Al-Mg-Si合金导体二次转角连续ECAE成形的可行性模拟
2017-11-10 07:26周天国吴晓玉柯长奋张方方
沈阳大学学报(自然科学版) 2017年5期
周天国,吴晓玉,柯长奋,张方方
(沈阳大学 机械工程学院,辽宁 沈阳 110044)
Al-Mg-Si合金导体二次转角连续ECAE成形的可行性模拟
周天国,吴晓玉,柯长奋,张方方
(沈阳大学 机械工程学院,辽宁 沈阳 110044)
借助DEFORM-3D模拟软件,模拟了二次转角ECAE动态成形Al-Mg-Si合金第1道次应力应变及温度场分布.其最大等效应力为141 MPa,应变为31.4,变形温度为415 ℃,基本与一次转角连续ECAE成形的第2道次相等.效率可达到常规连续ECAE的二倍,因此,本研究对开发Al-Mg-Si合金二次转角连续ECAE成形新工艺具有重要意义.
二次转角ECAE成形;有限元分析;Deform-3D;Al-Mg-Si合金
动态时效连续等径角挤压(ECAE)成形有利于合金中强化相元素的快速析出和完全析出,大大提高合金元素Mg、Si从铝基体中的析出速度,经冷拔加工和最终人工时效工艺改变Al-Mg-Si合金导线中强化相Mg2Si的形貌和分布,从而综合提高Al-Mg-Si合金导线的力学性能和导电性能,制备新一代高性能AL-Mg-Si合金架空导线[1-4].由于ECAE加工过程的特点:加工过程中材料变形存在不均匀性,一般情况下要通过多道次,至少4道次ECAE成形才能使材料的组织趋于均匀化[5-7];加之本研究的连续ECAE成形连续转动的挤压轮槽壁和导体材料之间的摩擦力代替常规ECAE成形的凸模提供驱动力,连续ECAE成形力为柔性挤压力,材料的加工速度和变形体的尺寸将受到限制,生产效率不高.要制备性能均匀的材料需进行多道次连续ECAE成形,所需的工序道次多、工序较烦琐、设备投资大,生产线长、能耗高,生产效率相对较低,其单道次ECAE成形原理如图1a所示.为了降低设备投资和提高生产效率,本文研究二次转角连续ECAE成形技术,其基本原理如图1b所示,从图1b可以看出,在设备结构上二次转角连续ECAE成形相比于一次转角ECAE成形,二次转角ECAE成形工艺更简便,只需要1道次的成形,就可以实现2道次一次转角ECAE成形,如果可以实现的话,连续ECAE材料制备的道次数可以减少一倍,具有良好的价值和实际应用意义.由于二次转角ECAE成形是在一次转角连续ECAE成形后直接进行下一道次的连续ECAE成形,其变形过程的应力-应变及其分布、大小如何,直接影响设备与工模具的受力状态以及二次连续ECAE实验能否顺利进行.采用直接实验的方法,具有盲目性和高成本等风险.为了科学开发二次转角连续ECAE成形的技术,减少实验研究的盲目性,节约实验成本,本文拟对二次转角ECAE成形Al-Mg-Si合金导电材料进行二次转角ECAE变形过程的等效应力-应变的分布进行数值模拟,以期为实验研究提供科学的理论指导.

图1 连续ECAE成形原理示意图Fig.1 Continuous ECAE principle diagram of single turn(a) and double turns(b)(a)—一次转角;(b)—二次转角.
1 有限元模型的建立
二次转角ECAE挤压的成形装置基本原理如图1b所示.装置由ECAE凸模A、ECAE凸模B、导向轮和ECAE凹模几个部分组成.连续ECAE成形过程:在旋转的导向轮作用下,坯料杆进入由ECAE凸模A和ECAE凸模B构成的型腔中,坯料杆在旋转的凸模A槽壁摩擦力的作用下,铝合金杆不断向前运动,到达挡块处,流动方向改变90°;在遇到下一档块时流动方向又改变90°,铝合金杆在ECAE凹模内拐角处发生2次大剪切变形而连续不断从ECAE凹模一侧挤出,从而实现Al-Mg-Si合金导电材料的二次转角ECAE成形.
本试验借鉴已经过验证的一次转角ECAE模拟的有限元模型参数,选用材料为Al-Mg-Si合金,在Deform-3D材料库中选取该合金的屈服应力,弹性模量,泊松比和导热系数,其值分别为83.6 MPa,69 GPa,0.33和230 W·m-1·K-1.ECAE凸模和导向轮添加转动载荷,方向相反.其余工件均为固定.之后定义工件和模具间的接触参数:摩擦系数和热传导因数.本实验中工件为塑性,其他为刚性忽略其弹性变形.工件采用四面体单元划分网格,其初始单元数为3(4)9977.
2 模拟参数的设定
模拟参数的设定也选用课题组先前成功模拟的一次转角ECAE成形过程的参数,设定最优工件、ECAE凸模A、ECAE凸模B、导向轮和ECAE凹模几个部分的初始温度为220 ℃,挤压轮转速为10 r·min-1.表1所示为工件与ECAE成形装置各部分之间的摩擦系数.

