
前轴检测方法的浅谈
2017-09-21 11:35张继明
汽车实用技术 2017年16期
张继明
前轴检测方法的浅谈
张继明
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
文章针对前轴检测,运用三坐标测量仪的测量技术,利用前轴相关的点、线、面进行精密检测,摒除旧的测量手法,为设计开发提供更精确的数据,提升设计水平。
三坐标测量仪;测量技术;前轴
CLC NO.: U467 Document Code: A Article ID: 1671-7988 (2017)16-213-03
引言
随着汽车设计对零部件检测数据要求精密程度的不断提升,三坐标测量仪已在零部件检测、质量管理、数据统计与分析、逆向工程等得到广泛运用。2006年,商用车研究院提出根据五十铃原件进行样件开发,提升帅铃Ⅱ实物品质,打开高端轻卡的市场。为此检测数据的准确性对开发设计的指导作用尤为重要。
前轴在前桥设计中的重要作用:
前桥作为转向桥外还兼起驱动桥的作用,因此又称之为转向驱动桥。它是在保证汽车转向功能的同时,应使转向轮有自动回正作用,以保证汽车稳定的直线行驶功能。即当转向轮载遇外力作用发生偏转时,一旦作用的外力消失后,应能立即回到原来的直线行驶的位置。这种自动回正作用是由转向轮的定位参数来保证实现的。也就是转向轮、主销和前轴之间的安装应具有一定精确的相对位置。这些转向轮的定位参数有:主销后倾角、主销内倾角、前轮外倾角和前轮前束。前轴的设计尺寸就包含了主销后倾角、主销内倾角等影响转向轮自动回正的定位参数。因此,五十铃前轴检测的精确度将直接影响转向轮自动回正定位参数的确定。
三坐标测量仪的测量原理:
三坐标测量仪是利用单臂三维测量划线仪的点采集,通过系统参数设定,对采集的点进行处理,形成所需的点、线、面,并运用CAD制图原理构成模拟图形,用以计算所测实物的量值。
三坐标测量仪的系统参数:
三坐标测量仪的系统参数主要由操作界面菜单及测量系统工具条所组成。操作界面菜单包括:程序主界面、环境设置图层与颜色窗口切换及元素查看。
测量系统工具条包括:1)基本测量元素:单点测量、直线测量、平面测量、球测量、园的测量、园柱测量、园锥测量等;2)薄壁件测量 :多点找正、曲面点、曲面园、椭园测量、方槽测量、园槽测量、边缘点;
同时为了满足间接测量的需要,系统还设计了自定义元素:自定义元素输入、元素的数据定义;元素重建:点重建、直线重建、平面重建、园重建、球面重建、园柱面重建、园锥面重建;
形成计算量值的参数包括:公差计算:平行度、垂直度、倾斜度、同轴度、位置度、对称度、跳动;相关计算:距离、角度、交点、交线、投影。
实物测量时,不仅要运用到上述各测量参数,坐标的正确建立是使用三坐标测量仪的关键技术,它需要测量人员对图纸要求的设计基准进行分析,实物制造加工工艺有所了解,确保设计基准、加工工艺基准及测量基准的一致性程度,尽量避免因基准误差所造成的量值偏差。三坐标测量仪提供建立坐标的方法有:三点找正建坐标法和(3-2-1)建坐标法。(如图1所示)。
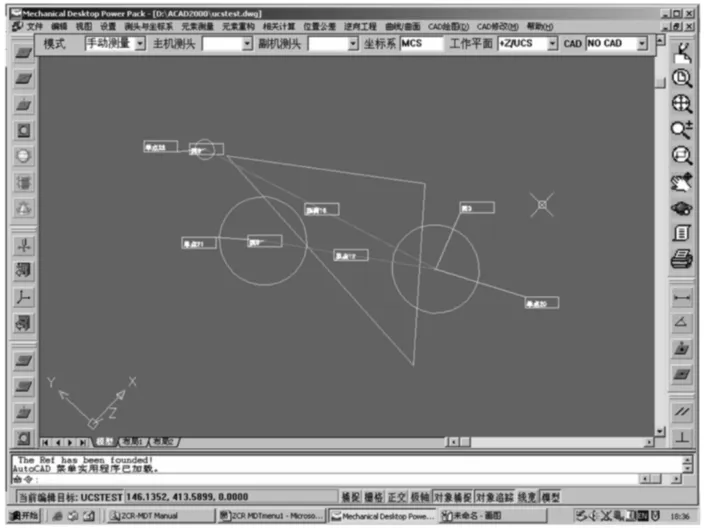
图1 三坐标系统界面
某标杆车前轴原件的测量方法
1 前轴两主销孔孔距的测量
由于前轴主销孔同时存在后倾角度及内倾角度,因此前轴两主销孔孔距在设计图纸上只能以理想中间点为距离标注连线,这就给实物测量带来困难。
目前前轴两主销孔孔距的测量大多采用卷尺,确定量值的方法是将上端孔距与下端孔距之和除以二得出。此测量方法因卷尺本身存在较大的测量误差且在计算时为理想尺寸,因此测量精度不高,误差较大,量值只能控制在0.5mm的范围。
而利用三坐标测量仪的测量系统可直接在前轴主销的上下端面取点构面,并运用点重建的功能获取前轴两主销孔孔距的量值,量值可以控制在0.001mm的范围,此测量方法不仅准确度高,其量值精度也很高。(如图2所示)。

