沉淀硬化不锈钢MAG焊工艺研究
2017-10-19 09:24戈和伟
装备制造技术 2017年8期
戈和伟
(海军装备部,陕西 西安 710077)
沉淀硬化不锈钢MAG焊工艺研究
戈和伟
(海军装备部,陕西 西安 710077)
MAG(Metal Active Gas Arc Welding)是将连续送进的焊丝作为熔化极,以电弧作为热源熔化焊丝和母材,并采用活性混合气体作为保护气体的熔化极活性混合气体保护焊。本文针对厚度为1mm、2mm、3mm沉淀硬化不锈钢0Cr15Ni5Cu2Ti板材,采用MAG焊接工艺实验,得出一组合理的焊接工艺参数,通过切实可行的MAG焊接工艺,提高了生产效率,为后续产品的批量生产打下坚实的基础。
MAG焊;熔化极;焊接工艺
0 前言
沉淀硬化不锈钢在航空、航天领域应用极为广泛,主要用于导轨、筒体、活塞杆、整流罩,沉淀硬化不锈钢焊接方法主要为钨极氩弧焊(TIG)[1]。
沉淀硬化不锈钢的气体保护焊接方法主要有TIG和MAG焊。
TIG焊焊接接沉淀硬化不锈钢时,一般采用直流方式进行焊接,焊接时电弧稳定,热量集中、焊缝成形美观、强度和塑性高,并且工件变形小。但是因受到钨极许用电流限制,电弧的熔透力较小,手工操作时,焊接效率较低,工人劳动强度大。
MAG焊接沉淀硬化不锈钢时,以焊丝作为电极,电流密度高,因而母材熔深大,填充金属熔敷速度快,生产效率可比TIG焊提高三倍以上,焊接变形比TIG焊小。
同时MAG焊还具有以下优点:电弧燃烧稳定性好,飞溅少;熔滴过渡稳定;阴极斑点稳定,焊缝外观成形好;焊接质量好,效率高,成本低。即MAG焊适用于沉淀硬化不锈钢薄厚板的焊接。本文主要是对沉淀硬化不锈钢薄板焊接进行工艺研究。
1 沉淀硬化不锈钢的焊接性分析
0Cr17Ni4Cu4Nb与0Cr15Ni5Cu2Ti均为马氏体沉淀硬化不锈钢,经固溶+时效处理后(470~490℃)金相组织为马氏体基体+沉淀析出的富铜相,主要靠弥散分布于马氏体基体组织中的沉淀硬化相提高材料的综合力学性能[2](见表1、表2).

表10 Cr17Ni4Cu4Nb材料的力学性能
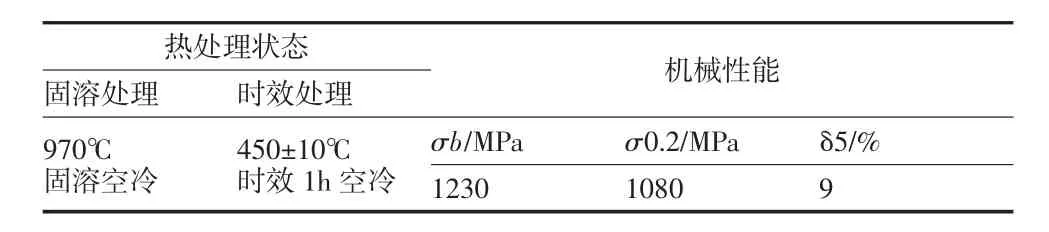
表20 Cr15Ni5Cu2Ti材料力学性能(板材)
该两种材料固溶+时效后组织虽然为时效强化马氏体,但其硬度低,塑性韧性好,故焊接性好,焊接后不需进行任何热处理,焊缝就能达到相当高的机械性能,且对热裂纹不敏感。
2 MAG焊特点
MAG焊以焊丝作为电极,电流密度较高,因此母材熔深大,填充金属熔敷速度快,生产效率比TIG焊高。同时由于焊接速度快,因此焊接热输入量低,焊接变形比TIG焊小。MAG焊一般采用Ar+O2、Ar+CO2和Ar+CO2+O2作为保护气体,其可用于碳钢、合金钢和不锈钢等黑色金属焊接。采用活性混合气体作为保护气体具有以下特点:电弧燃烧稳定性好,飞溅少;熔滴过渡稳定;阴极斑点稳定,焊缝外观成形好;电弧中氧化反应速度快,增加熔深,提高焊丝熔化系数;焊接质量好,效率高,成本低。
分别采用 Ar+O2、Ar+CO2和 Ar+CO2+O2作为保护气体焊接时的焊缝剖面形状见图1.
