
啤酒糟产沼气潜力试验研究
2017-11-08 01:39施国中李淑兰孔垂雪
中国沼气 2017年4期
熊 霞, 施国中, 李淑兰, 孔垂雪
( 1.农业部沼气科学研究所, 成都 610041; 2.农业部农村可再生能源开发利用重点实验室, 成都 610041)
项目来源: 中国农业科学院科技创新工程(CAAS-ASTIP)
啤酒糟产沼气潜力试验研究
熊 霞1,2, 施国中1,2, 李淑兰1,2, 孔垂雪1,2
( 1.农业部沼气科学研究所, 成都 610041; 2.农业部农村可再生能源开发利用重点实验室, 成都 610041)
文章以啤酒糟为发酵原料,在厌氧发酵温度35℃±1℃条件下进行序批式沼气发酵试验,发酵历时60 d,总固体TS浓度为6%时,其原料产气率为115 mL·g-1,TS 产气率为139 mL·g-1TS,VS 产气率为149 mL·g-1VS,池容产气率为0.11 mL·mL-1d-1。结果表明,啤酒糟是较好的沼气发酵原料。
啤酒糟; 厌氧发酵; 产气潜力
啤酒糟俗称麦糟、麦芽糟,是由麦芽和不发芽的谷物原料因在糖化中由于不溶解而形成的, 主要是由麦芽的皮壳、叶芽、不溶性蛋白质、半纤维素、脂肪、灰分、极少量的未分解淀粉和可溶性浸出物等组成,大约占啤酒总生产量的四分之一[1-2]。随着我国啤酒年产量不断增加,啤酒酿造过程中的酒糟量也在逐年迅速增加,按每生产l kL啤酒产生0.25 t的湿啤酒糟计,仅2015年我国啤酒糟的产量就接近1200万t。然而,我国对于啤酒糟的处理,目前工厂主要是将湿糟作为粗饲料直接低价出售,其收益甚微,有的则是将啤酒糟直接排入河流,不仅造成严重的环境污染,同时还导致了资源的巨大浪费[3-5]。现阶段,对利用啤酒糟厌氧消化制取清洁高效能源—沼气的研究甚少,若能充分有效地利用啤酒糟厌氧发酵产沼气,既可解决环境污染的问题,还能实现啤酒糟的生物质资源化利用。
在自然界中,沼气发酵原料十分丰富,几乎所有有机物都能作为沼气发酵原料。一般认为,除矿物油和木质素外都能被微生物利用,发酵产生沼气[6]。啤酒糟作为由大麦为原料加工制取啤酒后的主要副产物,理论上可以作为厌氧发酵原料,产生沼气。沼气发酵是一系列微生物生命活动的结果,需要多种发酵条件配合才能正常的进行,其中主要的影响因素之一是原料的碳氮比。一般认为C /N 在(20~30)∶1时,比较适合沼气发酵。由表1原料及接种物的基本特性中可知,啤酒糟的C/N为22∶1,从这方面来说啤酒糟是很好的发酵原料。
1 材料与方法
1.1 试验材料
发酵原料为干啤酒糟,取自贵州某酒厂。接种物为实验室长期驯化的厌氧发酵活性污泥。经测定,原料及接种物各自的基本特性见表1。
1.2 试验装置
试验装置主要由发酵瓶、控温装置和集气装置3部分组成。发酵瓶采用容积为1000 mL(有效容积800 mL)的富光牌塑料瓶;控温装置是型号为SHH.W21 600型的恒温水浴锅,控温精度为±1℃;集气采用排水集气法,集气装置为橡胶塞密封的1000 mL 广口瓶;用橡胶导管和玻璃导管将发酵瓶与集气瓶相连接,在取气装置处采样进行气体成分测试,如图2所示。

