
10Cr17铁素体热交换器用无缝钢管的试制
2017-09-28 03:23侯利锋
山西冶金 2017年4期
刘 宇, 侯利锋
(1.山西太钢不锈钢钢管有限公司, 山西 太原 030003;2.太原理工大学材料工程学院, 山西 太原 030024)
10Cr17铁素体热交换器用无缝钢管的试制
刘 宇1, 侯利锋2
(1.山西太钢不锈钢钢管有限公司, 山西 太原 030003;2.太原理工大学材料工程学院, 山西 太原 030024)
阐述了10Cr17热交换器用无缝钢管的试制工艺及工艺难点。通过调整热轧、冷轧、热处理工艺参数,提高表面质量,降低废品率,为打通冷轧铁素体不锈钢无缝管的工艺路线打下基础。
铁素体不锈钢 无缝钢管 热穿孔 热处理
随着铁素体不锈钢焊接难题的逐渐解决[1],在大部分的应用领域,铁素体不锈钢替代奥氏体不锈钢已经成为新的发展趋势。铁素体不锈钢导热系数约为奥氏体不锈钢的1.5倍[2],因此在热交换器领域,铁素体不锈钢相对于奥氏体不锈钢具有很大的优势。铁素体不锈钢无缝管市场需求庞大[3],打通铁素体不锈钢无缝管工艺路线,是冷轧钢管企业适应市场环境的必要选择。作为以奥氏体不锈钢无缝管为主要产品的生产企业,在技术、装备上对铁素体不锈钢无缝管是否有很高的兼容性,需要进行一系列的探索。
1 试制工艺设计
1.1 化学成分
采用的10Cr17原料钢棒,化学成分见表1。

表1 原料实际化学成分 %
1.2 试制工艺
Φ82 mm钢棒—热穿孔Φ85 mm×7 mm荒管—淬火—酸洗—冷轧Φ67 mm×5 mm半成品管—淬火—酸洗—冷轧Φ38 mm×3 mm半成品管—淬火—酸洗—冷轧Φ25mm×2mm成品管—淬火—酸洗
1.2.1 热穿孔
使用斜底炉使钢棒加热到1 050℃±10℃后,送入Φ89mm斜轧穿孔机,热穿孔为Φ85mm×7mm荒管。荒管穿出后,进入水池急冷。
1.2.2 冷轧
使用皮尔格往复式冷轧管机对荒管、半成品进行冷轧。冷轧送进量为4~5 mm,轧制次数按照规格选择,范围为60~80次/min,小规格略快。
1.2.3 热处理
在冷轧前与成品态均进行脱脂、热处理。热处理工艺见表2。

表2 冷轧前热处理工艺
热处理后进行矫直酸洗。
1.2.4 酸洗
由于10Cr17材质属于中铬不锈钢,基体耐氧化性酸能力较好。同时热处理产生的氧化皮成分比奥氏体不锈钢的氧化皮更加单纯(主要是FexOy以及少量尖晶石形态的铁铬混合氧化物)[5],故可直接使用HNO3+HF混酸酸洗荒管、半成品和成品,无需重新配酸,节约时间成本。
2 试制结果及技术分析
2.1 热轧
根据Thermo-Calc软件计算出的相图(如下页图1所示),10Cr17钢种在900℃以下加热会产生碳化物沉淀;而考虑温度对铁素体晶粒长大的影响,因此将热轧加热目标温度定为1 050℃。
结果表明,在此温度下穿出的荒管外表面粗糙(如下页图2所示);金相观测晶粒大小不均匀(如下页图3所示),且存在马氏体组织(如下页图4所示);延伸率较低(见表3)。

