某型滚装船艏门制作新工艺探讨
2017-09-15 02:29王燕
科技与创新 2017年17期
王燕
(福建省白马船厂,福建 宁德 355011)
某型滚装船艏门制作新工艺探讨
王燕
(福建省白马船厂,福建 宁德 355011)
某型滚装船主要用途是运输车辆、人员派送,其船体内设有滚装通道,船首、尾设有跳板、艏门等。其艏门结构为一个相对独立、完整的运动部件,外形与船体首部外板线型吻合,内部结构尺寸需满足艏跳板的收放。艏门沿船中纵缝对开,分左右两扇对称布置,为钢质全焊接结构,与船体结构间通过铰链连接,其开启和关闭通过操作液压油缸完成,并带有插销、锁紧钩、上下止挡块装置、推力轴承装置等附件,确保艏门开闭安全、可靠;艏门四周设水密结构,安装密封橡皮,以确保满足船舶在航行中的安全要求。
滚装船;艏门;首部分段;铰链臂
1 艏门制造概述
艏门结构与船体通道系统间的运动协调关系复杂,其结构设计与制造质量对船舶的使用性能及船体首部整体外观质量影响很大,外形设计需满足船体线型一致性要求,减小船体兴波阻力。因此,艏门制作工艺的合理与否将直接影响艏门的制造质量。按以往的经验,考虑到船厂的施工特点和工艺水平,艏门的建造通常有以下2种方式。
1.1 传统的单一舾装件制作法
首部分段与艏门建立独立的胎架,再将艏门与首部分段进行小合拢。其特点是首部分段与艏门可以同步施工,施工作业条件相对较好。但缺点是在建造中不能直观体现艏门结构与船体结构之间的构件连接关系,且艏门四周结构没有约束,容易产生纵、横及扭曲变形,如果误差过大,将难以校正;艏门建造需采用外板双斜切胎架,其船体外板线型精度难以控制,极易造成门缝与外板缝错位、船体外板与艏门外板线型不吻合。
1.2 与船体结构有效连接的整体制作法
艏门作为首分段的一部分与分段一起建造,然后与主船体合拢。该方案艏部分段外板缝与艏门板缝整体排板,首分段结构与艏门结构通过连接过渡结构形成整体框架,能有效控制艏门结构在装焊中的变形,最后割开艏门接缝。采用该方法不仅可以有效地保证艏门和首分段的线型光顺连接,确保左右门的一致性,施工工艺简单,具有较大的可操作性,还可以减少胎架制作工序,节约成本,缩短建造周期,方便检验。这也是下面本船艏门制造所选用的方法。
2 艏门与船体结构整体制造工艺
2.1 准备工作
制造前,需做好以下准备工作:①艏门是首部分段的一部分,可通过计算机三维设计软件系统,对艏门进行三维建模,包括结构线设计、外板板缝排列,以及艏门门框与船体结构间的辅助连接结构等,通过放样生成肋骨型值、构件尺寸、绘成零件图、板材套料图及相关数据资料,供数控切割机划线下料。②建立胎架。艏门与首部分段一起建造,在首分段甲板面建立支柱式胎架,在胎架上整体反造。③以胎架面为基准,在胎架旁竖立一测量标杆,作为艏门建造中的标高测量基准,辅助船体结构完工测量及艏门构件定位安装。④艏大门结构安装前,需将首部分段结构装焊完毕,并完成火工矫正,在艏门框与船体结构连接部位的外板处,需预留约600mm待焊区,待艏门门框定位安装后,一起施焊。
图1为艏门与船体结构连接图,图2为艏门结构图。

图1 艏门与船体结构连接图(线型一致性)
2.2 艏门装配工艺流程
艏门结构与船体结构采用不同的骨架形式,安装时,关键环节是门框构件的定位,采用若干辅助连接过渡结构与门框周边的船体结构进行定位装配,将门框结构与船体结构形成一个刚性整体。在安装过程中,通过标杆测量艏门结构的定位点坐标型值,从而确保艏门结构的装配精度。
2.2.1 艏门门框及内部纵横构件小预制
预制过程为:①顶部梁结构预制并焊接完成。②底部箱形结构底板、侧板拼焊完成,其内加强筋板可预先点焊到位,待内部结构安装对接后再焊接。顶板零件暂不安装,等底部区域外板焊妥之后再装焊。③首部箱形结构预制并焊接,面板暂不安装,待首封板区域焊接完成后再装焊。④侧部箱形结构预制并焊接完成,其中,面板零件暂不安装,待侧部区域外板焊接完成后再装焊。⑤铰链臂结构预制并焊接完成。⑥内部纵横构件预制并焊接完成。
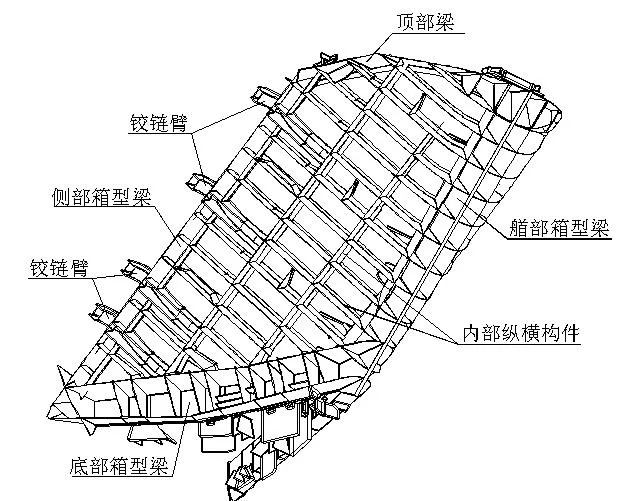
图2 艏门结构图
2.2.2 艏门门框构件定位安装
