
轧制技术在石化筒体锻件制造上的应用
2017-09-12 08:05任秀凤山东伊莱特重工股份有限公司曲在文第一重型机械集团公司水压机锻造厂
锻造与冲压 2017年17期
文/任秀凤·山东伊莱特重工股份有限公司曲在文·第一重型机械集团公司水压机锻造厂
轧制技术在石化筒体锻件制造上的应用
文/任秀凤·山东伊莱特重工股份有限公司曲在文·第一重型机械集团公司水压机锻造厂

任秀凤,副总工兼技术研发中心总经理。负责公司技术革新项目的策划和实施,新产品研发、产品质量提升等工作。主持开发的《杀菌釜用法兰锻件项目》获章丘市科技进步三等奖,带领的《大型精密锻件成形技术与装备》被评为济南市优秀创新团队。获得实用新型专利18项,发明专利2项。
在当今装备制造业高速发展的时代,轧制技术不仅应用在轧制钢板、型材上,而且在轧制大型石化筒体锻件上取得了突飞猛进的进步,采用水压机、油压机锻造的大型石化筒体锻件大有被锻造+轧制的工艺所取代之势。目前这种大型筒体轧制设备在意大利、韩国、中国已经投入量产,并且取得了巨大的经济效益。大型筒体轧制设备主要有立式(图1)和卧式(图2)两种,立式筒体轧制设备轧出的筒体锻件有尺寸精确、表面光洁度好等特点,而卧式筒体轧制设备在筒体锻件吊装上比较方便。无论是立式还是卧式设备轧制的筒体锻件在产品质量、经济效益、生产效率上都比传统锻造的筒体锻件(图3)有了一个质的提高,锻造+轧制的工艺生产筒体锻件必然是未来的发展趋势。下面对轧制筒体锻件和锻造筒体锻件在产品质量、经济效益、生产效率等方面进行对比分析。

图1 立式筒体轧机
锻造方面
以外径φ6000mm、内径φ5320mm、壁厚t=340mm、长度L=2700mm、重量128t的筒体为例。
工艺流程对比

图2 卧式筒体轧机
图3 在压力机上锻造筒体
⑴锻造筒体:切割下料→I火镦粗冲孔→II火芯棒拔长→III火预扩孔、平整端面→IV预扩孔→V扩孔出成品。
⑵锻造+轧制筒体:切割下料→I火镦粗冲孔→II火芯棒拔长→III火预扩孔→IV轧制出成品。
前两火次两种方法完全一样,由于筒体轧机(立式轧机)上、下有两个轧制端面的锥辊,在轧制工作时可以起到平整端面的作用,所以筒体锻件不需要在压力机上去平整端面,这样可以节省半个火次,约1小时的锻造时间。且筒体轧机由于是机械转动,所以较压力机转动速度快、压下量均匀、筒体尺寸易于控制,因此在扩孔出成品时筒体轧机效率非常高,30分钟即可完成成品火次。而压力机锻造筒体需要两个火次才能完成扩孔锻造,特别是筒体最后接近成品尺寸时,锻造时间相对较长,一般有1个小时,而且因为每一锤压下量不同,极易产生椭圆,最后又增加一次校圆工序。
锻造余量
⑴锻造筒体:在粗加工取样图的基础上加锻造余量。粗加工图尺寸(是指筒体锻件在满足粗加工图的基础上去调质热处理,内、外径尺寸是考虑到热处理变形量,而长度则是加上检验试料尺寸)是外径φ6025mm、内径φ5285mm、壁厚t=370mm、长度L=2840mm、粗加工重147t。
筒体锻件尺寸是外径φ6105mm、内径φ5165 mm、壁厚t=470mm、长度L=3040mm。锻件重199t。所需钢锭重:306t,如图4所示。
⑵锻造+轧制筒体:外径φ6060mm、内径φ5250mm、壁厚t=405mm,长度L=2890mm。锻件重:163t。所需钢锭重:250t。
因为轧制筒体锻件(图5)表面光洁度非常好,特别是立式轧制筒体锻件表面几乎没有氧化钢皮,可以直接调质热处理,而不影响锻件的热处理性能,所以轧制筒体锻件在生产流程上可以取消粗加工,轧制筒体锻件可以直接在精加工图上加、减外、内圆余量,长度上由轧机上、下锥辊的控制,只加50mm余量。
图4 压力机锻造的筒体

图5 筒体轧机轧制的筒体
热处理方面
工艺流程对比
⑴锻造筒体:锻后热处理→粗加工→探伤→焊缓冲块→调质热处理→性能检验→半精加工→精加工。
⑵锻造+轧制筒体:锻后热处理→焊缓冲块→调质热处理→性能检验→半精加工→探伤→精加工。
机械性能对比
由于轧制筒体锻件最后一火次是靠轧机轧制而成,相对压力机锻造来讲,单道次压下量小,平均每道次约为3~5mm,业界对轧制筒体的性能有的持怀疑的态度,但实际上筒体锻件在前三火次都是大变形量锻造,在机理上已经完成了铸造组织的打碎、疏松的压实、晶粒的细化,完全实现的锻造纤维组织,可以通过热处理实现筒体锻件的各项理化检验。

