
铝合金骨架制作工艺及应用浅析
2017-12-22 06:55王保清
锻压装备与制造技术 2017年4期
王保清
(安徽安凯汽车股份有限公司 技术中心,安徽 合肥 230022)
铝合金骨架制作工艺及应用浅析
王保清
(安徽安凯汽车股份有限公司 技术中心,安徽 合肥 230022)
近年来新能源客车得到蓬勃发展。在着力提升电机、电池、电控等核心部件性能的同时,减轻车身重量也是提升整车续航能力的重要措施。铝合金相对价格低廉,防腐性能好,成为骨架制作的首选材料。但铝材导热性强、热容量大等特点导致骨架制作工艺与传统材料有很大的区别,需制定完备的方案。
铝合金;防腐;导热;热熔
汽车增长带来的能源和环保问题,使新能源汽车成为当前汽车发展的必然趋势[1]。对于客车制造商来说,除提升核心零部件性能外,如何减轻车辆本身的重量从而降低能耗也是必须面临的问题。相比传统车身材料,铝合金材质的应用可以使客车骨架朝着轻量化方向发展。目前国内外主流客车企业均开发出自己的铝合金新能源车;而新出现的客车企业均以铝合金车身为起点,最具代表性是比亚迪客车,市场上运营批量较大。安凯客车于2014年与镁铝合作研发出自己的铝合金客车骨架,占据得天独厚的全承载骨架优势,使得整车重量更轻,铝合金车身在原全承载车身总重量的基础上减轻了一吨多。
1 铝合金客车骨架种类
根据车身和底架材料及底架结构,铝合金客车骨架可分为以下四类:铝合金车身结合铝合金非承载式底架,铝合金车身结合碳钢非承载式底架,铝合金车身结合铝合金桁架式底架,铝合金车身结合碳钢桁架式底架。为同时实现保证骨架强度,减轻骨架重量,控制整体成本,目前市场上铝合金车身结合碳钢桁架式底架居多,铝合金车身结合铝合金非承载式底架主要出现在国外一些客车企业。如图1所示为铝合金非承载机架,图2所示为铝合金车身。
2 铝合金客车骨架防腐工艺
图1 铝合金非承载底架

图2 铝合金车身
电泳开孔对骨架强度有一定的影响,考虑到铝合金材质自身防腐性能优良,目前客车企业一般对铝合金客车骨架铝合金部分不进行电泳,这样既可保证整体强度,也可展示自身骨架的优势。如存在碳钢部件就必须提前进行电泳处理,例如很多企业底架采用碳钢材料,为保证整车防腐性能,通常工艺是先对底架部分进行电泳,再与铝合金车身进行合装。
3 铝合金客车骨架模具开发
铝合金客车骨架制作涉及的模具主要有两部分:一部分为骨架型材制作模具,另一部分为车身模压件成形模具。铝型材是铝材高温加热后拉拔成型,相比传统碳钢很多复杂结构无法成形就有很多优势。所以在产品设计时即可充分考虑应用多种结构,涉及骨架连接、内外饰安装等,甚至可直接在型材内腔加注隔音隔热材料等,有效利用空间,简化工艺,如图3所示。铝合金客车骨架模压件可采用镀锌板、铝板、玻璃钢,这里主要说明一下前两种材质。所使用的镀锌板厚度一般为1mm,铝板一般厚度为2.5mm。因镀锌板和铝板材质本身性能和厚度不同,模具开发一般不通用。铝板相比镀锌板延展性差,适合简单的造型模压件压制,较复杂的建议采用镀锌板。产品设计时需充分考虑,不同材质骨架在蒙皮连接处预留台阶高度不同,最终要保证蒙皮与骨架外侧面平整过渡。

图3 顶铝型材内腔增加隔音隔热材料
4 铝合金客车骨架工装制作
铝合金客车骨架与传统碳钢客车骨架有很大区别,整体骨架制作完成后不可进行敲击校正,故在整个制作过程中必须在高精度、强夹紧工装上一气呵成,包括大片总成到整车总拼,这一点在前期策划时必须考虑周全。
5 连接方式及配置工具
目前铝合金车身制作通用的连接方式有铆接、气体保护焊、粘接及三种方式的相互搭配,其中骨架部分主要以铆接为主,气体保护焊为辅。蒙皮与骨架连接主要以粘接为主,气体保护段焊和铆接为辅[2]。
(1)接铆接通常采用专用铆钉,需配置专用铆枪(图4),各厂家铆钉结构存在区别。铆钉数量,铆接位置,铆钉规格在通常产品设计中均有说明。值得关注的是碳钢与铝材连接后易产生腐蚀,建议在连接表面处涂绝缘材料。

