
6005A-T6铝合金型材双轴肩搅拌摩擦焊接头组织及力学性能
2017-09-14 12:34
焊接 2017年8期
(1.中车株洲电力机车有限公司,湖南 株洲 412000; 2.航天工程装备(苏州)有限公司,江苏 苏州 215100; 3.西南交通大学 材料科学与工程学院,四川 成都 610031; 4.上海航天设备制造总厂,上海 200245)
6005A-T6铝合金型材双轴肩搅拌摩擦焊接头组织及力学性能
侍光磊1张璟瑜1胡丰1潘晓扬2张英波3李康宁3吉华4
(1.中车株洲电力机车有限公司,湖南 株洲 412000; 2.航天工程装备(苏州)有限公司,江苏 苏州 215100; 3.西南交通大学 材料科学与工程学院,四川 成都 610031; 4.上海航天设备制造总厂,上海 200245)
采用双轴肩搅拌摩擦焊接方法对4.5 mm厚6005A-T6铝合金型材在较高焊接速度下进行了对接试验。结果表明,较高的焊接速度下仍可获得外观及性能优良的接头,但易出现隧道型缺陷及裂纹缺陷。在试验参数下,接头性能与WP(焊接速度与搅拌头旋转速度的比值)有密切关系:接头抗拉强度随着WP值的增大基本呈现先增大后减小的趋势,在搅拌头转速为1 400 r/min以及焊接速度为1 400 mm/min时获得强度较高的接头,其抗拉强度为231 MPa,是母材强度的77%。断口扫描结果显示,在试验参数下,接头断裂方式随着WP值的增大由塑性断裂逐渐变为包含沿晶断裂、韧性断裂、解理断裂的混合型断裂。
6005A-T6铝合金双搅拌摩擦焊微观组织
0 序 言
搅拌摩擦焊(Friction Stir Welding,FSW)作为一种固相焊接方法,具有焊接接头成形美观、综合力学性能好、焊接变形小、绿色环保和无需焊材等优点,适用于铝合金、镁合金、钛合金、铜合金等金属材料焊接,因此搅拌摩擦焊在造船、航空、航天及轨道交通等领域获得了广泛的推广和应用[1]。但常规搅拌摩擦焊接过程伴随较大的顶锻力,需要对工件背部进行刚性支撑,这一特点限制了搅拌摩擦焊接工艺方法在一些复杂结构件上的应用[2]。