表1 原料及接种物的基本特性

1.恒温水浴锅; 2.发酵瓶; 3.橡胶管; 4.取气装置; 5.集气瓶图2 厌氧发酵装置图
1.3 试验方法
1.3.1 试验设计
试验采用中温35℃±1℃ 序批式发酵工艺进行厌氧发酵试验。试验分别设3个平行组,1个空白对照组。试验组为配制成总固体TS浓度为6%,30%体积的接种物,总有效体积为800 mL 的混合发酵物;空白对照组为仅加接种物,补加清水至800 mL刻度线的混合发酵物。搅拌均匀后,在相同的环境下,进行为期60 d厌氧发酵试验。
1.3.2 测试项目
(1)产气量测定:排水集气法每天定时记录(每日用量筒测量水的体积以确定产气量)。
(2)TS(总固体含量)测定:采用烘干恒重法测定,将样品在105℃±5℃下烘至恒重,计算样品除水分后干物质的质量分数[7]。
(3)VS(挥发性固体含量)测定:采用重量法测定,将TS测定后恒重的总固体在600℃下烧至恒重,计算挥发性物质的质量分数[7]。
(4)甲烷含量测定: 采用GC122型气相色谱仪每天定时测定。
(5)pH 值:采用pHS-3C型pH计测定。
(6)C,N 元素含量: 采用Euro EA300 元素分析仪测定。
(7)粒径测定:随机从原料中选取最大颗粒3份,用游标卡尺进行测量,取平均数。
2 结果与讨论
2.1 日产气量分析
啤酒糟厌氧发酵日产气量( 实验组日产气量减去对照组日产气量的余值)连线图,如图3中所示。由图3可知,整个啤酒糟厌氧发酵实验,历时60天,日平均产气量为85.2 mL,累计产气量为5112.2 mL。
总体上来看,发酵过程符合沼气发酵的一般规律,产气量先是逐渐上升,达到最高峰后再逐渐减少,直到发酵结束。从日产气量曲线看,整个发酵过程共出现2个产气高峰,可能是由啤酒糟的组成成分特性引起的。随着发酵的进行,啤酒糟厌氧发酵日产气量逐渐增加,在第18天达到最高峰(270 mL),这可能是因为啤酒糟中的蛋白质和淀粉等易分解物质被厌氧微生物优先转化为沼气; 随后啤酒糟发酵日产气量逐渐降低,在第37天降至23.8 mL; 之后开始上升,在第40 天出现了第2个高峰,也就是峰值82 mL,这可能是随着时间的推移啤酒糟中的部分纤维素等难降解物质部分降解;随之产气量又逐渐减少,到第43天日产气量减少至52 mL;最后从第44~60天,日产气量降至50 mL以下,在12~41 mL之间小范围波动,试验终止。

图3 啤酒糟厌氧发酵日产气量
2.2 产气速率分析
对试验中的累积产气量进行统计,结果见表2。由表2可以看出,在整个发酵过程中,前10 d产气较慢,仅占总产气量的16.94%;发酵11~15 d,共产气1002 mL,占总产气量的19.60%;发酵16~20 d,共产气1071 mL,占总产气量的20.95%;发酵21~25 d,共产气677.5 mL,占总产气量的13.25%;发酵25~30 d,共产气388.5 mL,占总产气量的7.60%;发酵30~60 d,共产气1107 mL,占总产气量的21.65%。从以上规律可知,啤酒糟厌氧发酵的产气周期主要集中在11~25 d,而最快产气阶段主要集中在16~20 d。以上分析表明,在发酵后16~20 d,沼气发酵系统中微生物活跃程度达到最高峰,原料中的有机物被厌氧微生物快速有效地降解,产生大量甲烷、二氧化碳等气体。