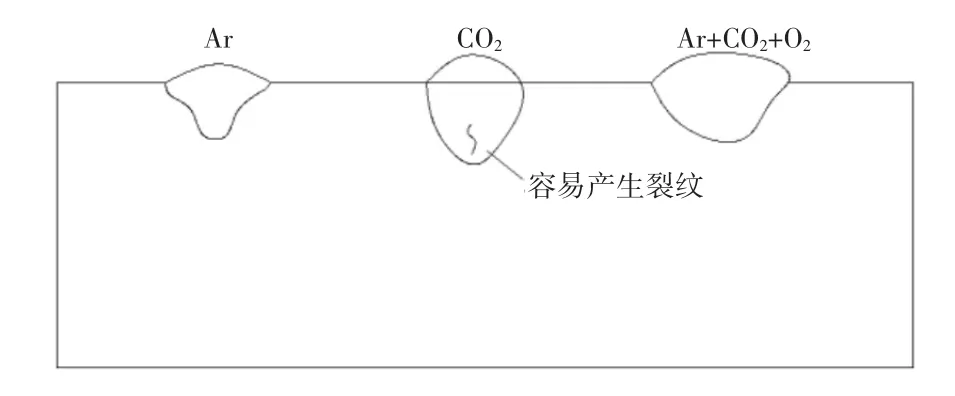
图1 用三种不同气体焊接时焊缝剖面形状
3 MAG焊工艺
MAG焊工艺主要包括焊前准备和焊接工艺参数的选择两个部分。
3.1 焊前准备
焊前准备主要有焊件坡口的准备、焊件和焊丝表面的清理以及焊件的装配和设备的检查。与其它焊接方法相比,MAG焊因Ar气中加入一定量的具有脱氧去氢能力的活性气体,所以焊前清理没有MIG焊[3]要求那么严格。
MAG所使用的焊丝与其它方法相比通常要细一些,主要适用碳钢、合金钢和不锈钢等黑色金属的焊接,因此焊前清理不是很严格,但焊件和焊丝清理后可减小焊缝气孔出现的几率。
3.2 工艺参数
MAG焊的工艺参数主要有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝倾角、焊丝直径、焊接位置等。
3.2.1 焊接电流和电弧电压
一般先根据焊件的厚度确定焊丝直径,然后根据材料焊接性确定焊接形式、电流大小及熔滴过渡类型。焊接不锈钢时,一般采用直流反接的喷射过渡或短路过渡。要获得稳定的喷射过渡,焊接电流必须小于使焊缝起皱的临界电流强度或产生旋转射流过渡的临界电流强度,以保证稳定的焊接过程和良好的焊接质量。同时,电弧电压应与焊接电流相匹配,以防止产生气孔、飞溅和咬边等焊接缺陷。
3.2.2 焊接速度
在其它焊接条件不变时,随着焊接速度的增加,熔深会逐渐增大并出现最大值,随后会逐渐减小。焊接焊速减小时,单位长度上焊丝的熔敷量增加,熔池体积将随之增大。因为电弧只能加热熔池液态金属,而母材的熔化需要依靠液态金属热传导实现,因此熔深减小熔宽增大。这主要是因为焊接速度过快,单位长度上母材获得的电弧热量将显著降低,熔池形成及熔化速度减小,导致熔深和熔宽均减小。焊接速度过高容易产生咬边。
3.2.3 焊丝伸出长度
焊丝的伸出长度越长,焊丝自身电阻热预热效果越明显,则焊丝的熔化速度越快。这会造成焊丝熔敷量过多,液态熔池过大,使熔深减小,焊缝成形变差,电弧不稳定;焊丝伸出长度过短,电弧距导电嘴过近,易造成导电嘴烧损,同时飞溅金属易堵塞喷嘴。
3.2.4 焊接位置
喷射过渡适用于平焊、立焊、仰焊。进行平焊时,焊接速度、焊缝成形和熔深均受焊件相对水平面的斜度影响。若采用下坡焊(一般工件相对于水平面夹角≤15°),可以适当提高焊接速度,可减少焊缝熔深及余高,有利于薄板的焊接。若采用上坡焊,熔池金属在重力的作用下倒流,可增加焊缝熔深和余高,从而使熔宽减小。而短路过渡方式适用于薄板材料的全位置焊[4]。
4 MAG焊沉淀硬化不锈钢薄板的焊接工艺
4.1 工艺试验
制备沉淀硬化不锈钢 0Cr15Ni5Cu2Ti薄板1 mm、2 mm、3 mm试件各10件,规格100 mm×200 mm,采用福尼斯MAG焊机TPS4000,焊丝S659,φ0.8~φ1.0 mm,分组进行不同板厚、接头方式的MAG焊接参数试验,最终试验出焊缝成形美观且单面焊双面成形的焊缝,如图2所示。
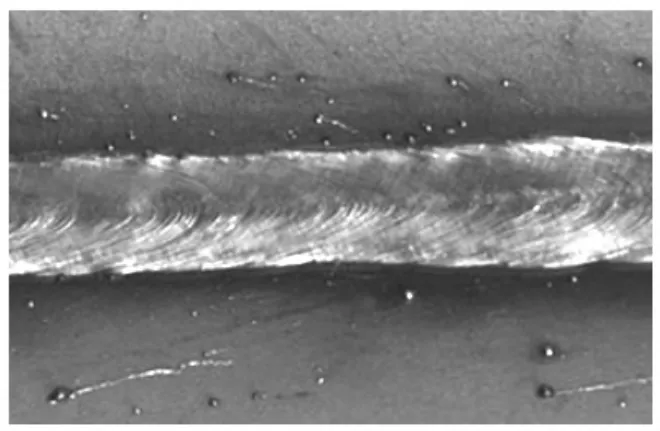
图2 单面焊双面成形的焊缝
焊接试件焊缝质量符合HB5135-2000焊缝检验要求。对试验合格的焊接试件按一级焊缝进行X射线检测、金相检查和抗拉强度试验均符合标准要求。
4.2 工艺参数的确定
MAG焊焊接沉淀硬化不锈钢对于厚度在1 mm、2 mm、3 mm薄板对接、搭接、角接及卷边接头均可以。沉淀硬化不锈钢一般采用短路过渡,焊丝直径为0.8~1 mm.见表3.

表3 沉淀硬化不锈钢短路过渡焊接的焊接工艺
