
我国高速铁路钢轨早期伤损研究
2018-01-29 02:20刘丰收田常海
铁道建筑 2018年1期
刘丰收,李 闯,田常海
(中国铁道科学研究院 金属及化学研究所,北京 100081)
高速铁路速度快,轴重轻,轮轨受力状态和普速铁路不同,钢轨的伤损有其自身特点。日本新干线出现的主要钢轨伤损为轨头踏面的黑斑以及钢轨焊接接头部位低塌所引起的波浪形磨耗。法国高速铁路钢轨垂磨小,主要伤损为表面鱼鳞裂纹,内部伤损发生少,钢轨使用寿命可达5亿~6亿t或25年以上。德国高速铁路钢轨使用中主要出现表面鱼鳞裂纹,内部损伤很少发生[1]。我国高速铁路目前处于运营初期,钢轨服役时间较短,但已出现了多种形式的钢轨伤损。本文介绍了我国高速铁路钢轨出现的几种早期伤损,并对其原因进行了分析。
1 钢轨伤损及原因
1.1 钢轨擦伤
钢轨擦伤是因为车轮和钢轨踏面局部摩擦产生高温,组织发生马氏体相变,造成钢轨局部出现裂纹或者剥离掉块[2-4]。普速铁路钢轨擦伤的原因一般包括机车启动时车轮空转、下坡制动、个别轮对抱闸行驶、轮轨接触面相对滑动。我国高速铁路钢轨早期也出现了钢轨擦伤的情况,如图1所示。
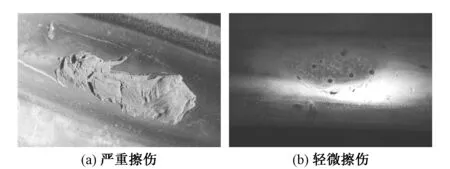
图1 高铁钢轨擦伤
高速铁路钢轨擦伤一般具有如下特点:①擦伤既有成对出现,也有单股出现,成对出现时的间距一般为普通机车轴距,而非动车组轴距;②擦伤一般都出现在坡道区段,上下坡区段都有;③擦伤一般都在新线开通1~2年后集中发现,之后数量逐渐减少。
通过对擦伤钢轨的现场调研发现,高铁钢轨擦伤是由开通前的工程车机车空转引起的,和普速线路钢轨擦伤原因相同。大多数钢轨擦伤都是开通前已经存在了,但由于钢轨表面生锈等原因导致开通时没有被发现,随着运营时间增加,原有的钢轨擦伤就暴露出来。所以一般这种擦伤都是集中发现,随着运营时间的增加,新发现擦伤钢轨的数量也在逐渐减少。
1.2 钢轨波磨
钢轨波磨一般出现在普速线路的的小半径曲线下股,其形成原因大多数是综合性的,与钢轨的强度、表面质量、轮轨作用力、轨道弹性等因素都相关[5-6]。我国高铁开通后,相继在多条线路上出现了钢轨波磨现象或打磨引起的周期性不平顺,或称为波磨(图2)。个别波磨的波长和波深与动车组行驶速度耦合导致扣件断裂。

图2 下行K677下股波磨宏观形貌
1.3 钢轨硌伤
近年来,我国高速铁路发生了多起钢轨硌伤[7]。钢轨表面硌伤是由于轮轨间碾入金属异物造成的一种钢轨伤损。异物碾入分为2种,一种为异物碾压进钢轨踏面,造成单处伤损;一种为异物碾压至车轮踏面,随车轮转动对钢轨造成连续碾压,形成钢轨踏面一系列凹坑(图3)。2种硌伤的本质都是由于较硬的金属异物经车轮碾压造成钢轨基体塑性变形形成凹坑,造成钢轨踏面单处或多处伤损。

图3 钢轨硌伤
1.4 钢轨锈蚀
目前在一些特殊环境或者线路上,高速钢轨已经出现了比较严重的锈蚀情况,已经影响到了钢轨的使用寿命,有的高速线路钢轨因为锈蚀,铺设仅7年时间就开始集中下道更换了。
高速钢轨的锈蚀原因主要分为2种,一种为大气环境导致的锈蚀,例如潮湿环境、海洋性气候等,如图4所示;另一种则因为特殊原因导致的,部分客车为直排式,排泄物容易在扣件处聚集,引起锈蚀,一般迎车方向较为严重,如图5所示。