表1 模拟用摩擦系数Table 1 Friction coefficient used for simulation
3 多道次有限元模拟结果与分析
3.1连续ECAE多道次成形变形区应力、应变与温度分布
图2~图4分别是连续ECAE多道次成形变形区的应力、应变和温度分布.从图2~图4可以看出,第1道次最大等效应力为132 MPa、第2道次的最大等效应力为141 MPa(见图2);连续ECAE成形最大等效应变由1道次的11.7增加到2道次的32.1(见图3);而变形区的最高温度由第1道次335 ℃,第2道次441 ℃(见图4);随着ECAE变形道次的增加,变形区等效应力、等效应变和温度的最大值都不断增大,均匀性增加,但增加的趋势逐渐趋缓.

图2 连续ECAE多道次成形Al-Mg-Si合金变形区的等效应力分布Fig.2 Equivalent stress distribution of deformation zone of Al-Mg-Si alloy prepared by continuous ECAE forming
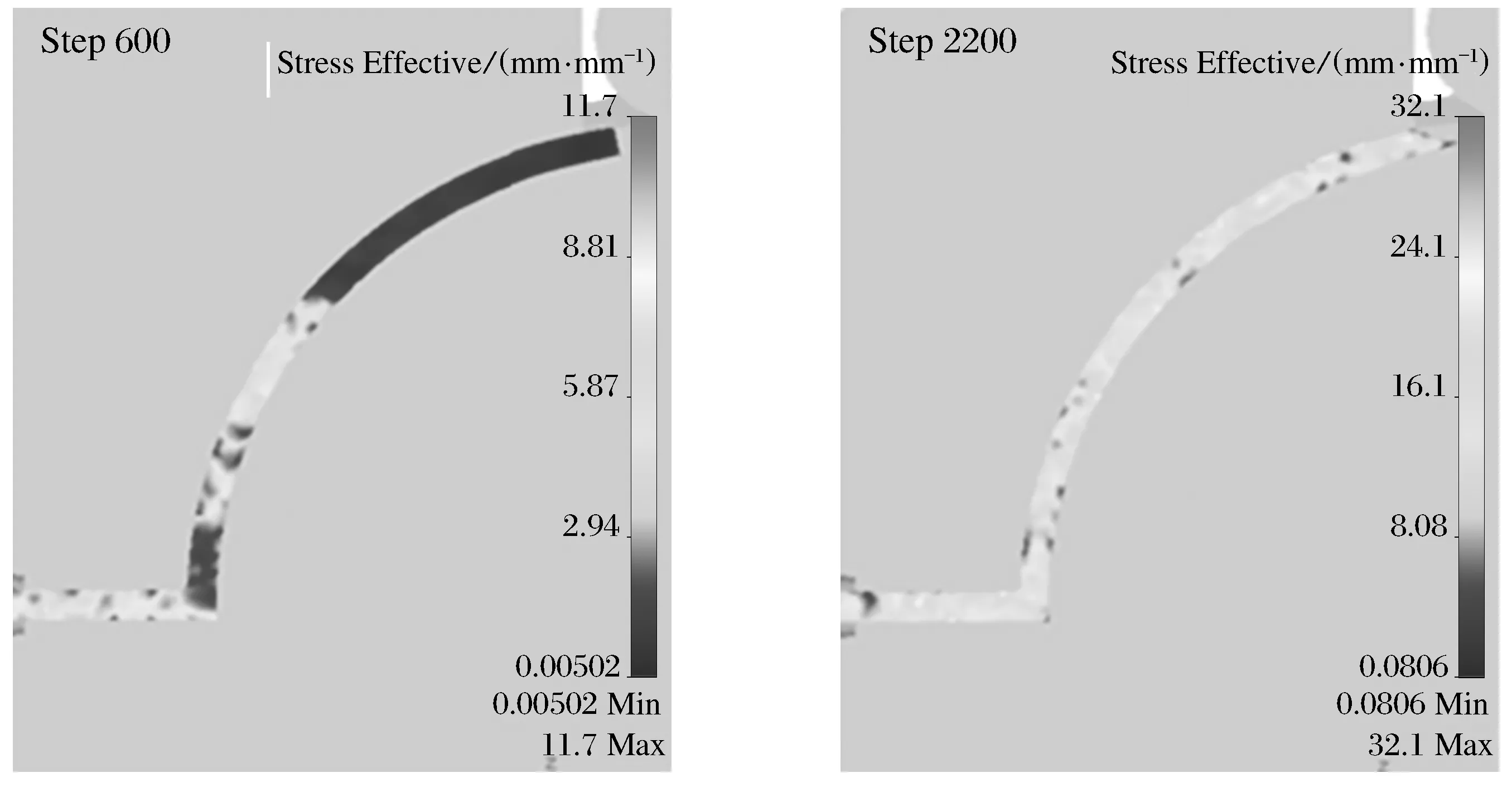
图3 连续ECAE多道次成形变形区的等效应变分布


