等离子焊接气体保护对焊缝氧氮含量影响研究
2017-10-19 09:21南宏强常耀威段国武
装备制造技术 2017年8期
王 江 ,张 东 ,南宏强 ,常耀威 ,段国武 ,陈 茜
(1.金川集团镍钴研究设计院,甘肃 金昌737100;2.金川集团镍合金有限公司,甘肃 金昌737100)
等离子焊接气体保护对焊缝氧氮含量影响研究
王 江1,张 东1,南宏强2,常耀威1,段国武2,陈 茜1
(1.金川集团镍钴研究设计院,甘肃 金昌737100;2.金川集团镍合金有限公司,甘肃 金昌737100)
为满足纯镍带材加工等特殊的焊接要求,选用等离子焊接装备,保护方式主要为氩气保护。结合现场生产条件,通过开展焊接实验,研究等离子焊接过程中保护效果和影响因素,明确是否需要进一步提供焊接保护措施和方法。通过实验研究表明,气体污染现象在等离子焊接过程中同样存在,等离子焊接过程需要进一步增加其他保护措施,降低气体对焊缝的影响,使焊缝部位气体含量趋于基材或更低,提高焊缝性能。
等离子焊接;保护方式;气体污染;焊缝性能
纯镍可焊性较好,但在焊接过程中,气体杂质污染易引起焊接接头脆化[1]。常温下,纯镍是比较稳定的,随着温度升高,它的性能开始变化,其吸收氮、氧的能力随之明显上升。镍在500℃高温空气中稍微氧化,当温度达到750℃时,则剧烈氧化[3]。随着焊缝含氧量上升,焊缝的抗拉强度和硬度明显升高,而焊缝塑性明显下降,焊缝因氧的污染而变脆。氮在高温液态金属的溶解度随氧的分压增加而增多,氮对焊缝的影响主要是对冲击韧性影响,含氮量增加,使焊缝的冲击韧性明显降低[5-6]。目前在焊接过程中对气体流量变化对焊缝及热影响区吸气量变化没有明确在量化方面的认识[4],通过本研究工作对其影响特点有一定的了解。
因此,通过开展焊接实验,研究等离子焊接过程中保护效果和影响因素,明确是否需要进一步提供焊接保护措施和方法。
1 实验
1.1 实验材料及装置
δ4 mm纯镍NW2201带材,等离子焊机、剪板机、氮氧分析仪、直尺等。
1.2 实验方法及样品制备
结合实际工艺条件,考虑对不同气体保护状态焊接样品进行分析,研究保护气体流量对焊缝氧氮含量的影响。通过调整保护气体比例,开展三组试验进行比对,主要技术条件为:1)设定参数,电流220 A、电压24 V、焊接速度0.4 cm/s不变;2)在保证线能量一定的情况下,对保护气调整,并设定参数和样板编号分别为 1#0 L/min、2#7.5 L/min、3#15 L/min.其中考虑增大比例差距,更有利于表现效果。在焊接镍及镍合金时,为防止热裂纹,应采用较小的焊接线能量[2]。
完成不同气保状态下焊接实验后,对样板进行分条,根据焊接部位和焊接效果的不同,每块样板各取若干样条,并对各样条焊缝部位、热影响区、基体分别进行制样,具体取样情况见图1.1#、2#、3#为焊接样板,1#样板无保护气体,由于焊接效果明显,在其熔滴上取3个气体标准样品;2#、3#每块样板根据焊接部位不同各取三条,分别为头中尾各一条分别表示为 T、Z、W.如图 1(b)所示,每个样条从焊缝部位开始沿一侧进行切割气体试样并编号,0号部位为焊缝,1、2、3为热影响区,4、5 为母材基体部位。为了保证试验结果的准确性,对焊缝气体进行上下两个面同时进行分析,s表示上表面,x表示下表面。
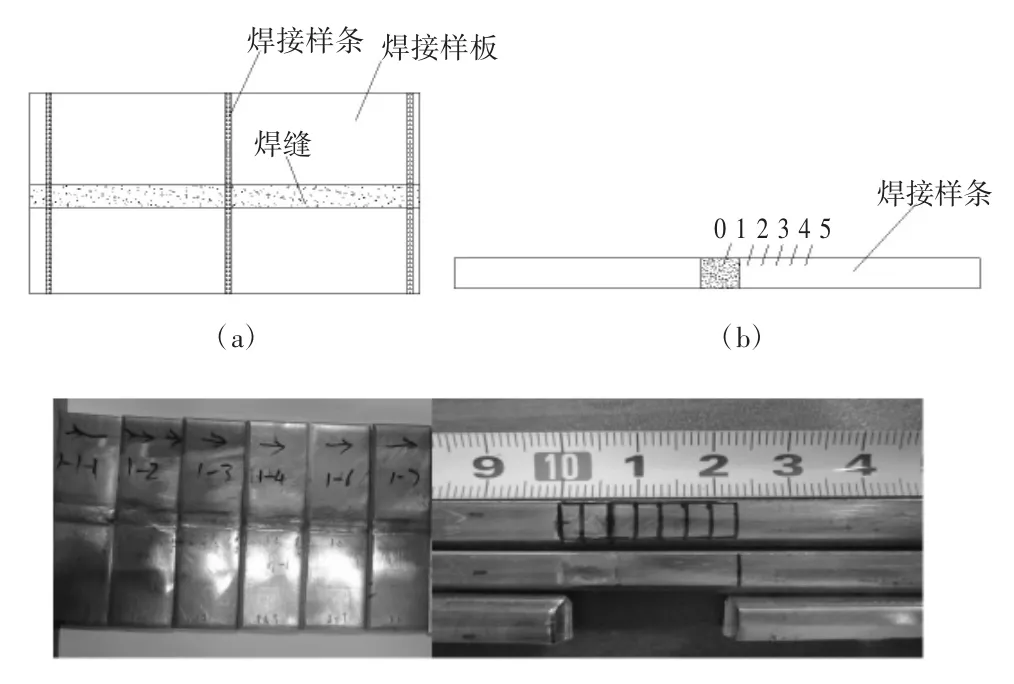
图1 样品编号说明
2 检测结果
1#样板焊接过程中,由于直接与空气接触焊缝直接熔化,对焊缝部位熔滴进行取样分析,测得气体含量如图2所示,氧含量急剧升高,达到0.1%以上,氮含量相较于母材偏高。

