
减振板6-φ11孔专用夹具设计
2017-08-16 14:51董淑婧
制造业自动化 2017年6期
程 瑞,董淑婧
(大连科技学院 机械工程学院,116052)
减振板6-φ11孔专用夹具设计
程 瑞,董淑婧
(大连科技学院 机械工程学院,116052)
为了实现减振板一次装夹完成6个孔的加工,设计了一套液压专用自动夹具。针对减振板的形状特点,采用完全定位方案,设计了液压夹紧机构,计算了切削力和夹紧力,选用了液压油缸。实践证明:该夹具结构简单,操作方便,保证了加工质量,提高了加工效率。
夹具;切削力;液压
1 零件加工工艺性分析
减振板材料为45号钢,硬度为σb=52(kg/mm2),需要加工减振孔6-φ11孔,并保证孔之间角度尺寸为20°±0.1°,零件如图1所示。依据该零件的形状及加工特点,加工时除了要满足粗糙度要求外,还应满足孔与孔之间位置度的要求(角度为20°),夹具设计要保证技术要求的同时还应考虑提高劳动生产率和较低劳动强度等条件。
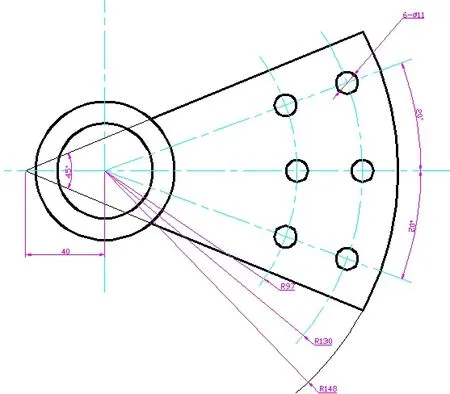
图1 减振板

图2 减振板加工工序图
2 专用夹具设计
2.1 定位
根据该零件特点,采用一面两销来进行定位,工件的六个自由度完全被限制:如图2所示,A、B面为定位面,此面限制了三个自由度,即X方向的转动自由度,Y方向的转动自由度和Z方向的移动自由度。与φ48H8配合的为圆柱销,此圆柱销限制了两个自由度,即X方向的移动自由度和Y方向的移动自由度。与φ25H8配合的为削边销(即菱形销),此削边销限制了一个自由度,即Z方向的转动自由度。这些定位元件与工件的定位基准相接触,用于确定工件在夹具中的正确位置。
2.2 夹紧
夹紧力的方向应使工件夹紧后的变形小,减振板减振孔钻削工序的夹紧方向为与重力、切削力方向相一致,在钻削时,所产生的轴向切削力F及工件重力G的方向,都是垂直于主要定位面,它们在工件与定位面间所产生的摩擦力可以抵消一部分钻削时产生的扭矩,因而可减少实际施加于工件的夹紧力。力的作用点的位置应能保持工件的正确定位而不发生位移或偏转。为此,作用点的位置应靠近支撑面的几何中心,使夹紧力均匀分布在接触面上。本工序中,将夹紧力作用点施加在零件的φ48圆孔上,且使其均匀分布在支承座上。由一圆形压头直接接触φ48上圆柱孔上,为了避免压头任意角度倾斜,而未与工件完全接触,破坏孔的加工准确性,因此,在压头上面放置球面垫圈与锥面垫圈的配合装置,以此来解决这一问题,从而使得压头在夹紧工件时可以更好的与工件完全接触,以便得到符合要求的减振孔。
2.3 切削力及夹紧力计算
本工序为钻削,加工直径为11mm,选取σb=52(kg/mm2) ,S转=0.10(mm/转)。
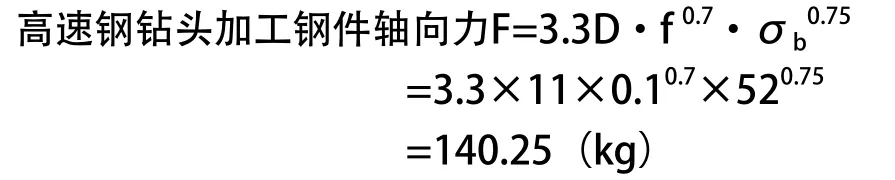
其中:D为钻头直径(mm);
f为每转进给量(mm/r);
σb为零件抗拉硬度(kg/mm2)。
因为本道工序加工时夹紧力方向与切削力方向一致,因此夹紧力的大小取得不小于轴向力的0.5倍即可:
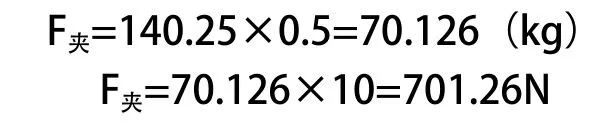
由于本道工序为同时加工6个孔,且采用一个油缸夹紧。
因此:

根据切削力大小和切削状态,计算并确定油缸尺寸(D/d)及外形安装,由于油缸夹紧工作压力P=2~3MPa,取P=2.5MPa。

取D=63mm,d=45mm。
因此选择FA型油缸共通活塞杆B型,数量为一个。为达到夹紧目的,选取油缸行程为80mm。
2.4 夹具工作原理
工件以A、B底面作为定位基面,定位件为在支撑座上的定位圆柱销31和削边销(即菱形销19),以此来控制六个自由度,进行完全定位,来满足加工要求。
在定位结束后,开始夹紧。夹紧装置时采用油缸对工件进行夹紧,减少了手动夹紧的繁琐且可以减少工人劳动强度并能提高劳动效率。当油缸上油口进油时,则活塞杆向下移动,拉杆在导向套的作用下转动带动钩型压板旋转至零件上方,在导向套为直线的过程中,压板向下运动直至夹紧工件。然后开始加工工件,在工件加工孔的上方配有合适的导向装置(即钻模板、导向套、衬套),用5个M16×45的螺栓与夹具体进行固定,在固定时应保证钻模板处于合适的位置,因此选用2个A8×45的圆锥销进行定位。工件加工完毕后,松开工件则为油缸下油口进油,活塞杆向上移动,压板在导向套为直线时,通过拉杆的作用向上运动松开工件,之后在导向套的作用下转动带动钩型压板旋转至远离工件。

图3 夹具图
3 结论
主要针对减振板零件特点,设计了一套专用机床的液压自动夹具。定位方案采用完全定位方案,夹具机构为液压夹紧机构:该夹具保证加工精度和满足大批量生产的同时,降低了工人的劳动强度,提高了生产的效率和经济效益,有很高的实用价值。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2] 徐鸿本.机床夹具设计手册[M].辽宁:辽宁科学技术出版社,2004.
[3] 艾兴,肖诗纲.切屑用量简明手册[M].机械工业出版社.
[4] 陈明.机械制造工艺学[M].北京:机械工业出版社,2005.
[5] 王小华.机床夹具图册[M].北京:机械工业出版社,1992.
[6] 陈明.机械制造工艺学[M].北京:机械工业出版社,2008.
[7] 董志勇.图形设计AUTOCAD 2005[M].北京:电子工业出版社,2005.
[8] 徐鸿本.机床夹具设计手册[M].沈阳:辽宁科学技术出版社,2004.
[9] 吴宗泽.机械零件设计手册[M].北京:机械工业出版社,2004.
[10] 兰建设.机械制造工艺与夹具[M].北京:机械工业出版社,2004.7.
Design of vibration plate hole 6 - φ11 special fxture
CHENG Rui, DONG Shu-jing
TH16
:B
1009-0134(2017)06-0099-02
2017-02-22
程瑞(1979 -),男,辽宁海城人,讲师,硕士研究生,研究方向为数控机床及装备的研发设计。
猜你喜欢
宝钢技术(2022年4期)2022-12-23
制造业自动化(2022年3期)2022-06-27
大连交通大学学报(2022年1期)2022-02-19
兰州理工大学学报(2021年6期)2022-01-04
科学与财富(2021年35期)2021-05-10
装备制造技术(2020年2期)2020-12-14
自动化仪表(2020年9期)2020-11-12
东北大学学报(自然科学版)(2020年10期)2020-10-19
中国新技术新产品(2016年21期)2016-12-08
船海工程(2016年4期)2016-08-24