图4 连续ECAE多道次成形变形区的温度分布

从图3可以看出,温度随着道次的增加等效应变的分布趋于均匀化.第1道次时在弯曲阶段有一部分没有受到大的剪切变形表现为等效应变较小,而在第2道次由于等效应变的累积,在各个阶段的等效应变的分布趋于均匀.主要是第1道次ECAE成形变形不均匀性较大,随着道次的增多,变形逐渐由局部向整体深入,实现第2道次的分布较第1道次的均匀.这是因为,随着挤压道次的增加,逐渐由局部向整体深入,第4道次基本均匀分布.由于变形程度的不断增加,金属变形的剪切变形、内摩擦及强度的增大,导致变形热不断增大.对于等效应力而言,一方面,由上一道次积累的等效应力以及残余的等效应力会对下一道次产生一定的阻碍作用,进而等效应力不断提高,但是随着道次的增加晶粒不断细化,工件变形阻力也逐渐的减缓;另一方面,随着挤压道次增加,材料加工硬化也随着加大,导致等效应力的增加,但由于道次增多,材料的变形温度也升高(见图4),导致材料发生完全回复并且有大部分的再结晶,导致材料的强度下降,所以幅度逐渐减小.连续BCAE动态时效成形过程中最大等效应力不超过148 MPa,连续ECAE动态时效成形的型腔和模具材料均采用热作模具钢生产,设备与工模具具有足够的强度和刚度,可保证连续ECAE成形中不因变形区金属变形抗力的增大而导致工、模具的破坏,能保证连续ECAE成形能连续、安全进行.
3.2二次转角连续ECAE成形变形区的应力应变温度分布
图5为1道次二次转角连续ECAE成形变形区的等效应力-应变和温度分布,从图5可以看出,第1道次二次转角连续ECAE成形变形区的最大等效应力为141 MPa,等效应变为31.4,变形温度为415 ℃,与一次转角连续ECAE成形的第2道次变形区的最大等效应力141 MPa、应变32.1、变形温度441 ℃基本相当.但对整个变形速度而言,在采用相同尺寸与初始配料温度相同的情况下,其挤出速度二次转角连续ECAE成形为Step 780,而常规连续ECAE成形第2道次为Step 2200,二次转角连续ECAE成形速度基本可达到常规连续ECAE成形效率的2倍.有利于减少设备和工艺投资,具有更大的研究价值.

