
黑水闪蒸系统控制阀碳化钨阀芯设计探讨
2017-12-29 02:21祁荣先王彬
石油化工自动化 2017年6期
祁荣先,王彬
(艾默生过程管理(天津)阀门有限公司,天津 301700)
黑水闪蒸系统控制阀碳化钨阀芯设计探讨
祁荣先,王彬
(艾默生过程管理(天津)阀门有限公司,天津 301700)
黑水控制阀是水煤浆气化工艺关键阀门之一,其运行的可靠性直接影响了煤气化装置的运行效率。由于工作介质具有很强的腐蚀性,工况恶劣,且伴有闪蒸现象和振动发生,导致黑水控制阀碳化钨阀芯会发生难以预测的失效损坏。全面介绍了煤化工黑水处理工艺以及黑水控制阀的结构特点,总结分析了黑水控制阀碳化钨阀芯的常见失效形式及其主要影响因素,并着重从材料及结构设计角度,深入探讨了碳化钨阀芯的设计要点,对工程技术人员正确选择黑水控制阀,提高碳化钨阀芯使用寿命,保证工艺的稳定运行,具有很大的借鉴意义。
煤气化 黑水控制阀 碳化钨 开裂 磨损 钎焊 过盈配合 机械连接
1 黑水处理工艺简介及黑水控制阀特点
典型煤化工黑水闪蒸系统如图1所示[1]。来自气化炉和洗涤塔的黑水分别经控制阀LV-01和FV-01减压后进入高压闪蒸罐,闪蒸出的水汽以及大部分溶解的酸性气组分经冷却、分离后送至下游单元进一步处理。高压闪蒸罐底的黑水经控制阀LV-02减压后进入低压闪蒸罐,闪蒸出的气相进入除氧器作为汽提用汽。低压闪蒸罐底的黑水经控制阀LV-03减压后进入真空闪蒸罐,真空闪蒸主要用于进一步脱出溶解气体、水分并降低黑水温度。
在黑水闪蒸系统中,黑水控制阀阀后会形成高速流动的固、液、气三相流,对阀内件和阀后管道管件造成严重的冲刷、磨蚀、破坏,同时产生噪声和剧烈的振动。黑水中含有一定量的灰渣,在特定的温度和压力下容易形成结焦,导致阀门卡塞[2]。基于黑水控制阀的应用工况,典型的黑水控制阀具有如下特点,如图2所示。
1) 角型阀体,流道采用流线型设计,阀腔内无死角,从而避免流体对阀体的冲刷以及灰渣的沉积。
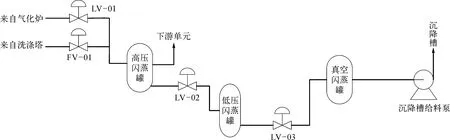
图1 典型黑水闪蒸系统示意

图2 典型黑水控制阀结构
2) 阀芯、阀座采用碳化钨材质,以抵御固、液、气三相流的冲刷。
3) 采用增强型阀芯/阀杆组件和稳定的导向结构,可承受阀后闪蒸引起的剧烈振动。