双轴肩搅拌摩擦焊(Bobbin Tool Friction Stir Welding)是一种新型的搅拌摩擦焊接方式,在双轴肩搅拌头中,由一个共用的搅拌针连接上下两个轴肩,并分别与试件的两个表面接触,下轴肩代替了背部的刚性支撑垫板[3]。这一改进大大降低了焊接过程中的顶锻压力,提高了搅拌摩擦焊的可操作性,同时节省了制造刚性装置的成本。目前双轴肩搅拌摩擦焊技术还处在研究阶段,M.Esmaily[4]通过对比试验发现,双轴肩FSW与普通FSW相比,其峰值温度较高,但对工件热输入较低且冷却速率较快,因此可以得到抗拉强度较高的焊接接头;Wang等人[5]研究了双轴肩搅拌头旋转速度对接头性能的影响,当焊接速度为42 mm/mim,转速为800 r/min时可获得达80%母材强度的AA2198铝合金焊接接头;Zhang等人[6]发现焊接速度对双轴肩搅拌摩擦焊接头的断裂位置有较大影响,当焊接速度较低时,断裂发生在焊核区,而当焊接速度较高时,断裂发生在热影响区;中航工业的董继红等人[7]还开发了一种浮动式双轴肩搅拌摩擦焊设备,该设备降低了搅拌摩擦焊对工件平面度的要求,利用此设备可得到达79%母材强度的6082-T6铝合金焊接接头。
双轴肩搅拌摩擦焊的工艺特点使得其在铝合金型材的焊接方面具有广阔的应用前景,但目前此项技术在该方面的研究还处在初级阶段,所研究的双轴肩FSW焊接速度较低,还未达到工业化应用要求[8-9]。文中以高速列车用6005A-T6铝合金中空型材为研究对象,采用双轴肩搅拌摩擦焊技术,研究高速焊接下接头的组织与性能,这对实现双轴肩搅拌摩擦焊的工业化应用具有一定的参考价值。
1 试验材料与方法
高速列车用6005A-T6(固溶后人工时效)铝合金中空型材化学成分见表1,其抗拉强度为300 MPa。型材壁厚为4.5 mm,采用上海航天设备制造总厂制造的二维搅拌摩擦焊设备进行双轴肩搅拌摩擦焊,双轴肩搅拌头采用MP159模具钢,其结构及焊接过程如图1所示。

表1 6005A-T6铝合金中空型材成分(质量分数,%)
