使用8D方法解决取力器气缸卡滞问题
2017-10-17 03:42净敏侠郝秋艳
汽车实用技术 2017年18期
净敏侠,郝秋艳
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
使用8D方法解决取力器气缸卡滞问题
净敏侠,郝秋艳
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
文章介绍了8D方法的实施步骤,并通过使用此方法解决取力器气缸卡滞问题,使大家对8D方法的理解更加深刻,运用更加合理有效。
8D方法;气缸卡滞;纠正措施
Abstract:8D method of the implementation of the process has been introduced in this paper, and by using this method to solve the power lifter cylinder binding problem, make people more profound understanding of 8D method, use more reasonable and effective.
Keywords: 8D method; Cylinder binding; Corrective action
CLC NO.: U472 Document Code: A Article ID: 1671-7988 (2017)18-225-03
引言
8D 是一种用于解决问题的方法论或者工作流程,最早是由美国福特汽车公司应用并标准化这一工作流程。8D方法就是按照纠正和预防措施程序的指引制定8个守则,按8个步骤去解决客户投诉及长期存在的质量问题,使产品质量达到新的水平、新的高度。
8D方法具有两大优点:一是找到真正解决问题的有效方法,并采取针对性措施消除问题;二是采取预防措施,有助于将问题控制在初级阶段。目前,8D方法因其解决问题的系统性、根本性和高效性已在汽车行业得到了广泛应用。
1 8D方法的实施步骤
8D 由 8 个步骤(D1~D8)和一个准备步骤(D0)组成,即D0紧急反应措施(提出问题),D1小组成立,D2问题描述,D3实施临时措施,D4确定根本原因,D5制定纠正措施,D6实施并验证纠正措施,D7预防再发生,D8总结评价与祝贺。
2 使用8D方法解决取力器气缸卡滞问题
D0:紧急反应措施(发现问题)
主要是为了看此类问题是否需要用8D来解决。
我公司规定8D方法适用于本公司出口产品质量问题及顾客要求使用8D方法解决的质量问题。下面列举一个顾客要求使用 8D方法解决的质量问题的案例:2016年6月12日,收到某客户信息反馈单中描述:5台变速器上取力器气缸活塞卡滞。
D1:小组成立
成立一个小组,小组成员应具备有关工艺、产品知识以及解决问题和采取措施的技能。有配给的时间并授予了权限。小组应指定一人为小组长以组织协调小组工作,并对小组的工作进度及成效负责。
针对此问题我公司成立了以杨所长为组长的8D小组:

表1
D2:问题描述
用量化的术语详细说明与该问题有关的内/外部顾客抱怨,如什么产品(包括技术号、箱型、出厂日期等基本信息)、时间、地点、什么问题、程度、频率等。
我公司运用5W2H分析法对问题进行描述如下:
①合格零件对比,这个问题零件的问题是什么?
给取力器气缸通气后,取力器不工作。
②何其是个问题?解释影响
取力器不能取力,引起顾客抱怨。
③什么时候发现的问题?在哪里?由谁发现的?
2016年6月12日售后市场客户反馈。
④怎样检查出来的?
排查取力器的气缸,发现取力器气缸活塞卡滞。
⑤总共检查出多少个问题零件?
共发现5台。
D3:围堵措施
在问题发生的第一时间对问题产品启动全面应急计划(隔离、标识等),意在避免因为围堵不及时或措施不当使异常品继续流入下道工序,导致资源浪费、不良品产生及客户抱怨等损失。
我们对这5台取力器进行召回,然后隔离、标识。
D4:确定并验证根本原因
用统计工具列出可以用来解释问题起因的所有潜在原因,再对所有潜在原因逐一验证,用事实证据排除其他原因,确定产生问题的根本原因。
运用鱼骨图,通过头脑风暴法,从人、机、料、法、环、测方面思考潜在原因的方向,如下图所示:
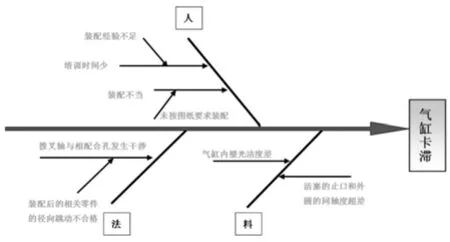
图1
从上图看出,导致气缸卡滞的潜在原因有5个,针对潜在原因,制定根本原因确认计划表:
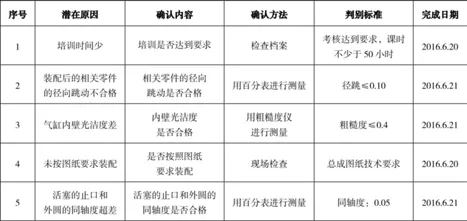
表2
对5个潜在原因根据《确认计划表》逐一进行确认:

表3
问题发生的根本原因是:装配后的相关零件的径向跳动不合格。
D5:制定纠正措施
依据 D4发现的根本原因,提出解决措施,并对方案进行评审以确定所选的纠正措施能够解决客户问题,同时对其它过程不会有不良影响。
针对问题发生的根本原因,制定纠正措施:
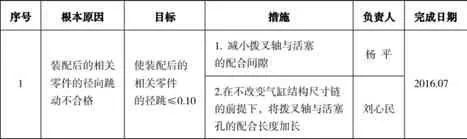
表4
D6:实施并验证纠正措施
实施纠正措施,确定过程控制方法并纳入文件,以确保根本原因的消除。在生产中应用该措施时应监督其长期效果。
1)减小拨叉轴与活塞的配合间隙,将活塞孔尺寸由原来的φ16(+0.027,0)改为φ16(0,-0.02);
2)在不改变气缸结构尺寸链的前提下,将拨叉轴与活塞孔的配合长度加长8mm(见图2)。
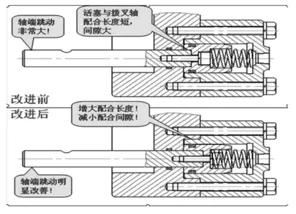
图2
纠正措施实施完毕后,对该措施的效果进行了验证。我们在生产现场抽取了10套按新改进的尺寸、结构后进行加工的零件装配组合后相关零件的径跳,结果如下:

表5
结论:改进尺寸、结构后对装配后相关零件的径跳检测均符合要求。
至今未接到客户对此类问题的反馈。
D7:预防再发生
修改现有的管理系统、操作系统、工作惯例、设计与规程以防止这一问题与所有类似问题重复发生。
(1)填写设计更改通知单,编号为QH50-16-006,交科技知识管理处。
(2)由科技知识管理处将设计更改通知单印发,并发放至相关车间及部门,以便统一指导。
D8:小组祝贺
承认小组的集体努力,对小组工作进行总结并祝贺。对解决问题的经验进行总结,对问题发生的教训进行反思。
质量整改工作已经完成,祝贺团队,每个人都努力工作并得到了提升。
3 结束语
实践证明,8D方法是企业解决质量问题的一种很有效的方法,它可以改进产品的制造系统,改进产品在设计和开发上的问题,同时预防类似问题的复发,从而从源头上提高产品设计开发的质量。
[1] 何生.8D分析法[J].企业管理:2011,(8):74-76.
Use 8D method to solve the problem of the cylinder binding
Jing Minxia, Hao Qiuyan
(Shannxi Fast Gear Co., Shaanxi Xi’an 710119)
U472 文献标识码:A 文章编号:1671-7988 (2017)18-225-03
10.16638/j.cnki.1671-7988.2017.18.078
净敏侠,就职于陕西法士特齿轮有限责任公司。
猜你喜欢
中国药学药品知识仓库(2022年7期)2022-05-10
汽车维护与修理(2020年7期)2020-10-15
汽车维护与修理(2019年1期)2019-07-09
商业会计(2016年11期)2016-10-20
科技创新导报(2016年9期)2016-05-14
科技传播(2016年7期)2016-04-28
课程教育研究·学法教法研究(2016年4期)2016-04-19
汽车与新动力(2014年5期)2014-02-27
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年4期)2014-02-27