4) 具备自清洗导向设计或配备阀体和阀盖冲洗孔,便于清除阀杆表面附着的固体颗粒和垢质,防止固体颗粒进入导向套管间隙而造成阀门卡塞,也避免填料函损坏而导致泄漏。
5) 阀门出口配碳化钨材质的文丘里扩口延伸管,避免闪蒸后的高速三相流体冲蚀阀体、阀门出口法兰、下游管道。
2 黑水控制阀阀芯常见失效形式及主要影响因素
就目前黑水控制阀的使用情况来看,碳化钨阀芯失效的情况尤为突出,大致可归纳为三类失效形式:碳化钨头断裂、脱落,阀芯短期内严重冲蚀。
导致阀芯失效的原因主要有如下几点:
1) 工况恶劣。黑水闪蒸系统是通过黑水控制阀减压来实现闪蒸,从而实现对黑水的处理。由于黑水中含有较多的灰渣,磨蚀性较强。工况具有高压差、闪蒸,高速流动的固、液、气三相流体,不仅对阀芯的冲蚀很厉害,而且会导致阀芯剧烈振动,造成对碳化钨阀芯的冲蚀和冲击。
2) 材料成分和成型工艺对碳化钨的韧性和耐磨性影响很大,因而需要对碳化钨材料本身性能进行深入研究。
3) 碳化钨头与合金基体的连接方式主要有过盈配合、钎焊和机械连接,连接方式的优劣直接影响碳化钨阀芯的使用寿命。
3 阀芯设计探讨
为解决上述碳化钨阀芯存在的问题,需要充分理解黑水控制阀应用工况,研究碳化钨材质性能,并结合应用工况和碳化钨性能去设计更可靠的碳化钨阀芯连接结构。
3.1 碳化钨的机械性能以及阀内件材料的选择
碳化钨在常温和高温下具有非常高的硬度以及良好的耐磨性,抗变形能力很强,杨氏模量几乎是钢的2~3倍,抗压强度远高于抗拉强度,故韧性较差,容易发生断裂。碳化钨硬度与抗弯强度(TRS)之间是负相关的,即硬度越高,韧性越差。
TRS是1个衡量其材质断裂强度的性能参数,对于设计工程师,虽然经实验测得的标准试样的TRS与加工件中实际测得的TRS不尽相同,但TRS仍是1个需要参考的重要性能参数,同时也是确保产品质量必须规定的关键性能参数。
材料组分如钴基碳化钨中w钴以及微观的晶粒度也是影响碳化钨力学性能的重要因素,尤其对TRS的影响。如图3所示,钴作为粘结相,w钴直接影响了材质的TRS和耐磨性能,TRS随着w钴的增加而增强,即韧性变好,不容易脆裂;但是其硬度反之降低,作为阀内件材质来说,耐磨性也降低。因此,在选择作为黑水阀内件材质时,要根据具体情况选择不同钴质量分数的合金,不能一概而论。
