工厂实用安全液位报警系统的制作
2017-08-30 00:17西安航空职业技术学院电子工程学院谭婕娟
电子世界 2017年15期
西安航空职业技术学院电子工程学院 谭婕娟
工厂实用安全液位报警系统的制作
西安航空职业技术学院电子工程学院 谭婕娟
本文结合工业液体现场排放存在问题的实际情况,使用液位浮子传感器设计了一款实效性很强的液位光电报警设备,在实际使用中,减少了人力,减少了事故,符合工厂安全生产要求,在工厂中得到了普遍适用。
浮子传感器;光电报警;继电器
1 引出问题
公司从国外购买了二手设备,承担着进行有机溶剂清洗的工艺流程。在生产过程中经过了多次改造,但仍存在一个问题:机台的主要操作方式仍为“手动操作”。 这个“手动操作”包括手动加液、手动作业及手动排液,产生的废液为现场废液桶收集方式。
该机台使用的有机化学液有EKC及IPA两种,其中IPA的闪点只有12℃度属于易然液体,EKC得燃点为110℃,当IPA出现燃烧时极易点燃EKC,在机器内部设计装有温度检测报警系统,可以预防生产时机台发生的火灾,同时机台采用的排液方式为“助力排液”,既依靠泵将槽内的废液打到排液管路,然后依靠重力排向下夹层的废液收集柜的废液桶中,废液收集柜安装有防火设置和特种气体报警装置,然而废液收集桶只能安装有防漏盘及漏液传感器。考虑如有漏液产生异味引起特种气体腐蚀剧毒类气体报警,造成现场工作人员撤离、生产线停产,所以排液时均需要安排专人值守,防止漏液引发误报。
2 分析问题
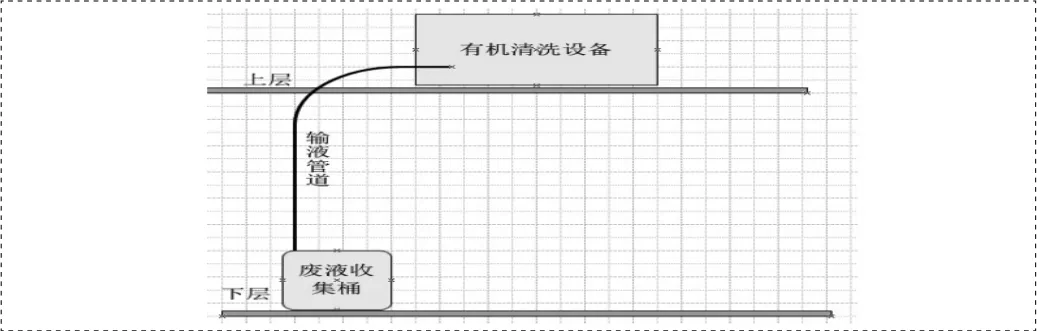
图1 现场工作图
由于排放废液方式为“手动操作”,完全由上下2层操作人员口头来回通知。上层操作人员通知下层操作人员需要排液,下层操作人员检查有机废液收集桶状况,预估可收集废液量,同时告知上层操作人员排多少液量后必须停止操作,待下层操作人员重新更换废液收集桶后再继续进行排液操作,如图1。
由于是废液收集桶与操作机器台工作现场上下分离,距离较远。生产线工作方式为24小时制,排液操作时上下工人不固定;排液方式不固定,有时整体一次排完,有时边冲洗边排液,造成排液时间不固定(10分钟到2个小时的差异)。如果中间有换班沟通不足或人员有其他原因离开,无人值守,就有可能造成液体过量排放,有机废液溢出的安全隐患。
当不同操作人员预估量与实际量差异大会造成溢出,而上层排液时间长而下层无人职守时就会造成溢出,但通过分析问题产生的原因均是操作人员无法明确排液量多少造成,如可量化排液指标,并及时通知停止排液,就可避免此类安全事故。
3 解决问题
为从根本上解决有机废液桶溢液问题,我们认为在有机废液桶上安装液位传感装置,排液时,当废液桶的液面到达警戒线时会触发上层机台报警器(报警灯闪及蜂鸣),提醒位于上层的操作人员停止排液,就可以防止出现溢液现象。

图2 改进的现场工作图
3.1 报警系统需求分析
排液时,液位到达废液桶警戒线时触发报警,触发报警为必然事件,报警必须准确有效;
触发报警后,上层操作人员停止排液,等待更换新的废液桶,由于废液桶在下层,在进行更换废液桶作业时,不方便与上层操业人员进行沟通确认是否更换完成,所以在整个更换过程中,报警必须持续;
更换废液桶作业完成后才可消除报警;
报警系统简单安全可靠;
液位报警系统材料选择要求符合安全要求。
3.2 报警器设计分析