MAG焊主要适用于合金钢和不锈钢等黑色金属的焊接。通常采用直流反接短路过渡和喷射过渡焊接不锈钢。此次焊接试验采用97.5%的Ar+2.5%的CO2混合气体短路过渡对于沉淀硬化不锈钢焊接非常适应。
5 结论
通过对上述MAG焊的工艺研究,充分说明了MAG焊对沉淀硬化不锈钢(1 mm、2 mm、3 mm)薄板材焊接的适应范围,MAG焊与TIG焊的区别和优缺点,MAG焊特别适用于沉淀硬化不锈钢薄板的焊接,采用短路过渡及喷射过渡既能保证焊接质量,又能大大提高生产效。
[1]樊东黎,王广生.热处理手册[M].北京:机械工业出版社,2005:689-692.
[2]杨月玲.TIG/MAG组合焊接技术在锅炉压力容器及管道上应用的工艺特点[J].焊接技术,2006(3):42-43.
[3]美国焊接学会.焊接手册(第二卷)[M].北京:机械工业出版社,1988:224-227.
[4]俞逢英.简明焊工手册[M].北京:机械工业出版社,2005:133-134.
Study on the Technology of Precipitation Havdening Stainless Stell MAG Welding
GE He-wei
(Department of Navy Equipment,Xi’an Shaanxi 710077,China)
MAG(metal active gas arc welding)welding for melting active mixed gas,welding is straight to the wire as melting pole,adoption active gas mixture as shielding gas arc welding method,the main research precipitation hardening stainless steel sheet 1mm,2 mm and 3 mm of MAG welding technology,to develop a set of feasible MAG welding process,so as to improve the efficiency of factory production and processing,for follow-up to lay a solid foundation for a certain type of product batch.
MAG welding;consumable electrode;welding process
TG444
A
1672-545X(2017)08-0093-02
2017-05-18
戈和伟(1976-),男,河北阜城人,本科,工程师,研究方向:航空机载设备。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
山东冶金(2022年3期)2022-07-19
焊接(2021年12期)2022-01-20
作文新天地(小学版)(2021年8期)2021-08-24
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
科技创新导报(2021年33期)2021-04-17
焊接(2020年9期)2020-12-28
重型机械(2020年2期)2020-07-24
电子制作(2019年10期)2019-06-17
科技与创新(2015年9期)2015-06-02