
同厂生产卷烟的物理指标差异分析
2014-05-13 11:00吕祥敏李秋潼谭广璐
湖南文理学院学报(自然科学版) 2014年4期
吕祥敏, 李秋潼, 王 鹏, 谭广璐
同厂生产卷烟的物理指标差异分析
吕祥敏, 李秋潼, 王 鹏*, 谭广璐
(重庆烟草工业有限责任公司 技术部, 重庆, 400060)
为了研究同厂不同机台生产的同牌号同规格卷烟的物理指标机台批内、批间和机台间的差异性, 依照国家标准检测了A厂3个机台(A1, A2, A3)生产的X牌号18批卷烟样品的单支质量、吸阻、圆周、硬度及长度等物理指标. 对检测结果的统计分析表明: A1机台生产卷烟批内吸阻有显著性差异, 而批间所考察的物理指标都无显著性差异; A2机台卷烟批内所考察物理指标都无显著性差异, 而批间长度有显著性差异; A3机台卷烟批内所考察物理指标都无显著性差异, 批间长度有显著性差异; 3个机台间所考察的卷烟物理指标没有显著性差异.
卷烟; 物理指标; 差异分析
国内外烟草市场的竞争日趋激烈和残酷, 只有提高卷烟产品的整体质量水平及稳定性, 才能使企业在激烈的市场竞争中获得一席之地. 给消费者提供质量稳定的卷烟产品, 要求共享品牌多点生产均质化. 所谓“均质化”, 简单地说, 就是同一批次、不同批次产品质量一致, 不同生产点生产出的同规格产品品质一致.
卷烟的单支质量、吸阻、圆周、硬度及长度等物理指标可在一定程度上反映出卷烟的质量, 因此,本文针对同厂不同机台生产的同牌号规格卷烟的物理指标进行了差异性分析, 旨在为提高卷烟质量及稳定性提供参考.
1 材料与方法
1.1 材料
X牌号卷烟, 由A卷烟厂的A1、A2、A3机台生产, 其中每个机台取样6批: 第1批取样7次, 用于该机台卷烟批内差异性分析. 第2至第5批取样3次, 用于该机台批间稳定性及机台间差异性分析. 其中, 每次取样做3次平行测定.
1.2 方法
卷烟的长度、圆周、单支质量、吸阻、硬度等物理指标分别采用国家标准GB/T22838.6-2009《卷烟和滤棒物理性能的测定》[1]中的第2部分: 长度光电法、第3部分: 圆周激光法、第4部分: 卷烟质量、第5部分: 卷烟吸阻和滤棒压降及第6部分: 硬度检测方法进行检测. 全部实验数据采用SPSS15.0统计软件[2—5]进行处理和统计分析.
2 结果与分析
2.1 A厂内不同机台生产的X牌号卷烟物理指标的总体情况
A1、A2、A3三个机台各批及批内卷烟物理指标(每个指标66个均值)的描述统计结果见表1. 由表1可见, A厂各机台生产卷烟的物理和烟气指标变异系数都很小, 比较稳定. 其中, 单支质量、硬度、长度的峰度为负数, 说明其数据分布为扁平峰, 数据较为分散, 而吸阻、圆周的峰度为正数, 说明其数据分布为尖顶峰, 数据较为集中; 从偏度来看, 硬度、吸阻为正数, 说明数据右偏分布, 而单支质量、圆周、长度为负数, 说明数据左偏分布.

表1 A厂X牌号卷烟物理和烟气指标
2.2 A厂内不同机台生产的X牌号卷烟物理指标的差异性分析
2.2.1 A1机台批内和批间差异性分析
A1机台批内差异. 对A1机台第1批取样的物理和烟气指标检测结果, 按指标分别进行方差分析分, 研究A1批内物理指标的稳定性, 分析结果见表2. 由表2可以看到所考察的物理指标单支质量、圆周、硬度、长度方差分析值皆大于0.05, 说明此4项指标批内无显著性差异(显著水平0.05, 下同), 稳定性较好, 而吸阻方差分析值小于0.05, 批内有显著性差异.
