
基于CAXA的复杂形状线切割的加工
2017-12-06 05:30王建国
电子测试 2017年21期
王 兴,张 芹,王建国
(安徽三联学院机械工程学院,安徽合肥,230601)
基于CAXA的复杂形状线切割的加工
王 兴,张 芹,王建国
(安徽三联学院机械工程学院,安徽合肥,230601)
本文通过CAXA线切割这个软件对复杂图像进行处理,利用CAXA线切割软件对图像处理后生成的程序代码,然后通过线切割机床进行加工,从而提高了零件的设计和加工工件的效率,也使数控编程人员的工作得到了简化,并且也解决了生产中各种复杂形面的加工。
CAXA;线切割;复杂形状的加工
1 线切割加工基本工艺
1.1 切割速度CAXA电子图版画出所需要的图形,然后再转化到CAXA线切割加工软件中进行更近一步的操作。
线切割速度可分为高速和低速两种,我国用的基本上都是高速走丝进行零件的加工。现在大部分的线切割加工中心都是用高速走丝机床进行工件的线切割加工。不仅降低了生产成本,工作效率也很高,而且加工出来的工件的质量也有保障。

图1 CAXA线切割CAM功能流程图

图2 T125大臂零件图
1.2 加工精度
(1)有形状的精度。
(2)形位和定位精度。
(3)一些会影响线切割加工精度的因素等等。
1.3 工件毛坯的准备
(1)首先进行钻孔加工。
(2)再对坯料进行各种热处理。
(3)选择所需要的材料。
(4)对基准面进行精确的选择。
(3)轨迹跳步:当同一个零件具有好几个加工的轨迹时,为了确保每个轨迹之间的相对位置固定,来便于切割出符合要求的零件,CAXA线切割轨迹生成模组提供了轨迹跳步功能。这个功能是是通过所谓的跳步线把每个加工轨迹连成只有一个跳步轨迹,这样,加工轨迹就简单明了,可以很清晰的了解加工的实时路径了。
(4)轨迹仿真:在生成加工轨迹以后,系统可以对加工轨迹进行加工仿真,加工仿真有动态和静态仿真这两种。在凹凸模的
2 CAXA线切割软件的基本工作流程
零件设计→轨迹生成→代码生成→代码传输与后置设置。
(1)零件设计:利用CAXA电子图版进行图形绘制是线切割编程加工的基础。
(2)轨迹生成:CAXA线切割轨迹生成模组包括轨迹生成、轨迹跳步、取消跳步、轨迹仿真和查询切割面积5项内容。这个是基于CAD已完成的图形,再转化成CAXA图形,然后对其进行相应的操作已完成工件的加工。这首先要在CAD中画好所需要的图形,或者在加工轨迹都完成后,可以进行对加工轨迹的仿真,在CAXA软件中选择线切割设置的轨迹仿真功能,拾取所有的加工轨迹,然后系统就是自动生成轨迹仿真图。其中,动态仿真图比较直观的表现出加工轨迹的实际运动,而且非常简洁明了,特别容易观察。轨迹仿真图是用线框的形式把轨迹圈出来,动态轨迹仿真图是最常用的一种轨迹仿真。
(5)代码生成:如果想得到线切割机床的数控程序,则要进行代码生成处理。代码生成简单说就是跟特定机床相结合,把系统生成的加工轨迹转变成所需要的机床代码。这种生成的机床代码直接就可以被控制器解读出来(不需要进行其他的转变),这样就能够来控制整个机床的动作了。CAXA线切割代码生成模组包括:可以生成相应的B代码,也可以生成对应的G代码。
(6)代码传输与后置设置:CAXA线切割代码传输与后置设置模组可分为代码传输与后置设置两大部分。后置设置包括机床设置、后置设置等功能。机床设置是为了能让机床正确的进行线切割的加工,能够按照自己设定的要求去切割工件,保障机床的稳定性。后置设置和机床设置完成后,就可以对工件进行切割了,在准备工作都完成后,进行手动穿丝等步骤,然后就可以对所需要加工的工件进行完整的线切割加工。
3 基于CAXA线切割XP的T125大臂展开凸凹模加工
3.1 线切割凸凹模工艺参数的确定
(1)坯料的选择
①毛坯材料:钢件
②坯料尺寸:160*55*10mm
(2)凹凸模加工路径的确定