根据目前现场的黑水阀内件失效形式,阀芯振动引起断裂失效的形式较为突出,所以阀芯应该选择w钴偏高的,这样阀芯韧性好,硬度适中,在保证一定抗冲蚀的前提下,能有效防止阀芯脆裂的风险。而对于下游的文丘里阀座及内衬,由于其受力状态较阀芯好,其失效形式主要表现为局部或整体流道内冲蚀严重,进而危及到阀体和下游管道。所以应该选择硬度高的,提高其耐磨性,可以有效提高阀座的使用寿命。
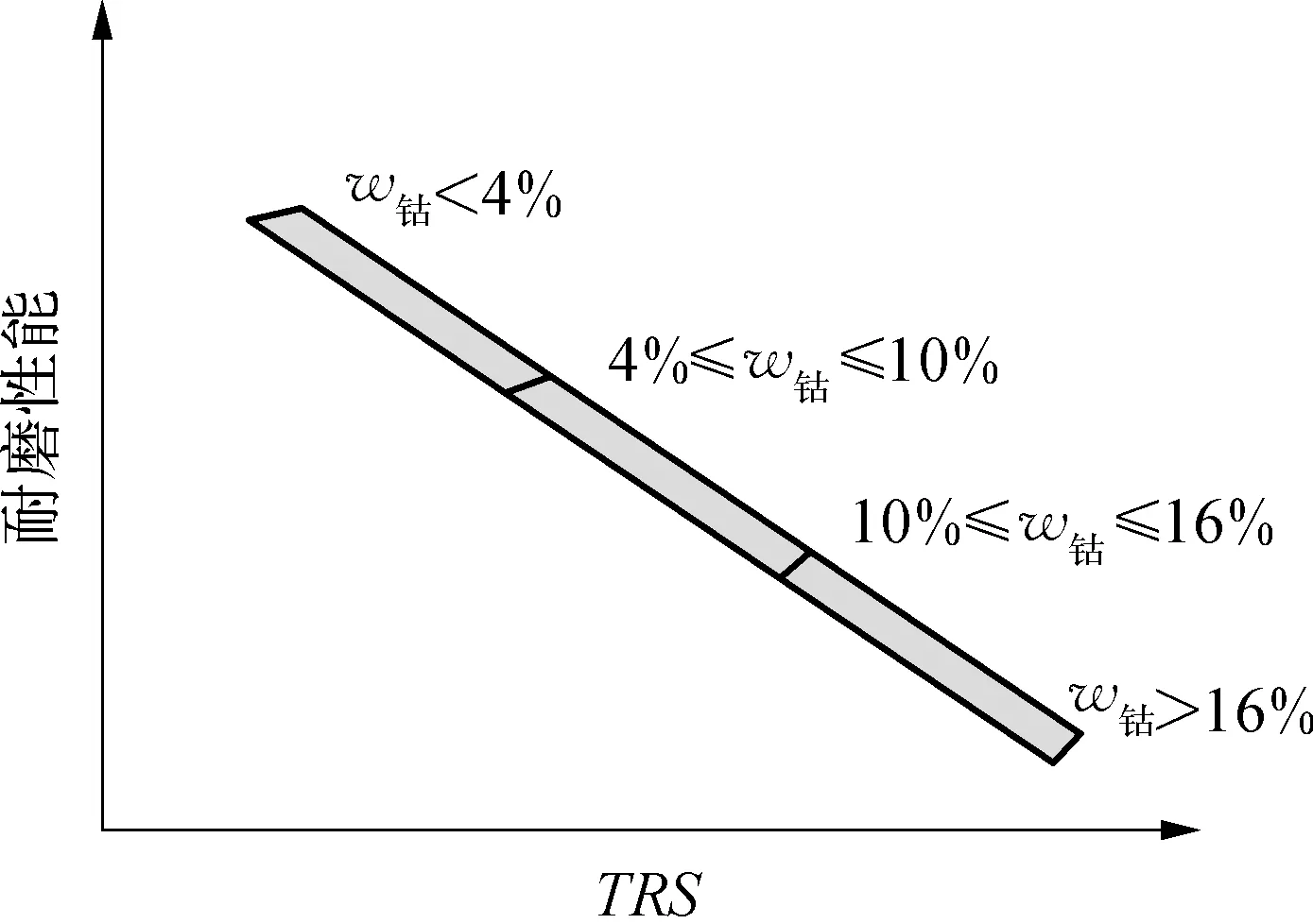
图3 粘接剂的耐磨性能与TRS的关系
此外,烧结成形后微观晶粒度也是影响合金机械性能的重要因素。李志和等人对碳化钨的断裂韧性与碳化钨晶粒度之间的关系进行了相关的试验研究[3]。如图4所示,以钴质量分数为12%的为例,晶粒度与TRS近乎成正态分布,当晶粒度分布在3~5 μm时的中粒度材质TRS到达最大值。对于阀芯断裂的失效形式,晶粒度选择3~5 μm比较合适。
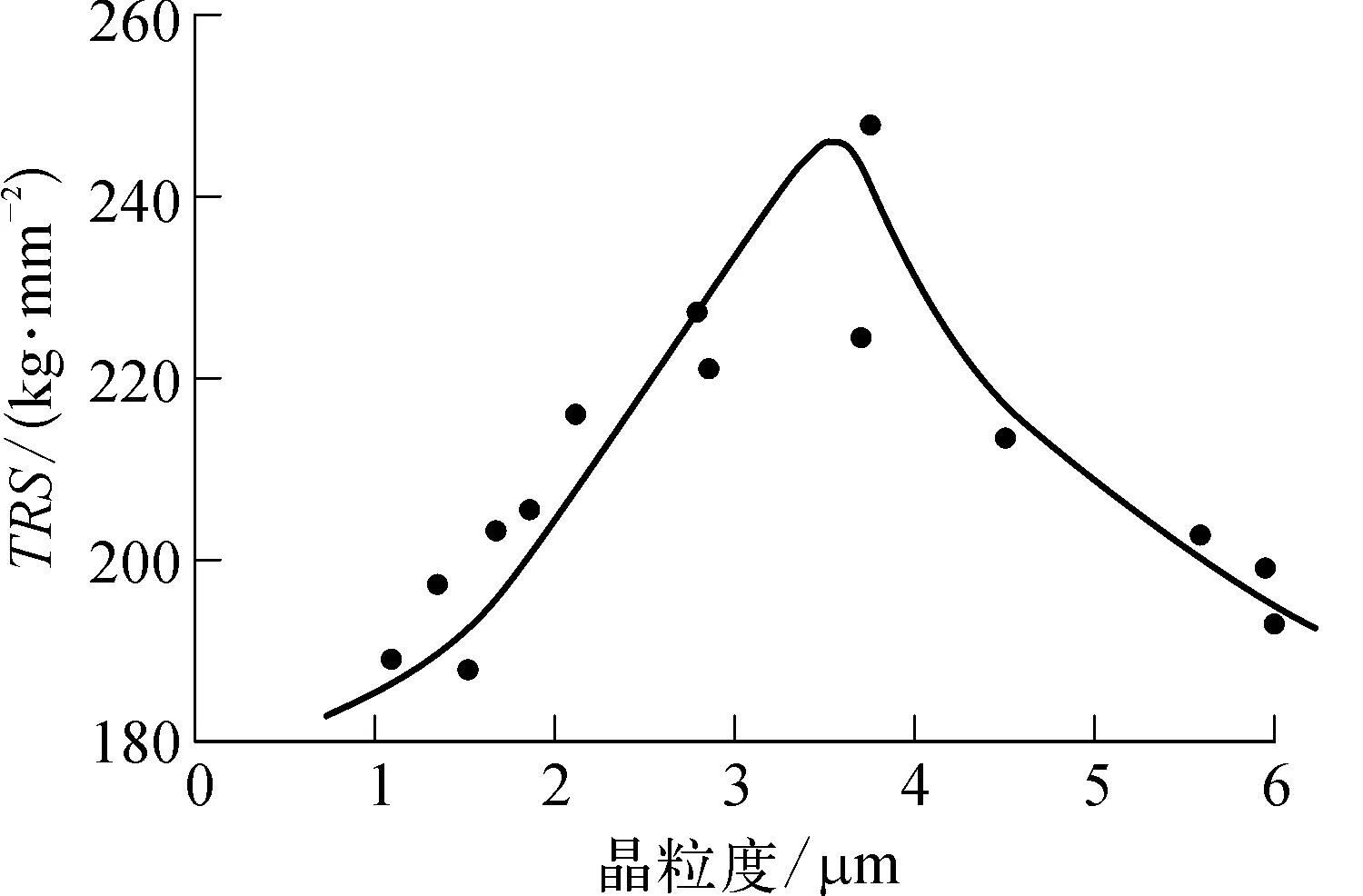
图4 晶粒度与TRS的关系
碳化钨随温度变化的热膨胀系数(CTE)极低,大约是奥氏体不锈钢的33.3%,该特征是影响碳化钨头与合金钢基体组成的阀芯结构在高温工况下能否可靠工作的最为关键的因素之一。
3.2 阀芯结构设计方案
由于在黑水闪蒸处理系统中,碳化钨阀芯断裂或脱落的失效尤为突出,笔者主要关注阀芯的结构设计。
除前述的碳化钨材质的性能外,碳化钨头与合金钢基体连接的结构形式直接决定了阀芯的耐用度和可靠性。因此,在了解碳化钨材质性能的基础上,根据不同的型号选择恰当的碳化钨头与合金钢基体连接形式,正确选择碳化钨材质牌号,满足对应连接形式下所需要的性能要求,从而有效提高阀芯的使用寿命,提高黑水控制阀运行的稳定性和可靠性。
3.2.1高温闪蒸工况下碳化钨阀芯所受到的载荷来源
1) 目前的黑水角阀多采用非平衡式结构,阀门开启瞬间,进出口存在较大压差,阀芯头部受到向出口方向处的非平衡力作用。
2) 阀门打开时,含有大量硬质固体颗粒的介质高速冲击阀芯,使其承受一定的侧向冲击载荷。
3) 介质流经文丘里出口,流速加快形成湍流,伴随高压差下形成的闪蒸、汽蚀现象共同作用下会产生剧烈的振动。
上述几方面是设计者进行碳化钨阀芯结构设计时必须考虑的关键因素。
3.2.2碳化钨头与合金钢基体采用钎焊连接
用钎焊的方法将碳化钨镶嵌在合金钢基体上,结构紧凑、简单,制造过程简单,抗振性能较好,尤其适用于小口径的阀芯连接设计。