表2 A1机台批内物理和烟气指标方差分析结果
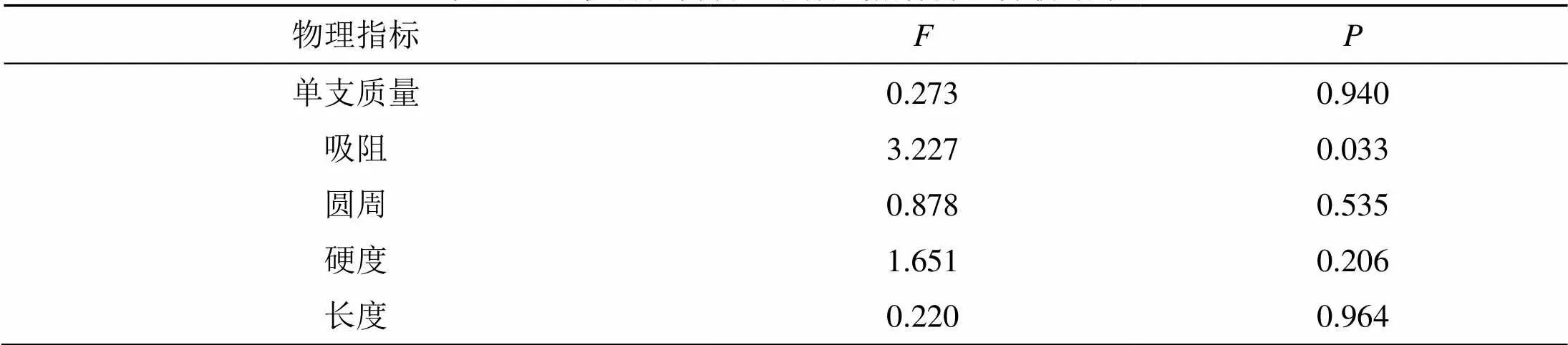
物理指标FP 单支质量0.2730.940 吸阻3.2270.033 圆周0.8780.535 硬度1.6510.206 长度0.2200.964
表3 A1机台批内吸阻多重比较分析结果
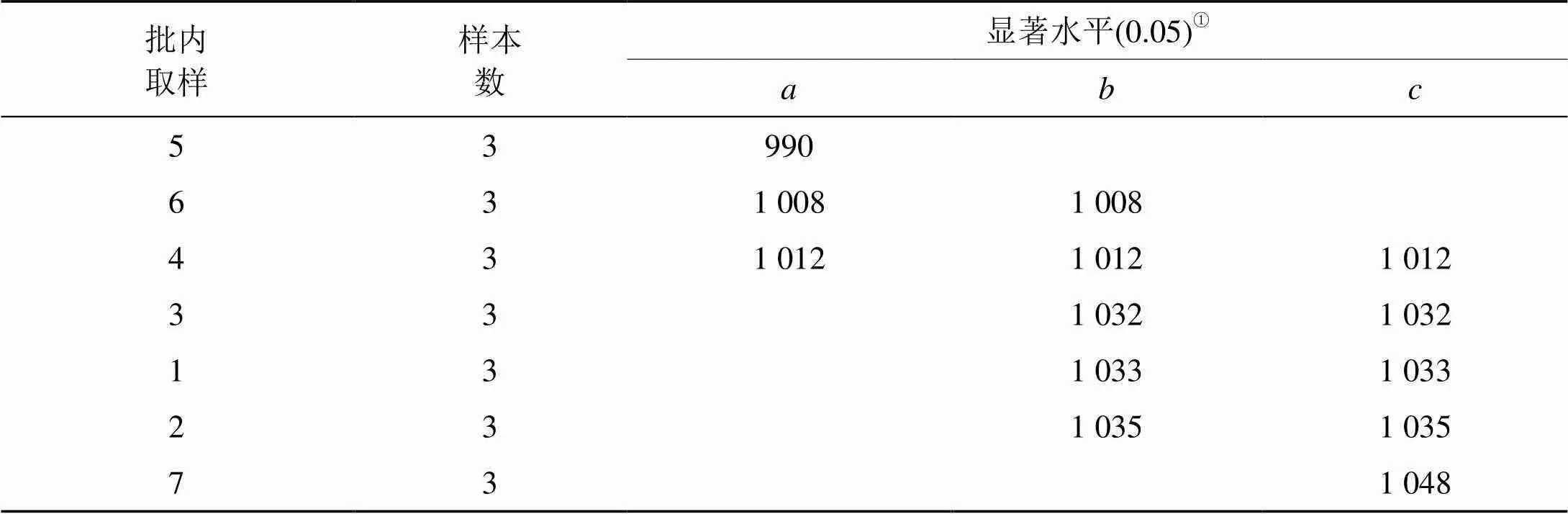
批内取样样本数显著水平(0.05)① abc 53990 631 0081 008 431 0121 0121 012 331 0321 032 131 0331 033 231 0351 035 731 048
注: ①该列中数字、、表示样本多重比较结果被分成了3个组别, 同列中的样本无显著性差异, 而不同列中的样本有显著性差异. (下同)
单独对第1批样品的吸阻再进行多重比较分析, 结果见表3. 从表3可以看出第5次取样样品的吸阻与第1、2、3、7次样品有显著性差异, 与第4、6次无显著性差异; 第6次与第7次有显著性差异, 与其它5次无显著性差异; 第1、2、3、4次和第6次之间都无显著性差异.

