
核电站不锈钢贮罐焊接变形控制
2017-09-10 08:51贾连斌
环球市场 2017年7期
贾连斌
摘要:不锈钢换料水箱由于材料的焊接特性和换料水箱结构特点等因素,导致换料水箱焊接过程中焊接变形不容易控制。因此,必须严格控制焊接过程的每个环节,如板材的预制加工、组对焊接等,严格执行焊接工艺参数及焊接顺序。按照提出的焊接变形控制方法。
关键词:核电站;不锈钢贮罐;焊接
1 换料水箱简介
1.1 换料水箱功能
换料水箱在核电厂的功能是在停堆换料时向反应堆换料水池中充水。在反应堆装置出现失水事故的意外情况下,换料水箱为安全喷淋系统(EAS)和安全注入系统(RIS)提供所需的含硼水。
1.2 换料水箱设计要求
换料水箱的核安全等级为2级,质保等级为QA1,清洁度等级为 A1 级的核安全设备,主体材料为00Cr19Ni10(304L),焊接材料为E308L,有效容积1600 m3,设计压力为常压。
1.3 换料水箱组成
该水箱为圆筒立式贮罐,由一个球冠形封头(上封头)、一个由7 段不同壁厚壁板焊制成的圆柱形筒体、一个平封头(下封头)、检修平台和梯子组场拼装采用倒装法。通过带紧线路的水平拉杆,将均布设立在贮罐筒壁内侧的数根起吊立柱和罐体中心的平衡柱点焊固定在壁板上,并与下口的胀圈、组合叉钩及手拉葫芦等连接在一起以形成吊装能力。
2 产生焊接变形的原因
焊接过程中,焊缝及其附近的温度很高,而远处金属随距离增加,热量传导递减,导致构件上温度分布不均匀,使得不等量膨胀,冷却后,构件就产生了不同程度的收缩和纵向变形以及横向变形,造成了构件形状的改变。贮罐中腹板厚度较薄、面积大、焊缝数量多,如果焊接时焊缝收缩控制不当,易造成底板内部应力分布不均而产生波浪变形,因此采用分散、对称焊接是控制波浪变形的必要手段。
3 焊接变形控制措施
3.1 环形边缘板与底层壁板角焊缝的焊接
贮罐底层壁板厚31mm,该T型焊缝为双面坡口的全焊透焊缝。焊接填充量大,如不加以控制,焊后变形势必很大,因此在罐壁板吊装就位后,需在罐内、外侧交错设置三角形筋板(间距lm左右,直角位置倒角以不妨碍焊接为宜),点焊进行刚性固定,待底板全部焊缝完成,冷却24h后方可去除。
3.2 中腹板的焊接
中幅板焊接时,焊工应均匀分布,由中心向外施焊,先焊短缝后焊长缝。焊接长缝时,应采用由中间往两端分段跳焊方法(前两层或三层必须采用分段跳焊法),相距宜300mm。同时焊长缝还必须采用隔缝跳焊法,以便将底板因焊接引起的整体凹凸变形控制到最小程度,无论长缝还是短缝,施焊到末端时应预留出500~800mm的一段暂不焊接。中腹板内侧500mm预留焊缝应在中腹板搭接长焊缝完成后进行,中腹板外侧800mm预留焊缝应在边缘板与中腹板之间的搭接焊缝焊接前完成。
3.3 环形边缘板的焊接
环形边缘板组焊力一式为加垫板的对接焊,组对点焊时须保证两边缘板与垫板紧密接触,防}卜焊接时出现未熔合等缺陷;在内、外侧靠近板头处分别加引弧板和收弧板,保障端头焊缝质量,待焊接结束冷却后切剂去除。焊接时采用隔缝跳焊法,把奇数(偶数)焊缝预留作为伸缩缝,偶数(奇数)焊缝先焊接。在第一层打底焊缝后,将边缘板对接焊缝与焊接变形相反的力一向垫高160mm左右,施焊力向由外向里分段退焊,在焊接过程中观察变形大小,逐步调整减少垫起高度,以达到最仕效果。
3.4 环形边缘板与中腹板之间搭接焊缝的焊接
环形边缘板与中腹板的连接缝(俗称最终焊缝)焊接前,应先将中腹板外侧800mm预留焊缝焊完,之后将环形边缘板与中腹板之间的夹具松开,再对最终焊缝进行点焊、焊接。施焊时焊工沿圆周方向均匀、对称分布,第一层焊道采用分段同步跳焊,其后沿同一方向采用连续焊。
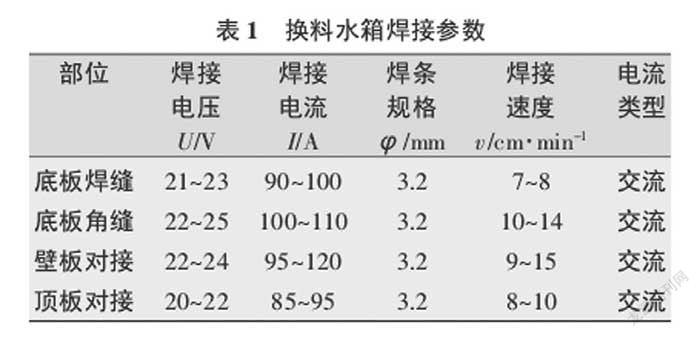
4 焊接工艺参数
焊接热输入是影响变形量的关键因素。在焊接方法确定的情况下,可通过调节焊接参数来控制制热输入,在保证熔透和焊缝无缺陷的前提下,焊接热输入尽可能小。换料水箱底板和顶板焊接工艺参数如表 1 所示。
5 焊接变形的控制原则
(1)采用小电流多层多道焊,快速焊接,层间温度控制在 100 ℃以下,減少敏化温度区间停留时间,避免晶间腐蚀。(2)先焊收缩量较大的焊缝,使焊缝能够自由地收缩。(3)先焊在工作时受力较大的焊缝,使内应力合理分布。(4)先焊短焊缝,后焊中长焊缝,最后焊接长焊缝,使焊缝有较大的横向收缩余地。(5)对于长焊缝,一般采用分段跳焊法;对于环焊缝,焊工對称分布沿同一方向同步焊接。(6)罐壁纵向、环向焊缝采取双面焊接,与介质接触的内侧焊缝最后施焊。(7)底板与第一层壁板角焊缝:先焊内侧角焊缝,再焊外侧角焊缝,打底焊由数名焊工沿周向均布同向施焊。
结束语
核电站大型贮罐质保等级高,焊接质量要求严格,在电站运行期间占有举足轻重的作用,焊接变形虽然容易发生,但通过采取合理的焊接顺序、分段退焊和跳焊法、反变形法等综合措施,有效的控制了焊接变形,保证了核电高标准的焊接质量。
参考文献:
[1]赵凌燕.核电焊接接头裂尖力学特征及环境致裂裂纹扩展速率研究[D].西安科技大学,2014.
猜你喜欢
飞碟探索(2022年2期)2022-05-31
小哥白尼·趣味科学画报(2019年12期)2019-02-28
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
环球时报(2009-12-03)2009-12-03