图2 1#样板气体含量分布图
对2#样板焊缝部位进行取样分析,氮含量均小于1 ppm,氧含量如图3所示,每根样条气体变化趋势明显,焊缝部位氧含量明显偏高,热影响区部位氧含量略有偏高,母材基体部位氧含量没有明显变化。

图3 2#样板各样条氧含量分布图
对3#样板对焊缝部位进行取样分析,氮含量均小于1 ppm,测得氧含量如图4所示,焊缝部位氧含量明显降低,焊缝热影响区和母材基体没有明显变化。

图4 3#样板各样条氧含量分布图
3 结论
1)通过三种保护气方式检测气体含量变化整体趋势为:随着气体保护加强,焊缝和热影响区氧氮含量逐步降低,氮含量下降明显,在后续两组实验中氮含量的变化基本可以忽略。
2)通过数据显示,在焊接过程中焊缝和热影响区发生吸氧现象,焊缝部位吸氧明显,实际操作过程中,焊接保护气体流量达到合理参数值时,继续增大会影响焊接参数平衡状态,对于基材个别点氧含量浮动的现象考虑可能跟原料有关。
3)实验表明,前期讨论的吸气现象在等离子焊接过程中也存在,需要进一步通过增加其他保护措施,使焊缝部位气体含量趋于基材或更低,提高焊缝性能。
[1]李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005:89-179.
[2]Sindo kou.焊接冶金学[M].2版.北京:高等教育出版社,2012:61-71.
[3]中国机械工程学会.焊接手册(第2卷.材料的焊接)[M].北京:机械工业出版社,2001:644-717.
[4]包 峰,胡世武.离子焊接工艺参数对焊缝成型的控制[J].焊接,1993(12):7-9.
[5]万 军.镍及镍基合金的焊接[J].锅炉制造,2004,8(03):32-34.
[6]姜家仪,郑世锋.纯镍材料焊接工艺优化[J].化工建设工程,2002,24(05):45-47.
[7]杨国辉.进口NSB-162-200纯镍焊接工艺研究[J].电焊机,2005,35(10):58-60.
Effect of Gas Protection on Plasma Oxygen and Nitrogen Content in Welding Seam
WANG Jiang1,ZHANG Dong1,NAN Hon-qiang2,CHANG Yao-wei1,DUAN Guo-wu2,CHEN Qian1
(1.Jinchuan group nickel cobalt Research&Design Institute,Jinchang Gansu 737100,China;2.Jinchuan group Nickel Alloy Co.,Ltd.,Jinchang Gansu 737100,China)
In order to meet the special welding requirements of pure nickel strip processing,plasma welding equipment is adopted,and the main protection mode is argon gas protection.Combined with field production conditions,through welding experiments,the protection effect and influencing factors during plasma welding were studied,and whether or not the welding protection measures and methods needed were further provided.The experimental study shows that there are also in the process of plasma welding plasma welding process gas pollution phenomenon,the need to further increase other protective measures to reduce the influence of gas on the weld,the weld seam gas content tends to base or lower,improve the welding performance.
plasma welding;protection methods;gas pollution;weld performance
TG456.2
A
1672-545X(2017)08-0097-03
2017-05-12
王 江(1983-),男,山西长治人,工学学士,金属材料工程师,从事镍及镍合金加工工艺研究。
猜你喜欢
图学学报(2020年5期)2020-11-13
今日农业(2020年13期)2020-08-24
航空制造技术(2020年11期)2020-07-01
人大建设(2018年11期)2019-01-31
能源(2018年5期)2018-06-15
软件(2017年6期)2017-09-23
火控雷达技术(2016年2期)2016-02-06
国外科技新书评介(2014年11期)2014-12-08
小说月刊(2014年11期)2014-04-18