由于碳化钨的热膨胀系数与合金钢相差较大,只有钢的33.3%~50.0%,导致在钎焊后冷却时, 钢的收缩量较碳化钨的收缩量要大很多,引起钎焊接触面产生很大的应力,导致裂纹出现[4]。
为减小钎焊产生的残余应力,阀芯设计时需要考虑采取以下几方面措施:
1) 选择银基钎料。由于其熔点低,为650~700℃,对碳化钨有较好的润湿性,焊接应力小,是目前国内外较为普遍使用的钎料,由于银基焊接较铜基焊接温度低,银基焊接过程对接头附近碳化钨的性能影响较铜基钎焊要小,但同时银基钎焊件使用温度受限,工作温度不宜超过200 ℃[5]。
2) 选择合金基体材料时应尽量选取热膨胀系数与碳化钨相近,适用温度范围较高且高温性能稳定、强度高的材质,可以有效提高焊接接头强度。
3) 碳化钨自身的材质性能也会影响钎焊后的连接性能,杨力等人[6]的研究表明钎焊后焊缝处碳化钨的硬度和断裂韧性,会随碳化钨晶粒度的增大而增大,接头断口处的断裂形式也会随碳化钨晶粒度的变化而发生实质性改变。
4) 根据阀芯的尺寸合理选择钎焊层的厚度,需要合理设计焊接前合金基体与碳化钨头的径向间隙。间隙过小,不利于钎料熔化均匀填满焊接表面,致使焊接强度不够;间隙过大,熔化的钎料不能形成足够的表面张力,同样会造成焊接强度不够。对于尺寸较小的阀芯,可以通过控制阀芯与阀杆钎焊连接处的间隙,以达到很好的润湿性,从而获得很好的焊接性能。对于尺寸较大的阀芯,可以选用三明治钎焊的方法来减小焊接应力,如图5所示。三明治钎焊由于增加的补偿片弹性模量小,与碳化钨的热膨胀系数更接近,因此有利于缓解钎焊应力,通常补偿片的厚度在0.2~0.5 mm[7]。

图5 典型三明治钎焊结构示意
5) 为提高焊接接头性能,减小焊接过程对基体材质性能的影响,需要进行相应的焊前焊后热处理,热处理时避免碳化钨氧化,需在真空加热炉内热处理[5]。
3.2.3碳化钨头与合金钢基体采用过盈配合连接
过盈配合连接尤其适用于圆形截面形状的连接且具有良好的可靠性,广泛应用于碳化钨与合金钢的连接。从相关件的受力角度来讲,碳化钨属于脆性材质,具有很高的抗压强度,因此采用过盈配合时,应使其作为嵌入件承受压应力;而钢制金属件则由于其抗拉强度较高,应使其承受拉应力。