在大量工艺试验的基础上选择焊接参数如表2所示。焊后对试板进行X射线检测,选取无缺陷的接头用线切割沿试样横截面取金相试样,经研磨、抛光和腐蚀后,采用光学显微镜(OM,Zeiss Axio Lab A1)观察显微组织;采用AET-100K电子万能试验机测试双轴肩FSW接头的拉伸性能;采用扫描电子显微镜(SEM,JSM-7001F)观察断口形貌。
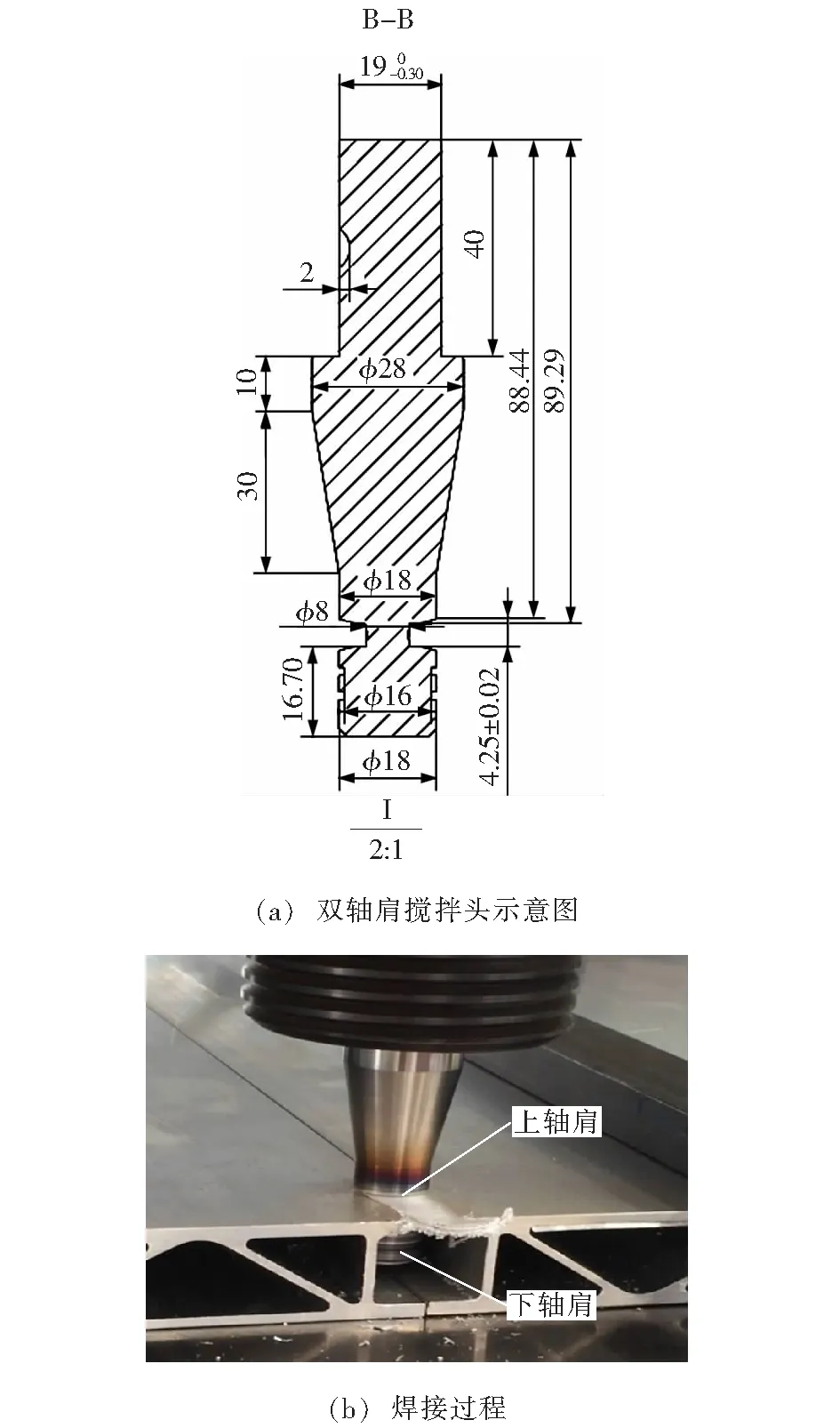
图1 双轴肩搅拌摩擦焊

转速/(r·min-1)焊接速度v/(mm·min-1)WP值/(mm·r-1)120010000.83120012001.00120016001.33140014001.00140022001.57140024001.71
2 结果与分析
2.1 宏观形貌与显微组织
6005A-T6铝合金型材双轴肩搅拌摩擦焊接头宏观形貌如图2a~2b所示,由图可以看出双轴肩FSW接头横截面金相宏观形貌与常规FSW完全不同。常规FSW接头金相宏观形貌呈“碗”型,上部较宽,下部较窄;焊缝上表面的宽度接近于搅拌针轴肩直径,下表面的宽度接近于搅拌针直径。而双轴肩FSW接头宏观形貌为“哑铃”型,上、下表面宽,中间窄。还可以看到5号 接头中存在隧道型缺陷。
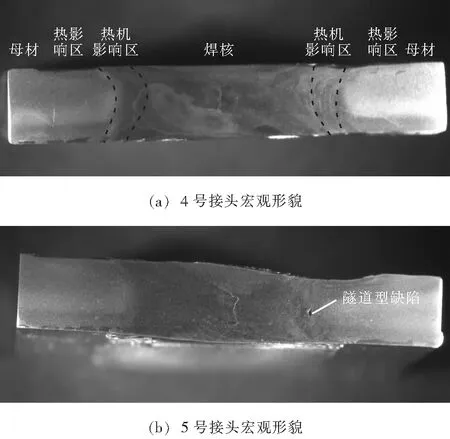
图2 焊接接头宏观形貌
对4号 试样焊缝区不同部位显微组织进行观察,如图3所示,图3a~3d依次为母材、热影响区、热机影响区和焊核区。由图3a可见,6005A-T6铝合金母材晶粒尺寸均匀,图3b为热影响区组织在焊接过程中只受热循环作用,部分晶粒发生长大,致使晶粒尺寸分布不均匀。热机影响区的组织在焊接过程中既受到搅拌针的机械搅拌,又受到焊接热循环作用,因此,这部分材料晶粒相较于热影响区得到一定的细化,如图3c所示。焊核区由于受到搅拌针强烈的搅拌作用,经历了较高温度的热循环,组织发生动态再结晶,形成细小的等轴再结晶组织,使得焊缝得到细晶强化,如图3d所示。

图3 4号试样焊缝区不同部位显微组织
2.2 力学性能