图5 二次转角连续ECAE成形Al-Mg-Si合计变形区的应力应变分布及温度分布

4 结 论
(1) 当坯料挤压温度为220 ℃、挤压轮转速为10 r·min-1时,二次转角连续ECAE成形变形区的最大等效应力为141 MPa,、应变为31.4,变形温度为415 ℃,变形区变形应力较低,可保证二次转角连续ECAE成形中不因变形区金属变形抗力的增大而导致工、模具的破坏,能保证二次转角连续ECAE成形的顺利进行;
(2) 二次转角连续ECAE成形变形区的最大等效应力、应变和温度分别为141 MPa,31.4和415 ℃,基本与一次转角连续ECAE成形的第2道次变形区的最大等效应力、应变和温度(141 MPa,32.1和441 ℃)基本相当,二次转角连续ECAE成形具有较高的效率.
[1] SEGAL V M.Mechanics of continuous equal-channel angular extrusion[J].Journal of Materials Processing Technology,2010,210(3):542-549.
[2] Cai M,Field D P,Lorimer G W.A systematic comparison of static and dynamic ageing of two Al-Mg-Si alloys[J].Materials Science &Engineering A,2004,373(1):65-71.
[3] YANG M X,ZHANG F F,ZHOU T G,et al.Finte element analysis of the continuous dynamic ECAE forming process of Al-Zr resist heat alloy[C].International conference on Materials science and application,2015,2:998-1003.
[4] 周天国,张方方.时效处理对连续ECAE动态成形Al-Mg-Si合金导体组织和性能的影响[J].沈阳大学学报(自然科学版),2016,28(4):259-263.
ZHOU T G,ZHANG F F.Effect of aging treatment on microstructure and properties of Al-Mg-Si alloy conductors prepared by continuous dynamic ECAE forming[J].Journal of Shenyang University(Natural science),2016,28(4):259-263.
[5] UTSUNOMIYA H,HATSUDA K,SAKAI T,et al.Continuous grain refinement of aluminum strip by conshearing[J].Materials Science &Engineering A,2004,372(1/2):199-206.
[6] RAAB G J,VALIEV R Z,LOWE T C,et al.Continuous processing of ultrafine grained Al by ECAP-Conform[J].Materials Science &Engineering A,2004,382(1/2):30-34.
[7] 周天国,陈甜甜,张方方.多道次控温ECAE动态成形Al-Mg-Si合金导体的可行性[J].沈阳大学学报(自然科学版),2017,29(1):1-5.
ZHOU T G,CHENG T T,ZHANG F F.Feasibility of Al-Mg-Si alloy conductors prepared by mulita-pass dynamic aging ECAE forming with temperature control[J].Journal of Shenyang University (Natural science),2017,29(1):1-5.
SimulationonPossibilityofAl-Mg-SiAluminumAlloyPreparedbyDoubleTurnContinuousECAEProcess
ZhouTianguo,WuXiaoyu,KeChangfen,ZhangFangfang
(College of Mechanical Engineering,Shenyang University,Shenyang 110044,China)
The stress-strain and temperature distribution of Al-Mg-Si alloy prepared bydouble turn continuous ECAE forming were simulated by using DEFORM-3D software.The maximum equivalent stress is 141 MPa,strain is 31.4 and temperature in the deformation zone is 415 ℃.The results show that the distribution of equivalent stress-strain and temperature of deformation zone prepared by double turn ECAE forming is almost equal to that prepared by No.2 continuous ECAE forming.The efficiency of double turn continuous ECAE forming is two times higher than that of continuous ECAE.So it is of great significance of this research on developing double turn continuous ECAE forming new technology for Al-Mg-Si aluminum alloy conductors.
double turn ECAE forming;simulation;DEFORM-3D;Al-Mg-Si alloy
2017-04-05
国家自然科学基金资助项目(51174139).
周天国(1964-),男,重庆人,沈阳大学教授,博士后研究人员.
2095-5456(2017)05-0345-05
TG 156
A
【责任编辑:胡天慧】
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
精密成形工程(2023年1期)2023-02-02
中学生数理化·七年级数学人教版(2021年9期)2021-11-20
模具制造(2021年8期)2021-10-20
模具制造(2019年10期)2020-01-06
解放军健康(2017年5期)2017-08-01
工业设计(2016年12期)2016-04-16
探测与控制学报(2015年4期)2015-12-15
锻压装备与制造技术(2015年1期)2015-06-07
武汉科技大学学报(2012年6期)2012-01-29