图2 主销孔孔距
2 前轴主销孔与锁栓孔距离的测量
前轴锁栓孔的作用主要是固定主销位置,其配合间隙直接影响前桥装配质量,是前桥重要的安全件,也是公司“五十铃”达标项。
在生产线上一般采用专用检具,只能判定是否合格,不能确定量值。(如图3所示)而作为五十铃原件开发设计,数据的需求是设计的依据,因此三坐标测量仪的检测数据弥补了这一空白。检测时,三坐标测量仪可利用两垂直轴线取量值的计算工具来确定主销孔与锁栓孔的距离,方便快捷且准确。

图3 锁栓专用检具
3 前轴后倾角、内倾角的测量
由于前轴主销孔存在后倾角和内倾角两个空间角度共存的情况,给检测带来难度。公司内现有两种测量方法:
3.1 采用检测台架与主销芯棒配合检测
由于芯棒与前轴主销孔存在配合间隙,不能精确显示数据,产生的误差较大。(如图4所示)。
3.2 采用专用检具
主销芯棒配合角度尺,百分表测量。精度只达到0.1mm,检具间的配合,存在无法预测的累计误差(如图5、6所示)
通过分析目前的测量方法都采用专用检具—主销芯棒检测。由于前轴主销孔尺寸存在加工误差,所以不能保证芯棒和主销孔的配合间隙达到统一状态。这样就存在因检测基准不同而产生的数据偏差。而采用量具—角度尺、百分表配合测量存在组装精度和检测手法不同而产生的累计误差。
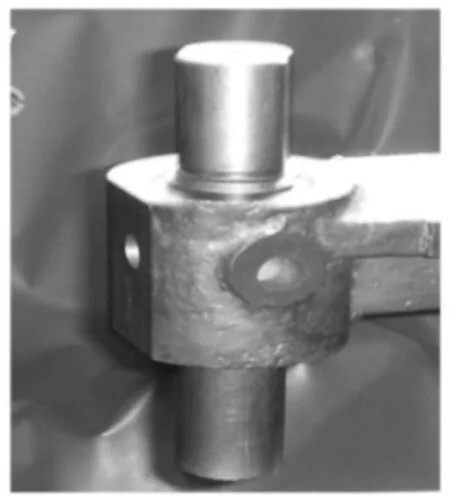
图4 检测台架

图5 万能角度尺

图6 百分表
以上两种检测方法都存在不同程度的测量误差,为了更好的避免测量误差,提高前轴后倾角、内倾角的测量精确度,通过分析,以及到生产线进行工艺确认,制定了检测方案。
3.3 建立坐标系
通过工艺确认,以前轴板簧面为测量基准,选用(3-2-1)建坐标法,确定前轴坐标位置。
3.4 后倾角的计算
取主销孔轴线与前轴板簧面的夹角,但为了防止两边角度不一致,取两主销轴线的夹角量值进行对比复核,以保证量值准确性。
3.5 内倾角的计算
在确定前轴坐标位置后,利用三坐标(如图7所示)可测量空间角度的工作原理来获取内倾角的量值。
此直接取点构面,建坐标的检测方法不仅避免了因台架与主销芯棒配合的配合误差,也消除了由量具测量的累积误差。保证了前轴后倾角、内倾角的量值精度。
通过此次五十铃前轴检测不仅提升了检测人员对前轴关键尺寸的了解,同时也锻炼了检测业务能力,丰富了三坐标测量仪的应用范围。
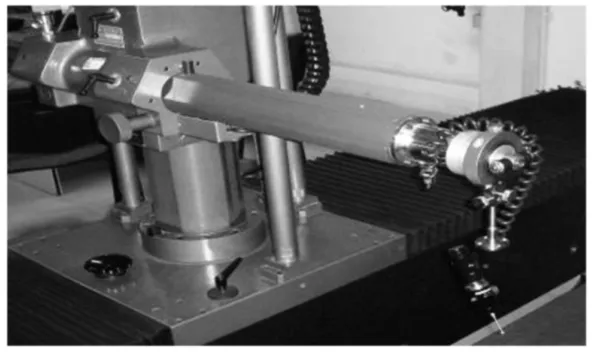
图7 三坐标测量仪
[1] 陈家瑞等,汽车构造[M].第五版,北京:人民交通出版社,2006, 191~200.
[1] 黄云清. 公差配合及测量技术[M]. 第一版,北京:机械工业出版社,2006,76~129.
The application of 3D coordinate measurement of apparatus to front axle
Zhang Jiming
(Anhui Jianghuai Automobile group Co., Ltd, Anhui Hefei 230601)
The paper applies 3D coordinate measurement of apparatus measured technique to the measurement of front axle, making use of point. line and side related with front axle get a precise measurement, abolishes old measurement, for design development offers more precise datas,improves design ability.
3D coordinate apparatus; measured technique; front axle
U467
A
1671-7988 (2017)16-213-03
10.16638 /j.cnki.1671-7988.2017.16.075
张继明,就职于安徽江淮汽车集团股份有限公司。
猜你喜欢
汽车零部件(2022年3期)2022-03-29
建材发展导向(2021年13期)2021-07-28
汽车工程(2021年5期)2021-06-09
北京航空航天大学学报(2020年3期)2021-01-14
汽车实用技术(2020年8期)2020-07-09
汽车实用技术(2019年16期)2019-09-11
电子制作(2019年9期)2019-05-30
电子制作(2019年9期)2019-05-30
电子制作(2019年23期)2019-02-23
现代企业文化·理论版(2016年17期)2016-11-29