图4为不同焊接参数下6005A-T6铝合金双轴肩FSW焊接接头抗拉强度。从图3中可以看出当转速为1 200 r/min时,接头强度随着焊接速度的增大先降低后升高;当转速为1 400 r/min时,接头强度随着焊接速度的增大逐渐减小。4号试样的抗拉强度最高,为231 MPa,达母材强度的77%。
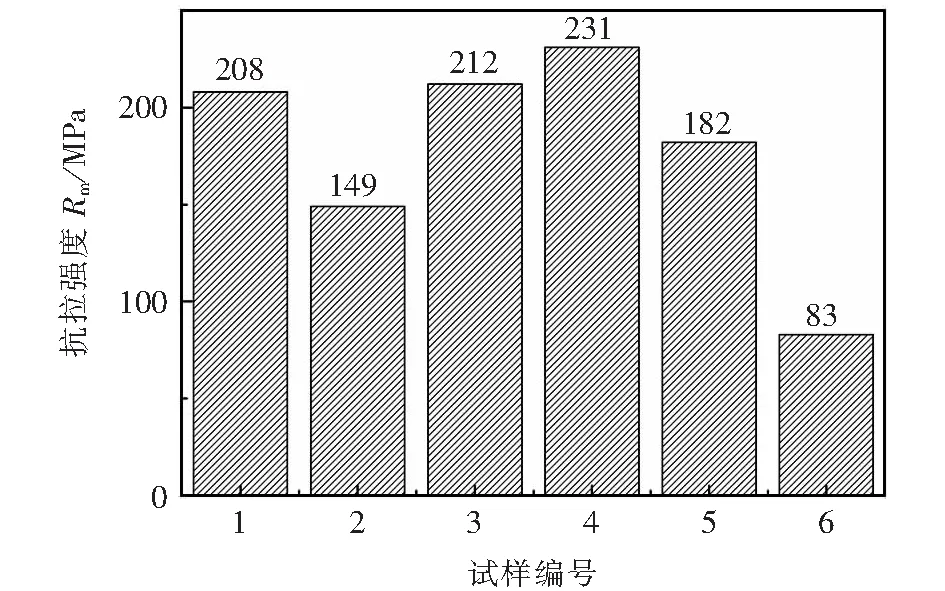
图4 不同焊接参数下接头抗拉强度
有人将焊接速度v与搅拌头旋转速度ω的比值简称为WP,作为表征搅拌摩擦焊接热输入的特征值,WP表示搅拌头旋转一周沿焊接方向发生的位移[1]。因此将试验结果进行上述处理,得到双轴肩FSW接头性能和WP的关系,如图5所示。从图4中可以看出,接头强度随着WP值的增大基本呈现先增大后减小的趋势,当WP为1时,4号试样的强度要高于2号试样,这是由于2号试样存在明显的隧道型缺陷,导致该参数下接头性能较低。
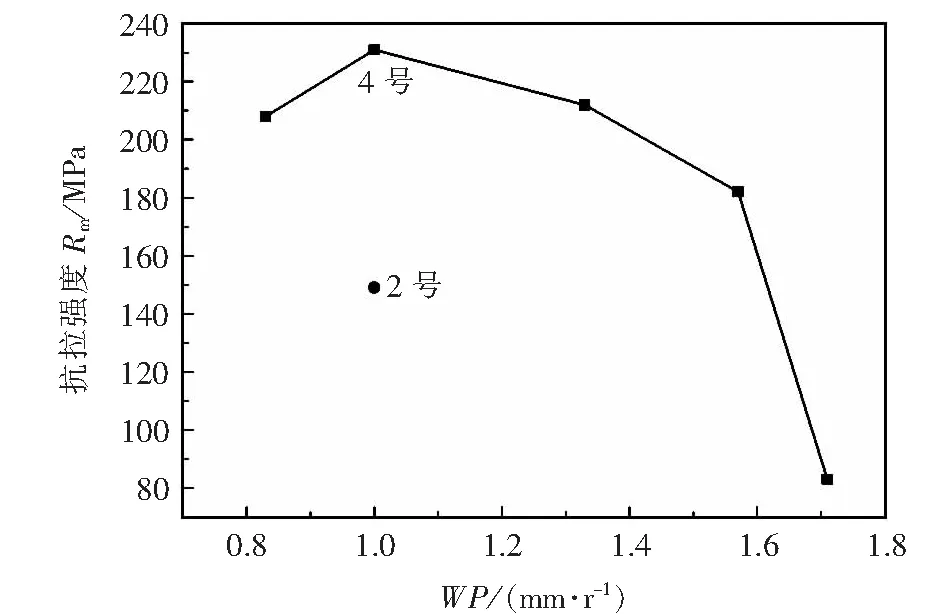
图5 双轴肩FSW接头性能和WP的关系
2.3 断口分析
图6为4号试样断口的扫描电镜形貌,图6a为宏观形貌,图6b为白色区域的放大图,从图中可以看出断口中心为明显的韧窝,韧窝小而深,许多小韧窝聚集成尺寸较大的韧窝,表明接头断裂形式为微孔聚集型韧性断裂。

图6 4号试样断口扫描电镜形貌
图7为5号试样断口的扫描电镜形貌,图7a为断口宏观形貌,可以发现不是特别明显的“螺旋体”存在,这是FSW特有的断口形式;对图中白色区域放大观察,可以发现多种断裂形式:沿晶断裂;韧性断裂;解理断裂。综合分析,认为此种断口为混合型断裂,并且由于缺陷的存在导致此种接头强度较低。
对试样的拉伸断口进行对比分析,可以发现不同参数下6005A-T6铝合金进行双轴肩FSW焊接接头拉伸宏观断口形貌可分为两种:①断口呈现45°开裂,发生明显的颈缩,1号 和4号 试样即为此种断裂形貌;②断口未发生颈缩,断口表面较为平整,有不明显的“螺旋体”存在,断口表面甚至存在隧道缺陷,3号,5号和6号试样即为此种断裂形貌。结合表2中WP值可以看出WP值对接头断裂方式有一定影响,随着WP值的增大,双轴肩搅拌摩擦焊接头热输入逐渐降低,导致裂纹缺陷、隧道型缺陷的产生,接头断裂方式由韧性断裂逐渐变为混合型断裂。