图1 材料计算相图

图2 1 050℃穿孔荒管表面

图3 1 050℃穿孔荒管晶粒不均匀

图4 1 050℃穿孔荒管存在马氏体组织

表3 1 050℃穿孔荒管拉伸性能
根据以上试验结果,并结合图1可见,热穿孔温度1 050℃偏低,在此温度下钢的组织中会出现部分γ相(约15%),在两相区热加工导致表面质量不良。同时γ相水冷后转变为马氏体,影响钢管塑性以及后续冷轧质量。因此热穿孔温度应进一步提高到1 130℃以上。
2.2 冷轧前的热处理
10Cr17为纯铁素体钢,但由于铁素体中C、N的溶解度比奥氏体要小得多,实际上在加热的过程中仍然会有一定的相变以及析出相存在,其均是影响冷轧的重要因素。所以在每道次冷轧前均要对半成品管进行热处理,主要目的是回复晶粒、消除析出物。一般来讲10Cr17组织中影响冷轧的因素主要有以下几种。
2.2.1 马氏体
根据表1计算出钢的Cr当量为17.355、Ni当量为2.241,在舍弗勒组织图[6]上找出对应点(如图5所示,彩色线交叉点处),可以看出平衡态下本钢种落在马氏体+铁素体区,这也与金相观察结论一致。
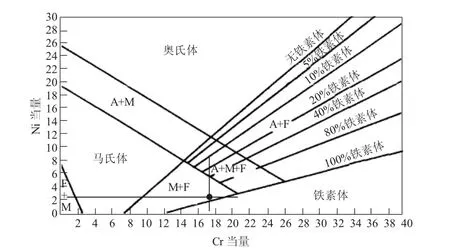
图5 10Cr17在舍弗勒组织图上的位置
2.2.2 脆性相
相关研究指出[7],铁素体不锈钢在400~550℃范围内停留会析出α'相,导致塑性、韧性显著下降。在500~800℃范围内停留,会析出σ相,引起耐蚀性严重降低的同时,塑性、韧性也显著下降。在高于950℃加热并快速冷却后,铁素体不锈钢组织中会出现Cr23C6等Cr的C、N化物沉淀,同时晶粒粗化,两方面共同因素导致钢材脆性增大、晶间腐蚀敏感性增强。
综合以上因素,制定热处理温度为850℃,水冷以防止有害相析出。热处理后检验力学性能见表4。
冷轧、热处理、酸洗后钢管表面见下页图6,金相组织见下页图7。

表4 850℃热处理后成品钢管的力学性能
3 结论
1)10Cr17钢管热穿孔温度应为1 130~1 150℃。
2)通过合理的热处理工艺,消除马氏体以及析出相,是10Cr17钢管冷轧成功的关键。
3)经过850℃热处理,马氏体虽然基本分解,晶粒回复仍不均匀。因此热处理工艺仍然需要改进。

图6 成品钢管表面质量

图7 10Cr17钢管经850℃热处理后的组织
[1] 余存烨.现代铁素体不锈钢应用综述[J].石油化工腐蚀与防护,2010,27(4):1-3.
[2] 陆世英.现代铁素体不锈钢发展概貌[J].不锈,2004(2):1-8.
[3] 刘亚丕,牛振标,周焊峰,等.现代不锈钢材料:结构、性能、特点和应用[J].磁性材料及器件,2016(2):72-79.
[4] 国家标准化管理委员会.锅炉、热交换器用不锈钢无缝钢管:GB/T13296—2013[S].北京:中国质检出版社,2013.
[5] 赵利勇,胡明辅,杨贞妮.铁素体不锈钢常温快速酸洗[J].腐蚀与防护,2007,28(12):655-656.
[6] 王笑天.金属材料学[M].北京:机械工业出版社,2001.
[7] 陆世英.现代铁素体不锈钢[J].不锈,2005(4):6-18.
(编辑:王瑾)
Trial Production of Seamless Steel Tubes for 10Cr17 Ferritic Heat Exchangers
Liu Yu1,Hou Lifeng2
(1.Shanxi TISCO Stainless Steel Tube Co.,Ltd.,Taiyuan Shanxi 030003;2.School of Materials Engineering,Taiyuan University of Technology,Taiyuan Shanxi 030024)
The trial production process and technical difficulties of seamless steel tubes for 10Cr17 heat exchangers are expounded.By adjusting the technological parameters of hot rolling,cold rolling and heat treatment,the surface quality is improved and the rejection rate is reduced,laying foundation for the process of cold rolled ferritic stainless steel seamless tube.
ferritic stainless steel,seamless steel tube,hot piercing,heat treatment
TG142.23
A
1672-1152(2017)04-0015-03
10.16525/j.cnki.cn14-1167/tf.2017.04.06
2017-04-18
刘宇(1983—),男,本科,毕业于西安石油大学,助理工程师,主要从事无缝钢管的研发。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
四川冶金(2018年1期)2018-09-25
上海金属(2016年1期)2016-11-23
工业设计(2016年11期)2016-04-16
电机与控制应用(2015年3期)2015-03-01
河南科技(2014年12期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