设计过盈配合连接时,应根据实际使用需求进行计算或按照相关标准选取合理的过盈量。对于黑水角阀,阀门入口与出口压差较大,由于阀芯是非平衡结构,阀门开启瞬间阀芯受到非常大的非平衡力,因此过盈配合产生的夹持力要足以克服该非平衡力,该力即为设计计算过盈量主要的依据。同时还要考虑到高温工况条件下,由于碳化钨与钢热膨胀不同造成的过盈量减小的问题,合理选择过盈量,避免过盈量太小导致高温下发生阀芯脱落;相反过盈量过大,热镶安装或压力安装后造成外层钢套基体预应力过大导致开裂[8]。
1) 过盈配合连接的示意如图6所示,依据拉梅方程(Lame equation)[9],过盈量δ的计算如式(1):
(1)
式中:δ——直径上过盈量;p——圆柱接触面间的压力;Es——钢的杨氏模量;Ec——碳化钨的杨氏模量;μs——钢的泊松比;μc——碳化钨的泊松比;da——碳化钨中空内嵌件的内径,当其为实心时,da=0;db——接触面处的直径;dc——合金钢基体的外径。
图6 过盈配合连接的示意
此外,还可以根据相关标准选择适合工况需求的过盈量,如标准ANSIB 4.1—1967《圆柱型部件的优选极限与配合》推荐了不同FN等级下,过盈量的大小以及孔和轴配合的上下偏差。
2) 常温下过盈配合产生的夹持力计算如式(2) 所示:
p=F/πdbLμ
(2)
式中:F——过盈配合所产生的加持力;L——内嵌件与外套接触面长度;μ——碳化钨与钢的摩擦因数。
3) 对于碳化钨头嵌入到合金钢内孔的结构方案,需要计算过盈配合安装后产生的预应力,避免碳化钨应力过大而导致开裂失效。
a) 接合面处碳化钨所受到的切向应力如式(3)[10]
(3)
b) 接合面处碳化钨所受到的压应力如式(4):

(4)
4) 当采用加热安装时,安装前的加热温度T计算如式(5):

(5)
式中:ΔD——安装所需径向间隙;α0——合金钢外套的线性热膨胀系数;T0——室温。
总之,过盈配合连接合理地利用了碳化钨与合金钢热膨胀系数的较大差异,设计时使碳化钨作为内嵌件,合金钢为外套件充分发挥各自材质的特性,设计者可以依据具体的工况条件选取合理的过盈量,从而获得可靠的连接性。相比钎焊工艺,过盈配合连接的设计及安装更容易控制,从而有利于提高产品质量的稳定性。但是基于热安装的工艺方法,对合金钢基体材质选择要求较高,要求材质自身温度适用范围要高,且高温下要求具有较高的强度。
3.2.4碳化钨头与合金钢基体采用机械连接
1) 常见的机械连接形式有如下2种。