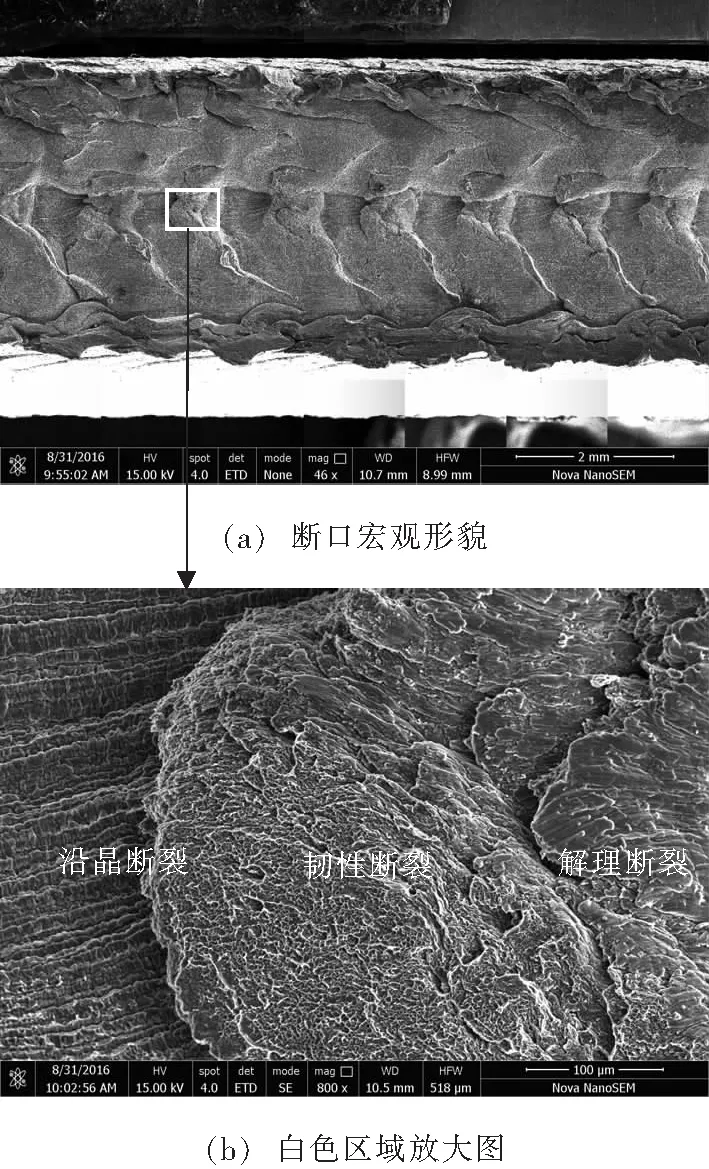
图7 5号试样典型断口的扫描电镜形貌
3 结 论
(1)在较高的焊接速度下能够获得抗拉强度较高的焊缝,最大抗拉强度为231 MPa,可达母材的77%,但是在较高的焊接速度下接头更易产生裂纹缺陷及隧道缺陷。
(2)试验参数下,接头强度及接头断裂方式和WP值有密切联系:随着WP值的增大,接头强度呈现先增大后减小的趋势,在WP=1时,接头强度达到最大;接头断裂方式随着WP值的增大由韧性断裂逐渐变为包含沿晶断裂、韧性断裂、解理断裂的混合型断裂。
[1] 王国庆,赵衍华.铝合金的搅拌摩擦焊接[M].北京:中国宇航出版社,2010.
[2] Liu H J,Hou J C,Guo H. Effect of welding speed on microstructure and mechanical properties of self-reacting friction stir welded 6061-T6 aluminum alloy[J]. Materials and Design,2013,50(17):872-878.
[3] Wan L,Huang Y,Lü Z,et al. Effect of self-support friction stir welding on microstructure and microhardness of 6082-T6 aluminum alloy joint[J]. Materials & Design,2014,55(6):197-203.
[4] Esmaily M,Mortazavi N,Osikowicz W,et al. Bobbin and con-ventional friction stir welding of thick extruded AA6005-T6 profiles[J]. Materials & Design,2016,108:114-125.