表1 21/4Cr-1Mo-1/4V力学性能指标
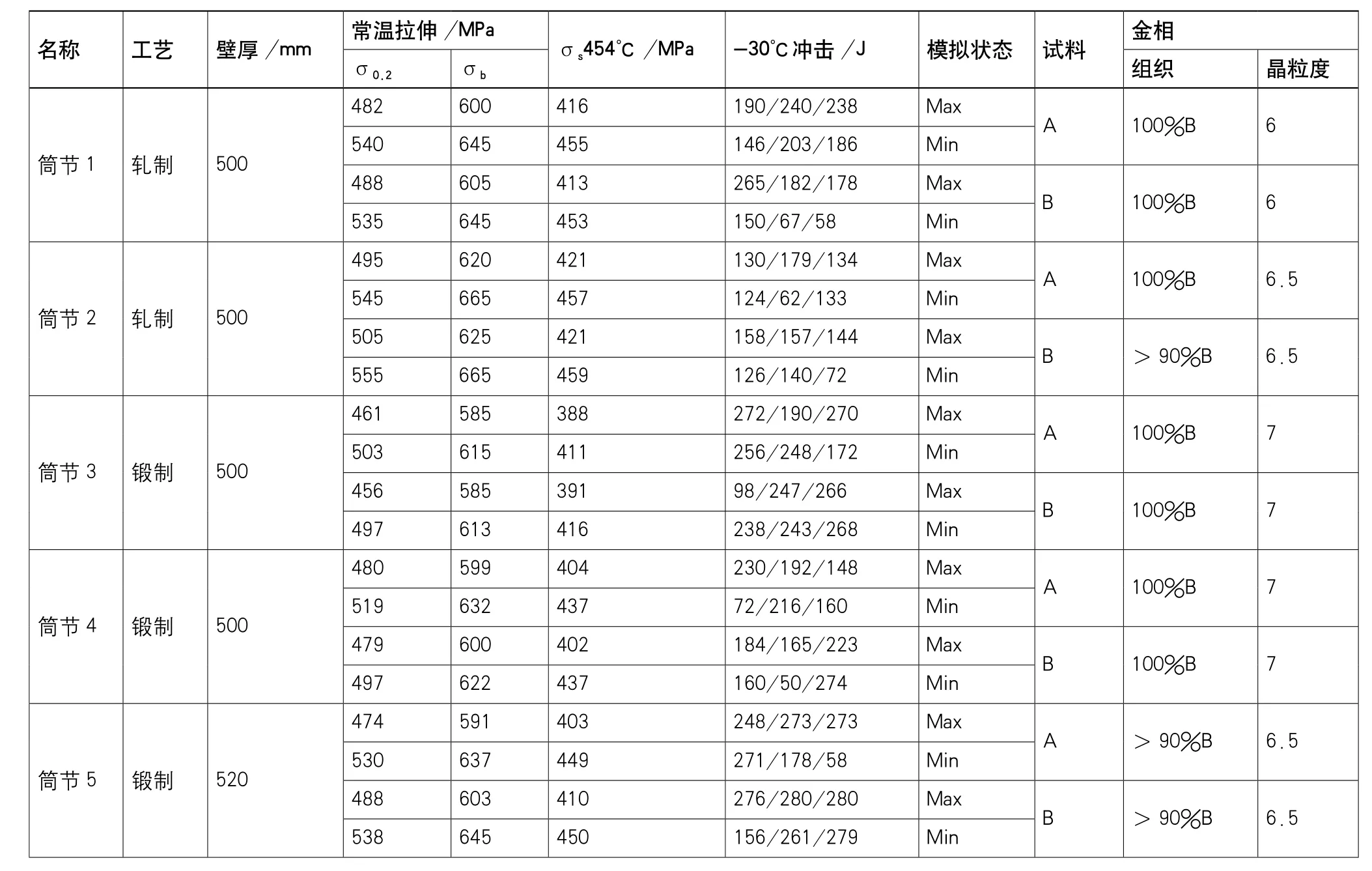
表2 5件筒节力学性能对比分析
以材质21/4Cr-1Mo-1/4V为例,选取同一项目中的5件筒节(2件轧制、3件锻制)进行力学性能对比分析,详见表1,2。
结论
⑴采用锻造+轧制的工艺方案比锻造的筒体节省材料18%。
⑵采用锻造+轧制的工艺方案比锻造的筒体生产周期可缩短10天(主要是加热时间、由于锻造余量的减少所缩短的加工时间、采用毛坯调质所减少的一次粗加工时间及锻件倒运时间)。
⑶采用锻造+轧制的工艺方案比锻造的筒体可节约大量的加热能源(由于钢锭重量减少而缩短加热保温时间)。
⑷采用锻造+轧制的工艺方案完全可满足技术条件的要求,完全可以替代锻造筒体,只是轧制筒节强度高于锻制筒节强度约1~20MPa。轧制筒节冲击平均值略低于锻制筒节冲击平均值,两者冲击值都高于技术指标54J。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
能源工程(2021年1期)2021-04-13
重型机械(2020年3期)2020-08-24
山东冶金(2019年3期)2019-07-10
制造技术与机床(2018年8期)2018-10-09
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