图4 专用铆枪
(2)蒙皮固定至骨架上一般采用粘接和铆接配合工艺,这里所使用的是常见的铆钉。粘接胶建议采用双组份胶,固化过程中利用铆接和工装固定,以保证蒙皮、骨架和胶相互贴合。这种工艺固化时间短,粘接强度高,适合批量生产。需要提示的是在粘接前对骨架和蒙皮的打磨后清洁很重要,可大大提升胶的附着力。
(3)气体保护焊。段焊参数:焊缝长度50mm,焊缝间距300mm(焊缝中心到相隔焊缝中心距离);焊接参数:如表1所示为针对不同板厚的起始焊接参数,需要前期试焊以确定最终的焊接参数;焊丝的选择:铝焊丝ER5356或铝焊丝ER4043焊丝。
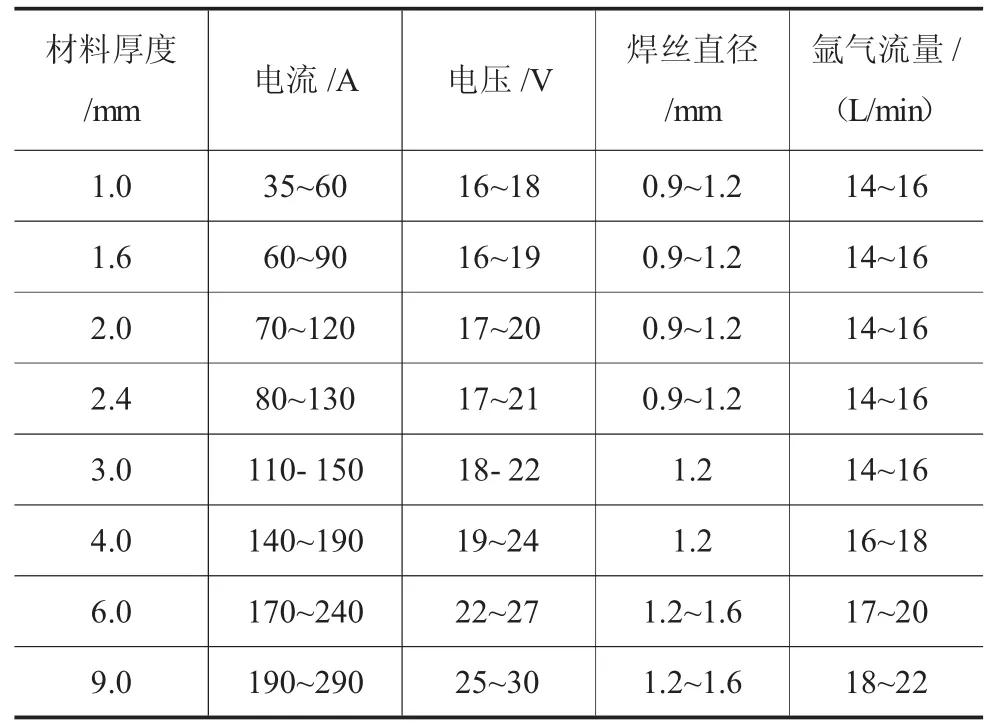
表1 不同板厚起始焊接参数
焊接主要事项:在铝合金车身制作过程中尽可能避免保护焊接,铝焊对焊接参数、焊接技术水平均有较高的要求,焊接不当会出现焊缝开裂现象,大大降低骨架强度。如图5所示。
6 结束语
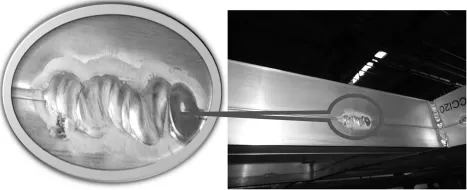
图5 焊缝开裂案例
相比乘用车铝合金骨架,客车铝合金骨架制作工艺仍处于探索阶段,具有很大的提升空间。随着新能源技术的不断发展,铝合金客车骨架有取代传统碳钢之趋势,其制作工艺也必将在发展中日趋成熟。
[1]刘成虎,李飞鹏,余庆杰.形变铝合金在客车车身上的应用[A].汽车工艺与材料,2012,(10).
[2]陈小青.铝合金车身板的结合方法[J].维普资讯,1994,17(4).
Analysis of manufacturing process and application of aluminum alloy skeleton
WANG Baoqing
(Technical Center,Anhui AnKai Automobile Co.,Ltd.,Hefei 230051,Anhui China)
With the vigorous development of new energy buses and the intensification of market competition,the competition of products has been penetrated into the parts.While enhancing the motor,battery,electronic control and other core components,reducing the weight of the bus body is the important measure to enhance the vehicle endurance.As the aluminum alloy is relatively inexpensive and has good anti-corrosion performance,it naturally becomes the first selection of the material for production of skeleton.But because of high thermal conductivity and large heat capacity of aluminum,which causes the production process of skeleton different from the traditional material,it is necessary to make a complete proposal.
Aluminum alloy;Anti-corrosion;Thermal conductivity;Hot melt
TG386.4
B
10.16316/j.issn.1672-0121.2017.04.027
1672-0121(2017)04-0092-03
2017-03-23;
2017-05-14
王保清(1965-),男,工程师,技术部长,从事机械设计工作。E-mail:hf9117@163.com
猜你喜欢
安徽科技(2021年7期)2021-08-31
军民两用技术与产品(2021年5期)2021-07-28
安徽科技(2021年2期)2021-03-05
专用汽车(2020年3期)2020-04-07
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年6期)2020-01-06
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
航空世界(2018年12期)2018-07-16
新时代职业教育(2016年2期)2016-02-06
装备环境工程(2015年4期)2015-02-28