图3 高速走丝切割顺序
如图所示,按照1→2→3→4的顺序,在高速走丝机床中采用一次切割成型,如果在在低速走丝机床上,则就要采用粗、半精、精、超精4次切割成型来完成线切割的加工。
(3)确定线切割凹凸模的电参量
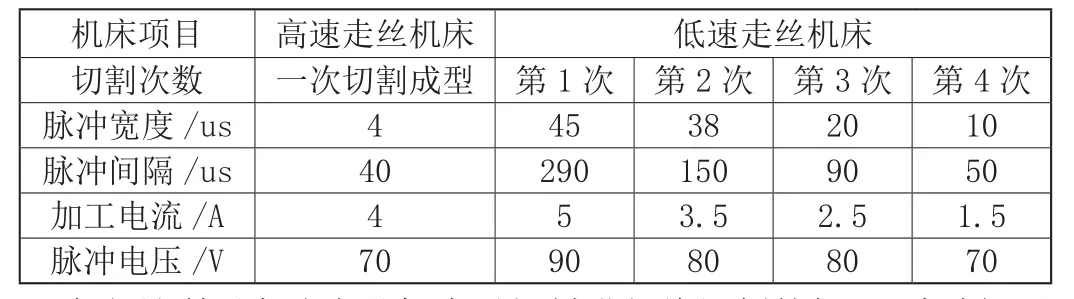
表1 切割凹凸模的电参量
本文是利用高速走丝机床对坯料进行线切割的加工。脉冲间隔为40us,加工电流为4A,脉冲电压为70V。
(4)电极丝的选择

表2 电极丝的选择
本次加工采用高速走丝机床,机床的钼丝的直径为0.18mm。
(5)偏移量/补偿值的确定

表3 切割凹凸模的补偿量
切割凹凸模的补偿量:本次加工采用一次切割成型,电极丝的半径为0.09mm,补偿值为0.1mm。
(6)工作液的选择
在进行线切割时,床采用DX-1型或其他类型专用乳化液作为工作液,这是高速走丝机床的要求。低速走丝机床则采用去离子水作为工作液,与高速走丝机床不一样。
3.2 轨迹仿真
(1)打开高速走丝机床凹凸模轨迹文件。
(2)单击主菜单【线切割】→【轨迹仿真】。
(3)设置【轨迹仿真】立即菜单,轨迹仿真图如下图4所示。

