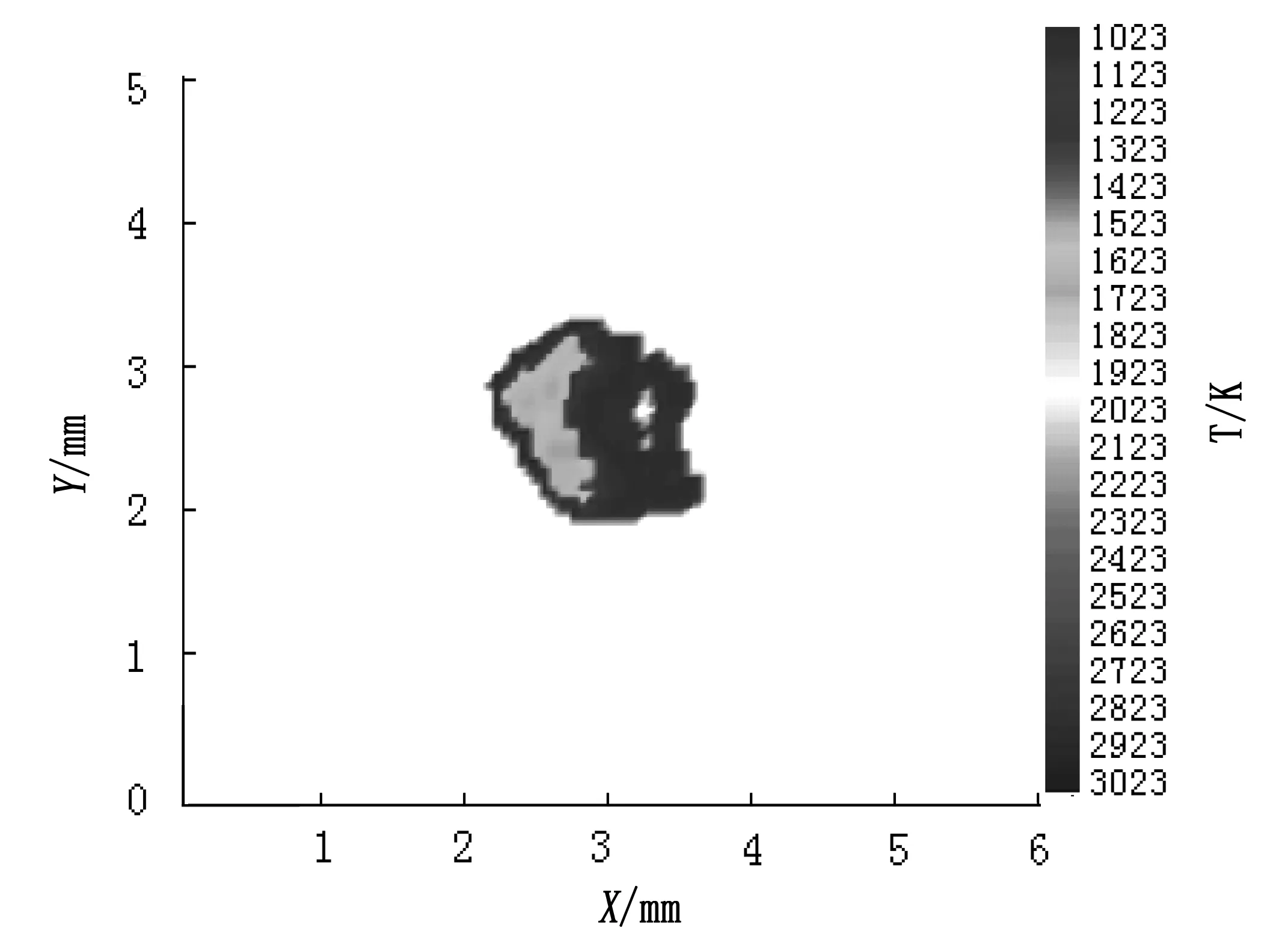
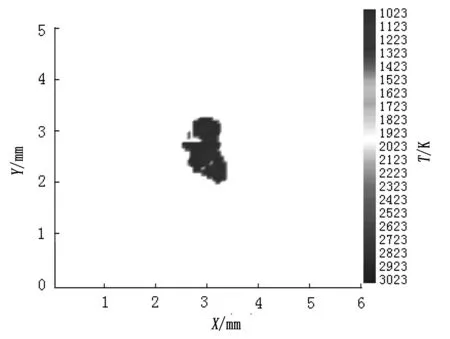
工艺参数P=1.5 kW、Mp=0.786 g/s时,变换不同扫描速度得到了激光熔池热辐射图像,如图7所示。可以看出:试件移动速度越快,熔池热辐射图像尺寸越小。图8为激光熔池温度场分布图像,由图8可见:到0.5 s时,熔池基本达到了稳定状态,熔池平均温度基本在1 800 K左右,熔池尺寸约1.5×2 mm2。表明在送粉量、激光功率和加工速度不变的情况下,熔池温度分布比较稳定,熔池尺寸也稳定在1.5×2 mm2左右。激光熔池温度场分布图像也反映了激光模式分布的信息,试验所用的激光并非圆形,而是近似圆形;激光光斑内功率分布也不均匀,中心功率密度高。因此,激光熔池温度分布呈现不均匀状态。
根据熔池形成过程及实时热辐射图像,调整激光加工速度和激光功率等参数,使能量输入和热传导过程平衡,保证激光熔池平均温度稳定和熔池尺寸稳定,这样可有效提高激光加工质量。熔池达到稳定状态需要一定的时间,根据到达稳定状态时间及加工速度,可计算出提前加工量。稳定状态时,熔池尺寸存在一定的波动,但波动量不是很大,在选取多道搭接量时,必须考虑熔池尺寸波动量。
2.4Mp及v对熔覆层形貌影响
选定激光功率P=1.5 kW时,测定扫描速度v和送粉量Mp的不同取值范围对熔覆层截面尺寸的影响(试验结果见表1)。试验中没有其他辅助散热装置。试验表明:在P和v变化不大时,激光熔覆表面宏观形貌与送粉量关系密切;在其他条件相同的情况下,随v的增大,熔覆层宽度有所变化(有变小的趋势),而熔覆层厚度增加不明显。基本符合熔池热辐射图像尺寸随v的增大逐渐变小的试验结果。

(a)1.2 mm/s

(b)2.0 mm/s

(c)3.2 mm/s

(d)4.8 mm/s
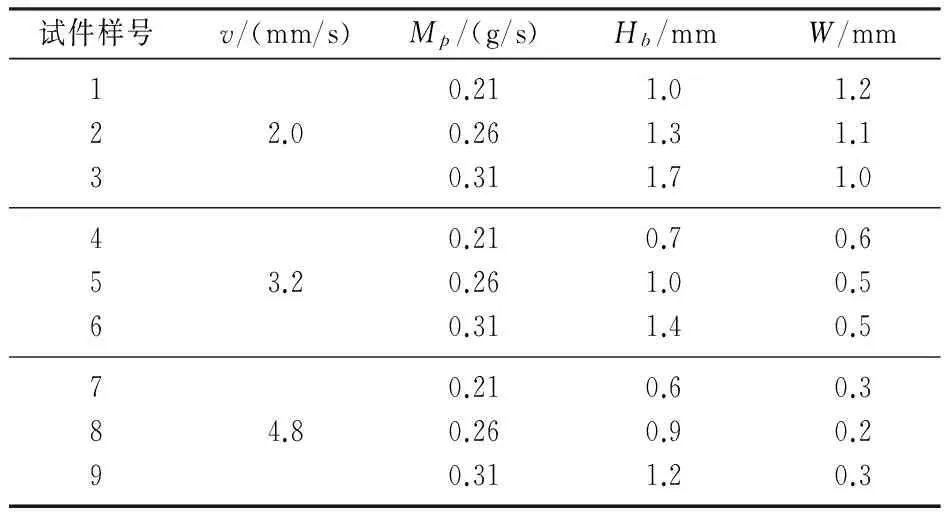
试件样号v/(mm/s)Mp/(g/s)Hb/mmW/mm1232.00.210.260.311.01.31.71.21.11.04563.20.210.260.310.71.01.40.60.50.57894.80.210.260.310.60.91.20.30.20.3
(a)0.1 s
(b)0.2 s
(c)0.5 s
(d)1.2 s
3 试验结果与注意事项
在P和v变化不大时,激光熔覆表面宏观形貌与送粉量关系密切;在其他条件相同的情况下,调节送粉量和加工件的移动速度,可以实现熔覆层高度可控及表面平整度提高。保持激光熔池的温度和尺寸的稳定,使能量输入和热传导过程平衡,可以有效提高熔覆层质量。这些控制参数往往还受到加工现场环境(激光设备、人员素质等)、传统经验和习惯的影响。