艏门门框构件定位安装要点包括:①顶部梁结构使用辅助连接结构,通过船体的艏檐板上胎定位安装,顶梁结构四周及折角点处定位坐标通过标杆校核,以确保构件的安装精度。②底部箱形结构使用连接结构,通过船体的内底板上胎定位安装,其箱形梁四周及折角点处定位坐标通过标杆校核,以确保构件的安装精度。③首部箱形结构左右舷构件间,预先点焊已加工妥的推力轴承块3对,并使用85mm×16mm的辅助马板加固,结合顶部梁结构与底部箱形结构上胎安装定位。艏柱板冷加工后,同首部箱形结构一同上胎安装,并通过标杆复核箱形结构上下坐标点型值,以确保构件的安装精度。④侧部箱形结构与铰链臂一同使用辅助连接构件,通过首部分段的艏封板上胎安装定位,并通过标杆复核箱形结构的上下坐标点及与铰链臂交点坐标型值,确保构件的安装精度。
2.2.3 艏门内部构件安装
艏门四周框架安装定位后,测量校核整体门框的外形定位尺寸,再安装已拼装焊妥的内部构件,先装横向构件,再装纵向连续构件,然后再装临时加强材,复核线型。
2.2.4 艏门和船体四周的水密结构安装
艏门和船体四周的水密结构包括橡皮槽、橡皮槽垫板和压紧板。艏柱位置水密结构预先各自焊装在艏门相应构件上,构件之间由样板(10×100)控制间距,并保证水密橡皮压缩量为(10±5.0)mm。
2.2.5 安装艏门上止档块构件
止档块需按图加工坡口,控制装配间距。
2.2.6 吊装艏大门区域外板
在吊装外板时,外板应按样加工到位,确保外板线型光顺过渡,避免强制装配,产生内应力,造成艏门割下后产生局部变形,影响艏门的正常开启和关闭。
2.3 艏门焊接
焊前先对艏门结构装配完整性进行检查,确定没有漏装、错装的情况;对没有约束和易变形的构件均增设临时加强。焊接时,需注意以下几点:①焊角高度严格按照图纸要求,避免焊角过大或过小。②施焊过程中,严格控制焊接顺序——先焊艏大门四周框架结构间的焊缝,再焊接内部构件间焊缝,之后再焊艏门区域外板焊缝,最后焊接艏门骨架与外板的角焊缝。③为减少焊接变形,在施焊过程中,应先焊对接缝,后焊角接缝;采用从中间向左右、从中间向艏艉,由内向外的焊接次序,且尽量采用对称施焊。④待艏门框架、内部结构及外板焊接完成后,安装并焊接底部箱形结构面板、首部箱形结构面板、侧部箱形结构面板,并焊妥。⑤所有焊接完成后,拆除临时加强结构,使艏门处于自由状态,测量艏大门变形情况,火工校正,提交验收。
3 艏门切割
在门框切割线附近画检验线、切割门框线,经检验合格后,切割艏门,切割时采用间断式割缝方式,即每1m割缝长度内留100mm不割,等艏门应力释放后,安装艏门铰链,最后再完全割除门框线。
4 艏门铰链的安装
艏门铰链定位安装需拉线确定艏门铰链中心线,以空心假轴定位铰链臂轴套,以铰链臂轴套内孔中心为基准,采用假轴定位铰链双眼板。
在以假轴定位铰链臂轴套及铰链双眼板时,应保证假轴中心与铰链中心线的同轴度小于等于0.1mm。经检验铰链中心线符合设计要求后,实施轴套与铰链臂、铰链双眼板与主船体的焊接,施焊过程中观察假轴的变化,要边转动边调整边测量,对称施焊,及时检测,并随时调整焊接顺序。
5 结束语
艏门是该型滚装船建造中的难点工程,但如果在建造中能制订合理的施工工艺,严格控制装配和焊接顺序,也能成功地解决艏门制造和铰链安装的精度问题,确保艏大门与船体线型的一致性及左右大门的对称性。
[1]吴克南.我国滚装船运输军事重装备的适用性研究[D].大连:大连海事大学,2016.
[2]张晶.滚装船艏门力学分析与液压系统超越负载控制[D].哈尔滨:哈尔滨工业大学,2015.
〔编辑:刘晓芳〕
U674.13+5
A
10.15913/j.cnki.kjycx.2017.17.007
2095-6835(2017)17-0007-02
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
时代汽车(2021年24期)2021-12-30
舰船科学技术(2021年11期)2021-12-12
时代汽车(2020年10期)2020-07-24
汽车实用技术(2020年9期)2020-06-03
餐饮世界(2017年11期)2018-01-20
电子技术与软件工程(2017年22期)2018-01-17
诗潮(2014年10期)2014-11-17
恋爱婚姻家庭·养生版(2013年9期)2013-05-14
航海(2009年1期)2009-02-23