当废液桶液满报警信号产生后,下层操作人员更换废液桶。在这一步中,操作人员更换废液桶时,需要将传感器从废液桶中移开,将使控制端信号消失,输出端断开后使报警灯失效。而此时处于上层的工作人员不能知晓下层废液桶的更换工作是否完成,很可能由于交接或其他问题导致在没有放置废液桶的情况下发生误排事故,为了彻底杜绝上述问题的出现,最有效的方法就是在更换废液桶直至完成必须保持报警灯亮态。
为解决这一问题,对报警系统的电路进行逆推。报警灯保持亮态,就需要输出端回路一直保持导通状态,实现这一状况的方法有两个:1、控制端回路保持导通状态,这样可以使输出端导通;2、只使输出端回路处于导通状态。第1种思路简单,但可行性较差,因为要使输出回路导通,就要保持传感器的浮子接触导通,这就使得废液桶更换人员多了一项仍有遗漏风险的工作。而第2种可能如果可以实现,将不存在任何安全死角。但加装状态锁存装置可能会增加系统的复杂性。
如图3的原理框图所示,当液位到达警戒线时,液体的浮力将浮子传感器的浮子浮起,使浮子传感器导通,直流电通过浮子传感器,加在继电器控制端,此时输出端导通,电流通过报警灯,报警灯常亮。当去除浮子传感器后,报警灯应持续报警,直到按下初始化开关后才可取消报警。
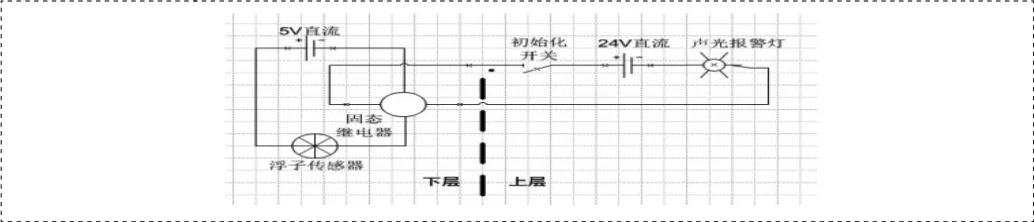
图3 原理框图
3.3 电源、报警灯及连线选择
电源线可选用电阻率较小的铜线,铜线电阻率是0.0185,横截面积1cm2,由于下层废液桶到上层机台距离为30m左右,而驱动继电器的电流至少为1mA,在综合考虑到线路损耗和现场安全问题,加5V直流电为最适宜电压,报警灯由于是在机台外部加装,可选择24V直流电驱动的声光报警器。
3.4 液位传感器选择
通过对单位现有设备化学品容器使用的传感器比对,最终确认选用EBR桶(同样为易燃易爆液体载体)所用浮子传感器,主要因素为:浮子传感器结构原理简单,性能稳定;接触式工作方式,准确度高,电路只需5V弱电即可,不接触液体,安全性能好,外密封加工方便,可适合安装至废液桶中。
4 结果及效益分析
在连续三个多月的监控使用过程中,该报警系统未发生误报漏报现象,准确性很好,从报警器触发到废液桶更换完成,报警信号持续,直至重新按下报警消除开关,报警消除。使用效果完全符合简单、可靠的设计思路,现已在单位生产现场推广使用。
目前工业化生产制造中使用传感器检测替代人工检查已是趋势,为保障生产工作秩序,消除安全隐患,就必须对现有的生产系统进行功能改进,这时灵活的使用工业控制模块添加辅助安全设施。可有效减少人力需要并满足现场安全生产要求。
猜你喜欢
船舶力学(2021年3期)2021-03-29
商品与质量(2019年45期)2019-06-16
中国惯性技术学报(2018年4期)2018-11-08
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
装备制造技术(2018年4期)2018-06-25
民用飞机设计与研究(2016年3期)2016-12-12
浙江大学学报(工学版)(2016年2期)2016-06-05
化工管理(2015年5期)2015-12-22
应用海洋学学报(2014年4期)2014-11-22
湖南文理学院学报(自然科学版)(2014年4期)2014-05-13