a) 将碳化钨头与合金钢基体直接通过螺纹连接加销钉形式,其具体结构可以是碳化钨头与合金钢基体上带有螺纹,通过螺纹连接后再通过电火花或激光加工出销孔,销入销钉防止螺纹由于振动工况下发生松动[11-12],如图7 所示。

图7 碳化钨阀芯机械连接形式一
b) 采用螺栓或带内螺纹的套筒将碳化钨头与带螺纹的合金钢基体连接起来,再销入销钉防止螺纹松动,如图8所示。
2) 2种机械连接存在以下缺点:
a) 对于阀芯上直接加工螺纹的结构,其螺纹及螺纹退刀槽根部处容易引起应力集中,而像碳化钨这种脆性材质对于应力集中极为敏感;此外碳化钨螺纹根部处于拉应力状态,而这种脆性材料不宜承受拉应力;在持续振动及有固体颗粒高速冲击的工况下,极易引起螺纹应力集中处开裂,从而引起阀芯断裂或脱落。尤其是阀门处于小开度工况时,阀芯与阀座相互撞击,该结构更容易引起阀芯断裂失效。

图8 碳化钨阀芯机械连接形式二
b) 对于采用螺栓或螺纹套紧固的连接结构,由于与碳化钨头与合金钢基体的热膨胀系数相差很大,因而在实际高温工况下,螺栓受热后变形量大于阀芯的变形量,容易造成阀芯松动,阀芯整体刚度变弱,碳化钨头在振动的工况下,疲劳断裂和脱落的风险很大。因此,对于螺纹连接结构,在高温工况下由于不同材质的热膨胀差异,导致连接松动是直接影响到连接紧固及可靠性的关键因素之一。
总之,机械连接结构形式易于安装以及后续维护;其次与钎焊和过盈配合连接相比,机械连接对合金钢基体材质的选择要求较低,有利于降低成本,尤其对于大尺寸阀门内件更具有成本优势。在充分理解黑水控制阀应用工况、受力以及碳化钨材料性能的情况下,通过对常见机械连接结构进行优化设计改进,可以大幅增加机械连接的可靠性。
4 结束语
本文通过对煤化工黑水处理工艺以及黑水控制阀的结构特点介绍,分析了黑水控制阀碳化钨阀芯的常见失效形式及其主要影响因素;通过对碳化钨材料性能的研究,对其可能造成的影响进行了详细分析;通过对黑水控制阀受力分析,介绍了几种主要的碳化钨阀芯连接方式:过盈配合、钎焊、机械连接,并探讨了各自的优缺点。设计人员和工程应用人员应该根据具体的工况选择最佳的碳化钨连接方式,以延长碳化钨阀芯的使用寿命,避免因阀芯失效造成的停机以及运营效率降低。
[1] 刘建兵.黑水控制阀选型与计算的探讨[J].石油化工自动化,2014,50(04):24-30.