图4 轨迹仿真图
3.3 代码生成及其传输
(1)生成前,进行机床设置和后置设置。
(2)生成3B代码
① 打开已保存的高速走丝机床的凹凸模的轨迹文件。
② 单击主菜单【线切割】→【生成3B代码】。
③ 在【生成3B加工代码】对话框输入文件名保存。
④ 设置【生成3B代码】的立即菜单。
⑤ 拾取凹凸模的跳步轨迹。
⑥ 单击鼠标右键,系统会按各轨迹拾取的先后顺序自动生成跳步的3B代码。
3.4 凸凹模的线切割加工及检验
(1)下料:下料的方法是反复或异向锻造,退火,刨面,磨上下平面和基面,所用的材料为钢板。
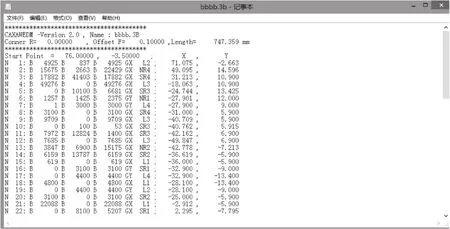
图5 生成代码
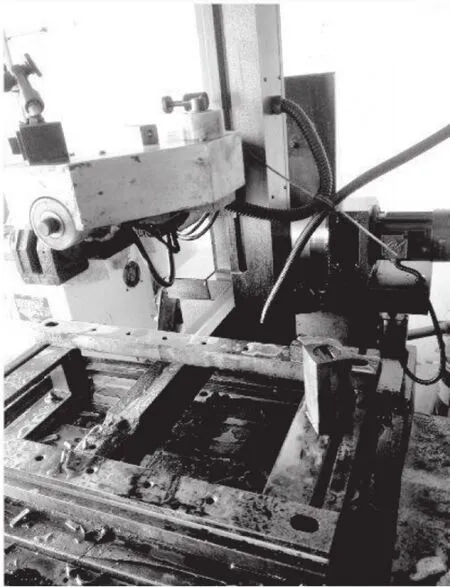
图6 线切割加工机床
(2)按所示位置,对各个穿丝孔按尺寸进行划线,打样冲眼。然后在钻台上用直径为5mm的钻头钻出三个孔。
(3)热处理:将尺寸为160*55*10mm,材料为钢的工件进行淬火与回火处理。
(4)磨:磨6个面达到设计的要求,磨削两个基面(水平面和垂直面)的目的是为了线切割加工时的找正。
(5)装夹、校正、固定:将坯料放在工作台上,夹紧。用百分表测量坯料表面,确保坯料方正。用定位块校正坯料坯料的两个面分别于x,y轴平行,然后固定夹紧。校正块就是为了让坯料正确的放置位置,是坯料所在的平面为平行面,以放置切割坯料时出现偏差和错误。当坯料的位置都确定正确的放置好和夹紧后,就可以进行手动穿线了,接着就可以进行线切割的操作。
(6)电极丝的定位及穿丝:将电极丝传入直径为5mm的穿丝孔中,然后采用手动按线找正,将电极丝移动到第一个穿丝点的孔中间,并调整电极丝的张紧力。电极丝穿孔的位置坐标与电脑控制系统显示的坐标一致。
(7)切割:在用高速走丝机床加工T125大臂展开凹凸模的过程中,右边凹模加工完毕后,应先将钼丝抽出,按回车键,机床自动移动到中间的凹模穿丝孔处,再穿好丝后进行切割加工,直至加工完毕。
在加工第一个孔时,需要手动穿丝,在所有准备都完成后,就可以进行切割,在切割前,也要做好安全措施,要用专门的遮挡物挡住,以免受到危险。然后,观察线切割的加工过程,并且给以记录。

图7 计算机控制系统与线切割机床接受代码设备

图8 T125大臂加工成型零件图
4 结论
本文对T125大臂展开凹凸模进行线切割的加工,是依靠CAXA线切割软件和线切割机床来进行加工的,整个过程直观的反映出是如何利用线切割对坯料进行的加工,不仅使加工出来的产品的质量有保障,而且操作方便简单,也非常的经济,从而大大的降低了工作人员的劳动力,有效的降低了成本并提高了生产效率。
[1]张金龙,宋文学.基于CAXA线切割软件的数控编程[J].西安航空技术高等专科学校学报,2010,05:23-26.
[2]李丹,王进,孙华言.基于“CAXA线切割XP”软件的复杂图形零件加工方法[J].煤矿机械,2009,09:138-139.
[3]张宁菊.齿轮的CAXA线切割仿真与加工[J].机床与液压,2013,20:68-70.
[4]彭欧宏.应用CAXA线切割进行数控加工自动编程[J].CAD/CAM与制造业信息化,2004,05:98-100.
[5]熊保玉,何苗.基于CAXA软件线切割矢量图的加工研究[J].模具制造,2014,07:73-75.
Based on the complex shape of CAXA wire-cutting processing
Wang Xing,Zhang Qin,Wang Jianguo
(Mechanical Engineering College,AnhuiSanlian University,Hefei Anhui,230601)
By CAXA line for complex image processing software, using CAXA wire cutting program code generated by the software of image processing, and then completed by wedm processing, so as to improve the efficiency of component design and processing, simplifying the work of the nc programming, and solve all kinds of complicated shape surface processing in production.
CAXA;The cutting; Processing of complex shapes
猜你喜欢
数学年刊A辑(中文版)(2022年3期)2023-01-05
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
河南工学院学报(2021年3期)2021-09-27
文化交流(2019年3期)2019-03-18
小天使·六年级语数英综合(2018年6期)2018-10-08
Coco薇(2015年5期)2016-03-29
中国自行车·骑行风尚(2014年2期)2014-05-07
体育学刊(2009年5期)2009-07-24