[5] Wang F F,Li W Y,Shen J,et al. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al-Li alloy[J]. Materials & Design,2015,86:933-940.
[6] Zhang H,Wang M,Zhang X,et al. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy[J]. Materials & Design,2015,65:559-566.
[7] 董继红,董春林,孟 强,等. 铝合金浮动式双轴肩FSW接头组织性能分析[J]. 焊接学报,2013,34(10):43-46.
[8] 刘 杰,邓 钢,韩凤武,等. 双轴肩搅拌摩擦焊技术在铝合金车体制造中的应用发展[J]. 焊接,2015(1):17-20.
[9] 周 利,刘朝磊,王 计,等. 双轴肩搅拌摩擦焊技术研究现状[J]. 焊接,2015(6):14-18.
2016-06-21
TG407
侍光磊,1983年出生,学士。主要从事焊接工艺工作,已发表文章5篇。
吉 华,1986年生,博士研究生。主要从事轻量化材料搅拌摩擦焊技术研究及焊接结构,已发表论文10余篇。
猜你喜欢
上海建材(2021年5期)2021-02-12
航空制造技术(2020年11期)2020-07-01
船舶标准化工程师(2020年1期)2020-06-12
中国建筑金属结构(2019年4期)2019-05-15
中国特种设备安全(2018年2期)2018-03-14
制造技术与机床(2017年8期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
山东工业技术(2016年15期)2016-12-01
照明工程学报(2016年3期)2016-06-01