[2] 贺永德.现代煤化工技术手册[M].北京:化学工业出版社,2010:576-578.
[3] 李志和,段石田.WC-Co硬质合金组织结构对断裂韧性和断裂影响的研究[J].钢铁研究总院学报,1985,5(Sl):101-110.
[4] 罗蒙丽.硬质合金钎焊技术的现状与发展[J].硬质合金,2015,32(02):108-118.
[5] 迟辉,张伟,赵维巍,等.高频感应钎焊硬质合金接头热处理工艺研究[J].稀有金属与硬质合金,2007,35(03):20-30.
[6] 杨力,熊计, 郭智兴,等.WC晶粒度对硬质合金/不锈钢钎焊接头微观组织与性能的影响[J].硬质合金,2015,32(04):234-241.
[7] 周学忠.避免大规模硬质合金焊接裂纹的方法[J].量具技术,2008,42(05):66-67.
[8] 王振宇.过盈配合的选择方法[J].机械制造与自动化,2006(05):61-65.
[9] 苗德华,舒同林,张东峻.非拉梅问题的过盈配合结构装配应力的研究[J].工程力学,1994,11(01):45-50.
[10] 江枫.对“过盈配合连接的应力计算”探讨[J].木工机床.1987(04):24-25.
[11] 李聿营.高压黑水控制阀失效原因分析及改进措施[J].大氮肥,2014,37(05):299-302.
[12] 曹辉,杨胜,钱威.黑水闪蒸系统角阀损坏原因及处理[J].阀门,2014(02):41-42.
DiscussiononTungstenCarbidePlugsDesignforControlValveofBlackWaterFlashSystem
Qi Rongxian, Wang Bin
(Emerson Process Management (Tianjin) Valves Co.Ltd., Tianjin,301700, China)
s:The black water control valve is one of the critical valves in water-coal slurry gasification.Its running reliability affects efficiency of coal gasification plant directly.Due to strong media corrosive, poor working condition, and occurrence of vibration and flashing, which leads Tungsten carbide plugs to be failed or damaged unexpectedly.The black water treatment process in coal chemical industry, and control valve structure characteristics are introduced comprehensively.The common failure forms of tungsten carbide plugs and main influence factors are summarized and discussed.From aspects of material selection and structure design, key points on designing tungsten carbide plugs are expounded deeply.It would be a great guideline and reference to design engineer to improve Tungsten carbide service life, and ensure stable process operation.
coal gasification; black water control valve; tungsten carbide; fracture; abrasion; braze; shrink fit; mechanical joint
稿件收到日期:2017-08-12,修改稿收到日期2017-09-28。
祁荣先(1981—),男,2009年毕业于燕山大学机械电子工程专业,获硕士学位,现就职于艾默生过程管理(天津)阀门有限公司,任产品工程师。
TH138.52
B
1007-7324(2017)06-0049-05
猜你喜欢
材料保护(2022年10期)2022-12-07
山东冶金(2022年1期)2022-04-19
电子乐园·上旬刊(2022年5期)2022-04-09
——“长三角合金钢材料与制品产业链专刊”前言
上海金属(2020年6期)2021-01-05
重型机械(2019年3期)2019-08-27
山东冶金(2019年3期)2019-07-10
天津大学学报(自然科学与工程技术版)(2019年8期)2019-06-11
无机盐工业(2018年12期)2018-12-14
现代制造技术与装备(2018年5期)2018-02-17
制造技术与机床(2017年9期)2017-11-27