表4 A1机台批间物理和烟气指标方差分析结果
按值大小对物理指标的稳定性进行排序为: 长度®单支质量®圆周®硬度®吸阻, 说明A1机台批内卷烟长度的稳定性最好, 而吸阻稳定性最差.
A1机台批间差异. 对A1机台第2至第6批取样物理指标的检测结果, 按指标分别进行方差分析, 讨论A1批间指标的稳定性, 分析结果见表4. 由表4可以看到所考察的物理指标的方差分析值皆大于0.05, 说明A1机台生产的卷烟物理指标批间无显著性差异, 稳定性较好.
按值大小对物理指标的稳定性进行排序为: 单支质量®吸阻®硬度®长度®圆周, 说明A1机台批间卷烟单支质量的稳定性最好, 而圆周稳定性最差.
2.2.2 A2机台批内和批间差异性分析
A2机台批内差异. 对A2机台第1批取样物理指标的检测结果, 进行方差分析, 讨论A2批内各指标的稳定性, 结果见表5. 由表5可以看到所考察的物理指标方差分析值皆大于0.05, 说明批内物理指标无显著性差异, 稳定性较好.
按值大小对物理指标的稳定性进行排序为: 圆周®长度®吸阻®硬度®单支质量, 说明A2机台批内卷烟圆周的稳定性最好, 而单支质量稳定性最差.
A2机台批间差异. 对A2机台第2至第6批取样物理指标的检测结果, 按指标分别进行方差分析, 研究A2批间指标的稳定性, 分析结果见表6. 由表6可以看到物理指标单支质量、吸阻、圆周、硬度的方差分析值皆大于0.05, 说明A2机台生产的卷烟该4项指标批间无显著性差异, 而长度的值小于0.05, 其在批内有显著性差异.
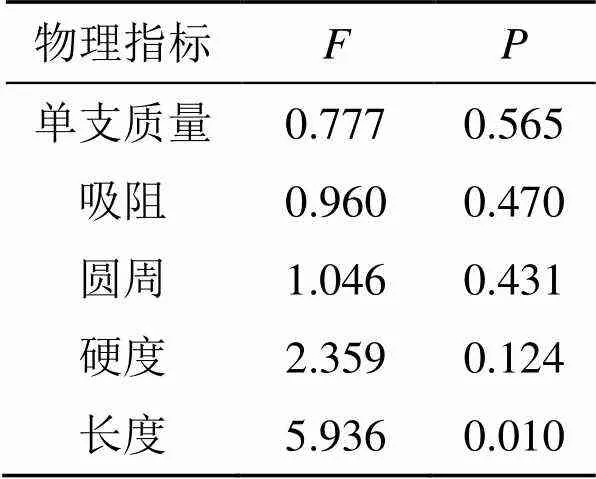
表6 A2机台批间物理和烟气指标方差分析结果
单独对第2至第6批样品的长度再进行多重比较分析, 结果见表7. 从表7可以看出第6批样品的长度与第2、3批样品有显著性差异, 与第4、5批间没有显著性差异; 第4、5批与第2批有显著性差异, 与第3、6批没有显著性差异; 第2与第3批之间没有显著性差异.