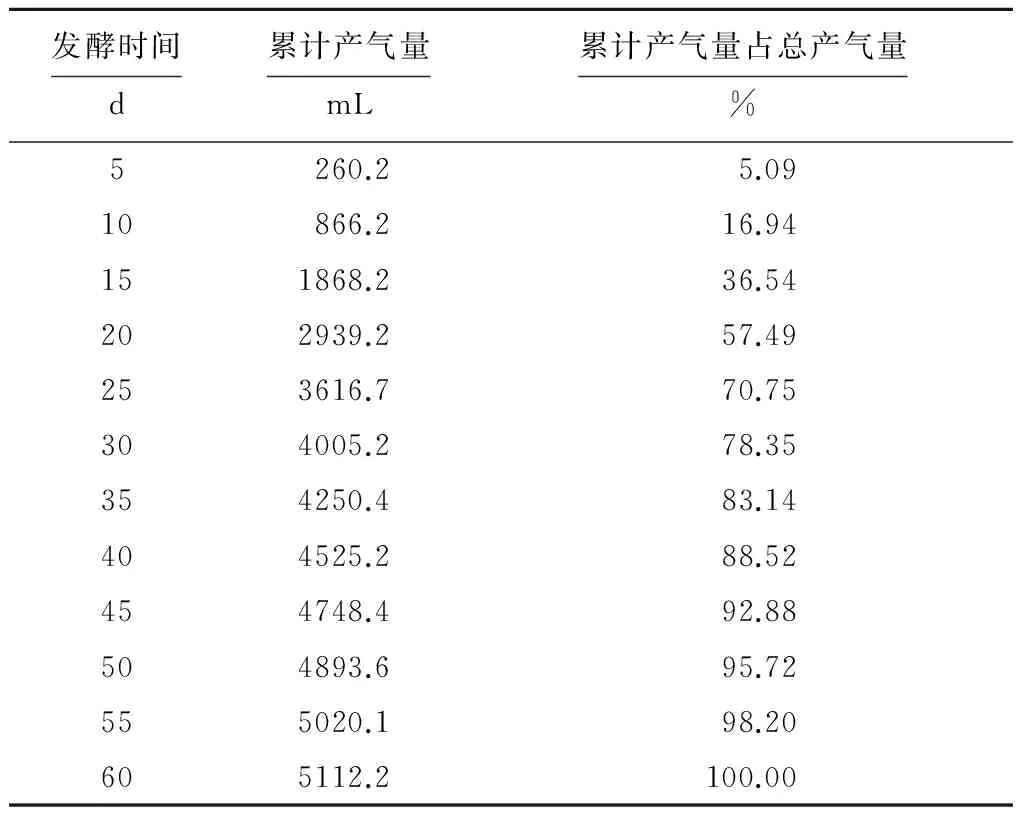
表2 累计产气量
2.3 甲烷含量分析
图4是啤酒糟厌氧发酵产生沼气中甲烷含量的变化图。从图4中可以看出,甲烷含量在厌氧发酵的初始阶段含量都很低,这主要是由于在初始阶段产甲烷菌的活性不高,主要是以产酸菌的活动为主,因此出现甲烷含量较低的现象;在厌氧发酵第5天左右,沼气中甲烷的含量已经达到较高水平,此时主要是由于产甲烷菌在利用底物分解后的小分子的组分,进行迅速的生产繁殖及产生甲烷;厌氧发酵的第12天,沼气中的甲烷含量达到51%,且此后甲烷含量一直保持在50%~62%之间,这是因为随着反应的进行,产酸菌和产甲烷菌的生长繁殖趋于稳定平衡;在厌氧反应的后期,沼气中的甲烷含量有下降的趋势,发酵原料大部分已经被利用,产酸菌生长繁殖速率下降,这是由于产酸菌产生的代谢产物可能满足不了产甲烷菌的需求。
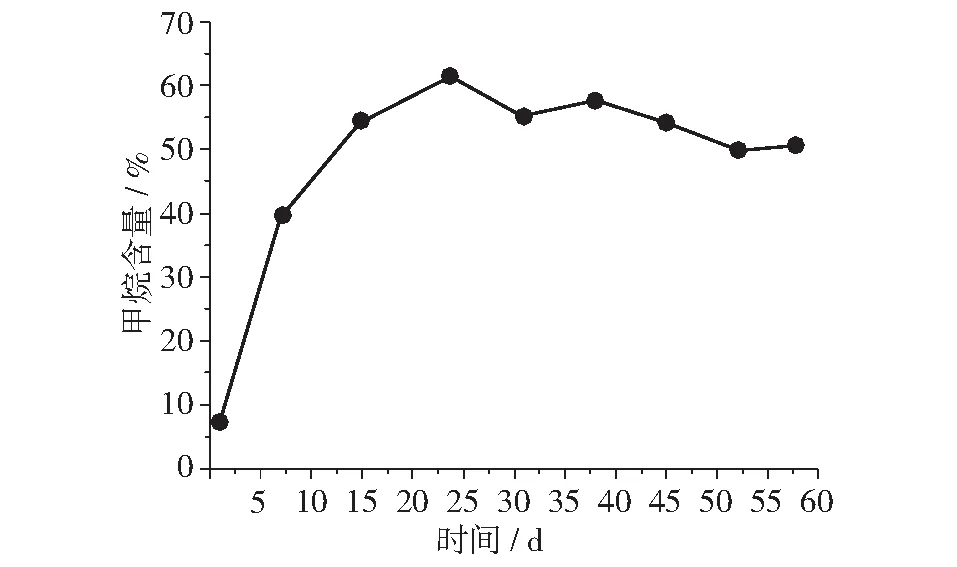
图4 啤酒糟厌氧发酵甲烷含量
2.4 产气潜力分析
通过啤酒糟的TS含量,VS含量,发酵瓶有效容积和总产气量可以计算出原料的TS 和VS 产气率、原料产气率及池容产气率,结果见表3。

表3 啤酒糟6%TS发酵浓度的产气潜力指标
3 结论
通过以30%污泥为接种物,啤酒糟为发酵原料,设定发酵TS浓度为6%,严格控制发酵温度(35℃±1℃),将实验组与空白组发酵60 d 产气效果进行了分析,得出以下结论:
(1) 在整个发酵过程中,啤酒糟发酵日平均产气量85.2 mL,共产气5112.2 mL,经过计算啤酒糟的原料产气率为115 mL·g-1,TS 产气率为139 mL·g-1TS,VS 产气率为149 mL·g-1VS,池容产气率为0.11 mL·mL-1d-1,且产气质量较高,甲烷含量在50%以上。由此可见,啤酒糟沼气发酵是可行的,且其原料产气率、池容产气率和甲烷含量较高,具有较好的工程应用基础。
(2) 以啤酒糟为发酵原料,产气启动较快,发酵25 d,共产气3616.7 mL,占总产气量的70.75%。由此可知,啤酒糟的主要产气阶段集中在前25 d,具有较短的原料停留时间,在实际工程中,可根据工程设计要求和利益最大化原则,将水力停留时间设计为25 d。
此次研究仅对啤酒糟的产气潜力进行了研究,为啤酒糟的无害化处理提供了一种新的思路。后期还需要对啤酒糟沼气工程的工艺和参数进行进一步的优化研究。
[1] 王家林,王 煜.啤酒糟的综合应用[J].酿酒科技,2009(7):99-102.
[2] 于政道,付 状,徐宇鹏,等.秸秆、牛粪与啤酒糟混合厌氧发酵特性的研究[J].河南农业大学学报,2015,49(5):662-665.
[3] 邹 正,陈力力,王雅君,廖杰琼.啤酒糟发酵应用[J].China Brewing,2011(10): 20-23.