运用激光熔覆技术,表面预处理非常重要。为确保熔覆层厚度0.5~0.9 mm及其均匀性,在处理前要先用PT(渗透探伤)全面查找泄漏板片细微的孔洞或裂纹;作好标记,然后用丙酮将缺陷部位清洗洁净后再施工;施工完成后,还要将熔覆后的部位打磨圆滑,尤其是板片的密封部位,要与母材过渡平整,否则密封不严;打磨后的部位仍要进行PT检查,直到合格。
4 应用效果
唐山三友成品碱板式换热器是离子膜法烧碱换热的主要设备之一,其换热效率高,主要换热板片材质为镍合金,属贵重有色金属,使用10年后出现了腐蚀孔洞或点蚀。调研未发现常规可行的修复工艺。唐山三友采用激光熔覆技术修复了薄镍合金板片,经过PT检验未发现渗漏。采用该技术修复腐蚀的镍板在氯碱行业为首次使用,可节约30万元的维修费用。图9为激光修复后镍板。
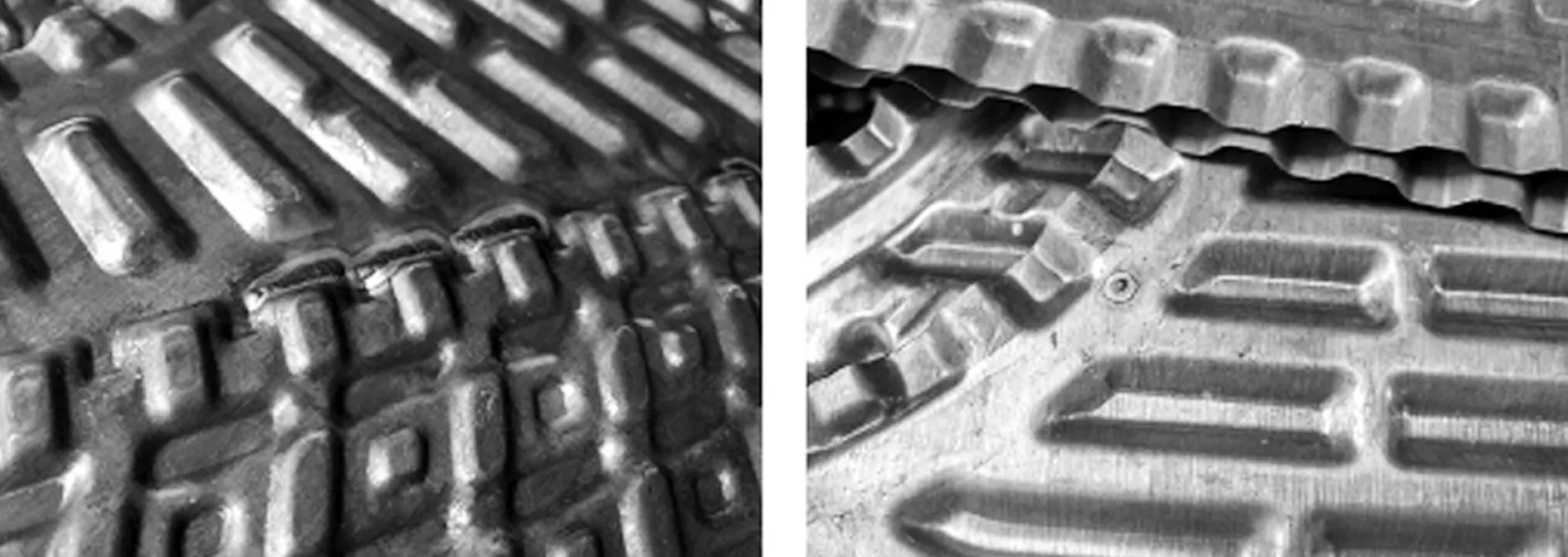
图9 激光熔覆修复后的镍板
5 结语
唐山三友其他板换的材料还有哈氏合金、钛、不锈钢等,通过对镍合金板片的修复,对上述材料的板片的修复也开阔了思路,下一步可以继续探索。
[1] 李会山,杨洗陈,等. 激光再制造过程熔池温度场的数值模拟[J].天津工业大学学报, 2003,22(5):9-12.
[2] 黄开金,周金鑫,谢长生. 裂纹修复与激光技术[J]. 金属热处理,2002,27(3):1-4.
[3] Li Huishan, Yang Xichen, Lei Jianbo, et al. A numerical simulation of movement powder flow and development of the carrier-gas powder feeder for laser repairing. Lasers in Material Processing and Manufacturing II[C], Proceedings of SPIE(2005), 2005:557-564.
[4] Dai K, Shaw L. Thermal and mechanical finite element modeling of laser forming from metal and ceramic powders[J].Acta Materialia, 2004, 52(1): 69-80.
[5] 杨洗陈,张海明,刘立峰.激光再制造机器人光电视觉技术进展[J].中国激光,2011(6):1-5.
[编辑:董红果]
Process for repairing pure nickel plate by laser cladding technology
YANGYujun,QINDelun
(Tangshan Sanyou Chlor-Alkali Co., Ltd., Tangshan 063305, China)
laser cladding; heat exchanger; nickel plate; corrosion; repair
In order to study the technique of repairing holes in pure nickel plates by laser cladding, a simplified physical model for influence parameters in the laser cladding process was established, and the relation between the change of parameters and the size of cladding layer was also measured. The results showed that the morphology of laser cladding was related to the amount of powder, and the width and the height of the cladding layer were closely related to the moving speed of the laser beam. When the laser power was 1.5 kW and the spot diameter was 4 mm, the laser cladding technology could repair corroded pure nickel plate through adjusting the powder feeding rate (0.75-1.75 g/s) and the laser beam moving speed (1-5 mm/s), meeting the requirements of industrial application.
2017-02-10,秦德轮
TQ114.15
A
1008-133X(2017)06-0041-05
*[作者简介] 杨玉军(1978—),男,工程师,2002年毕业于天津科技大学,现于唐山三友氯碱有限责任公司设备部从事技术工作。
猜你喜欢
上海金属(2022年3期)2022-06-01
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
东北大学学报(自然科学版)(2020年10期)2020-10-19
热喷涂技术(2019年3期)2019-11-14
物理学报(2019年4期)2019-03-16
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
医学研究杂志(2015年5期)2015-06-10
人生十六七(2015年5期)2015-02-28
中国科技纵横(2014年7期)2014-12-07