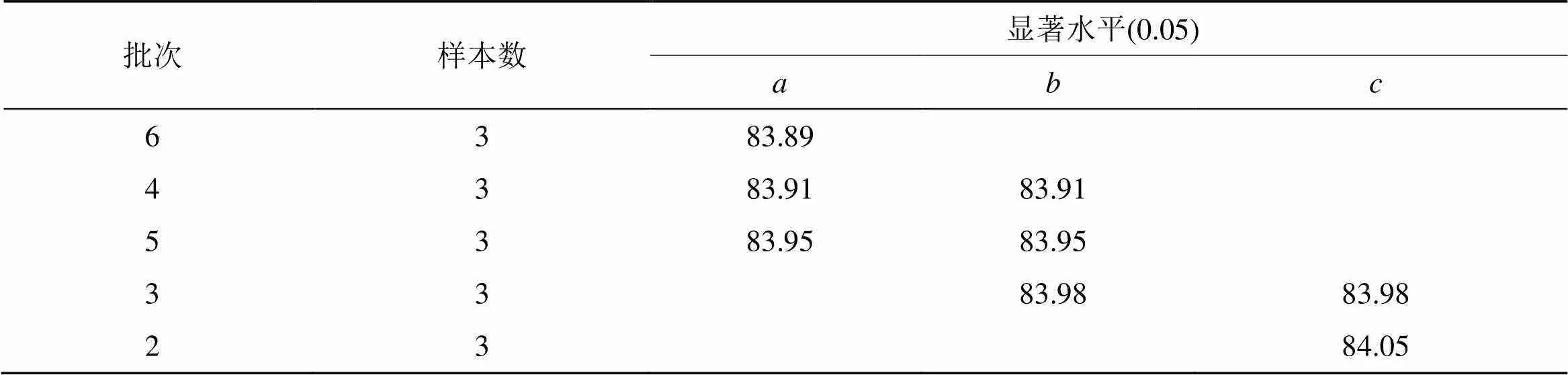
表7 A1机台批间长度多重比较分析结果
按值大小对物理指标的稳定性进行排序为: 单支质量®吸阻®圆周®硬度®长度, 说明A2机台批间卷烟单支质量的稳定性最好, 而长度稳定性最差.
2.2.3 A3机台批内和批间差异性分析
A3机台批内差异. 对A3机台第1批取样物理指标的检测结果, 进行方差分析, 讨论A3批内指标的稳定性, 结果见表8. 由表8可以看到所考察的物理指标方差分析值皆大于0.05, 说明批内物理指标无显著性差异, 稳定性较好.
按值大小对物理指标的稳定性进行排序为: 吸阻®长度®硬度®单支质量®圆周, 说明A3机台批内卷烟吸阻的稳定性最好, 而圆周稳定性最差.
A3机台批间差异. 对A3机台第2至第6批取样物理指标的检测结果, 按指标分别进行方差分析, 研究A3批间各指标的稳定性, 分析结果见表9. 由表9可以看到物理指标单支质量、吸阻、圆周、硬度的方差分析值皆大于0.05, 说明A2机台生产的卷烟该4项指标批间无显著性差异, 而长度的值小于0.05, 其在批间有显著性差异.

表8 A3机台批内物理和烟气指标方差分析结果
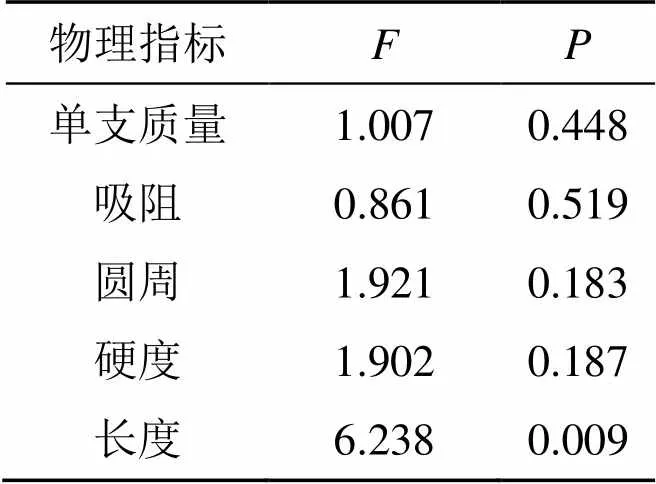
表9 A3机台批间物理指标方差分析结果
单独对第2至第6批样品的长度再进行多重比较分析, 结果见表10. 从表10可以看出第2批样品的长度与其他批次样品都有显著性差异, 而第3、4、5、6批之间没有显著差异.