[4] 郭萌萌,赵建德,杜金华.啤酒糟在国内外食品加工中的利用现状[J].China Brewing,2013(32): 24-27.
[5] 叶春苗,王子丹.啤酒糟综合利用研究现状[J].农业科技与装备,2015(3): 63-64.
[6] 徐曾符.沼气工艺学[M].北京: 农业出版社,1981: 68.
[7] 国家环保局.水和废水监测分析方法[M].北京:中国环境科学出版社,1989.
BiogasPotentialofBrewer’sGrain/
XIONGXia1,2,SHIGong-zhong1,2,LIShu-lan1,2,KONGChui-xue1,2/
(1.BiogasInstituteofMinistryofAgriculture,Chengdu610041,China; 2.LaboratoryofDevelopmentandApplicationofRuralRenewableEenry,MinistryofAgriculture,Chengdu610041,China)
Brewer’s grain was anaerobically fermented in sequencing batch reactor for 60 d under constant temperature of 35℃±1℃. The results showed that, under the fermentation TS concentration of 6%, the gas production potential of raw material was 115 mL·g-1, and that of TS was 139 mL·g-1,and 149 mL·g-1for VS。The volumetric gas production was 0.11 mL·mL-1d-1.
brewer’s grain; anaerobic fermentation; biogas yield
2017-05-12
熊 霞(1985-),女,四川眉山人,硕士,主要从事农村能源的研究工作,E-mail:4483962512@qq.com
施国中,E-mail:brtc666@163.com
S216.4; X703
A
1000-1166(2017)04-0033-03
猜你喜欢
煤气与热力(2021年12期)2022-01-19
环境卫生工程(2021年5期)2021-11-20
新传奇(2020年40期)2020-10-23
Defence Technology(2019年6期)2020-01-07
意林·全彩Color(2019年8期)2019-11-13
小天使·五年级语数英综合(2019年6期)2019-06-27
中国资源综合利用(2018年12期)2019-01-08
中国沼气(2018年5期)2018-12-01
领导文萃(2017年10期)2017-06-05
浙江农业科学(2016年11期)2016-05-04