表10 A3机台批间长度多重比较分析结果
按值大小对物理指标的稳定性进行排序为: 吸阻®单支质量®圆周®硬度®长度, 说明A3机台批间卷烟吸阻的稳定性最好, 而长度稳定性最差.
2.2.4 A厂生产的X牌号卷烟在3个机台间的稳定性分析
对A1、A2、A3机台第2至第6批取样物理指标的检测结果, 按指标分别进行方差分析, 分析3个机台生产的X牌号产品指标机台间的稳定性, 分析结果见表11. 由表11可以看到所考察的物理指标方差分析值皆大于0.05, 说明机台间无显著性差异, 稳定性较好.

表11 A厂机台间物理和烟气指标方差分析表
3 结论
通过分别对A厂3个机台生产的X牌号卷烟的机台批内、批间与机台间物理指标的稳定性分析, 得到如下结论: ① 对于A1机台, 批内吸阻有显著性差异, 其他物理指标没有显著性差异, 批间单支质量、吸阻、圆周、硬度、长度等卷烟物理指标没有显著性差异, 比较稳定. ② 对于A2机台, 批内没有显著性差异, 比较稳定; 批间单支质量、吸阻、圆周、硬度等指标没有显著性差异, 比较稳定, 但长度指标在批间已经出现显著性差异. ③ 对于A3机台, 批内没有显著性差异, 比较稳定; 批间单支质量、吸阻、圆周、硬度等指标没有显著性差异, 比较稳定, 但长度指标在批间已经出现显著性差异. ④A厂A1、A2、A3机台间, 所考查的物理指标在机台间没有显著性差异.
[1] GB/T22838.2-2009 卷烟和滤棒物理性能的测定[S].
[2] 张红兵, 贾来喜, 李潞. SPSS宝典[M]. 北京: 电子工业出版社, 2007: 129—136.
[3] 余建英, 何旭宏. 数据统计分析与SPSS应用[M]. 北京: 人民邮电出版社, 2003: 142—145.
[4] 宇传华. SPSS与统计分析[M]. 北京: 电子工业出版社, 2007: 112—114.
[5] 贾俊平, 何晓群, 金勇进. 统计学[M]. 3版. 北京: 中国人民大学出版社, 2007: 201—215.
The variation analysis of physical characteristics of cigarette in the same factory production
LV XiangMin, LI QiuTong, WANG Peng, TAN GuangLu
(Chongqing Tobacoo Industrial Co. Ltd, Chongqing 400060, China)
In order to study the difference of different machine factory production of the same grade with the same specifications of cigarette machine, physical indexes of intra and inter between machines, in accordance with the national standard detection A factory production of X cigarette 3 machine 18 batch of cigarette sample single quality, physical index, circumference, suction resistance hardness and length, and the testing results were analyzed. The results showed that: (1) in A1 group of draw resistance significantly, but had no significant differences between the physical index number. (2) in the A2 machine group had no significant difference between physical indexes, and there was significant difference between the length of. (3) in the A3 machine group had no significant differences between the physical indexes, batch length difference. (4) there was no significant difference in the physical index of 3 between machines.
cigarette; physical characteristics; variation analysis
10.3969/j.issn.1672-6146.2014.04.022
TS 47
1672-6146(2014)04-0085-04
email:wpglj@163.com;
email: 36345330@qq.com.
2014-05-04
(责任编校: 江 河)
猜你喜欢
中国设备工程(2019年20期)2019-11-11
商品与质量(2019年45期)2019-06-16
中国医疗器械信息(2018年23期)2019-01-14
大医生(2017年9期)2017-03-22
工程技术研究(2016年11期)2016-12-15
橡胶工业(2016年5期)2016-02-24
中国煤层气(2015年6期)2015-08-22
女友·家园(2015年5期)2015-06-01
河南医学研究(2014年3期)2014-02-27
中国医药指南(2012年15期)2012-01-30