图4 潮湿隧道内钢轨严重锈蚀图5 钢轨扣件处的锈蚀
1.5 母材缺陷引起的钢轨伤损
钢轨在制造过程中会出现一些内部或者外部缺陷,例如轧痕、氧化皮压入、结疤等。一旦这些缺陷钢轨漏检而铺设上道,将给高铁运行带来安全隐患。图6、图7为2起现场探伤判定为重伤的钢轨,经过解剖后发现,图6的重伤原因为冶炼和轧制过程的缺陷,而图7则是因为氧化皮压入导致的重伤。
1.6 小半径曲线钢轨侧磨
高速铁路正线曲线均为大半径曲线,但在一些进出站位置还有一些小半径曲线。高速铁路小半径曲线一般铺设的都是和正线相同材质的U71MnG钢轨,所以强度和硬度较低。图8为高速铁路进站位置半径为600 m的曲线上股侧磨情况,可以看出该处侧磨已达6.56 mm。该曲线已经因为侧磨超限更换过钢轨。

图6 冶炼和轧制缺陷引起的钢轨母材重伤图7 氧化皮压入引起的钢轨母材轨腰重伤

图8 高速铁路小半径曲线上股侧磨
2 伤损维修措施及建议
2.1 伤损程度分类及修理限值
针对以上几种形式的钢轨伤损,表1、表2根据相关维修养护规范,列出了伤损程度分类和相关的修理限值。对于上述伤损,达到修理限值后就应该进行修理,达到重伤标准的伤损应立即进行处理[8-9]。

表1 高速钢轨伤损程度分类

表2 高速钢轨伤损修理限值
2.2 修理措施及建议
通过以上对几种伤损原因的分析可以看出,这些伤损的产生,有的和工程作业有关(擦伤、波磨),有的和高铁运营相关(异物压入、锈蚀、小半径侧磨),也有的和母材性能相关(母材缺陷导致的重伤)。针对这些典型伤损及其原因,分别对现场工务部门和钢轨生产厂家提出相关的维修措施和建议如下:
1)现场工务部门:对于达到了修理限值,深度<0.5 mm的擦伤或者硌伤钢轨,可以通过大机打磨或者小型平磨机进行人工修复;对于深度>0.5 mm的擦伤或者硌伤钢轨,可以通过铣磨车进行修理,或者进行及时更换。目前对于高速铁路钢轨波磨,一般都是通过大机打磨来进行修理。高速铁路小半径曲线一般铺设的都是和正线相同材质的U71MnG钢轨,强度和硬度较低,建议更换为强度等级更高的热处理钢轨。新线建设时,小半径曲线(<2 800 m)地段钢轨使用与直线地段相同材质的热处理钢轨;维修换轨建议采用U75V在线热处理钢轨,不建议采用U71Mn在线热处理钢轨,两头可以采用铝热焊与U71Mn直线钢轨焊连,这样可以进一步延长钢轨的使用寿命。
2)钢轨生产厂家:针对钢轨锈蚀,钢轨生产厂家应开发耐锈蚀钢轨,同时钢厂应提高制造水平,严把质量关,进一步提高和稳定高速钢轨的质量,避免缺陷钢轨上道,造成安全隐患。
3 结论
1)钢轨擦伤、波磨、异物压入轨面、锈蚀、母材缺陷产生的重伤以及小半径曲线侧磨是我国高速铁路钢轨早期伤损的主要形式。
2)伤损原因包括开通运营前的工程作业(擦伤与工程车作业相关,波磨与打磨作业相关)、高速运营中的问题(异物压入伤损与高速运营后的车轮相关,锈蚀缺陷与运营环境相关,小半径曲线侧磨与钢轨使用不当有关),而母材缺陷导致的重伤与母材性能相关。
3)可通过大机打磨手段进行擦伤、波磨、异物压入等伤损的修理,可以通过在小半径曲线使用高强度的热处理钢轨来减少上股钢轨的侧磨。同时要求钢厂开发耐锈蚀钢轨以及提高钢轨质量的稳定性,进一步减少钢轨伤损的发生。
[1]徐涌,贾国平,周清跃.法国、德国高速铁路钢轨的生产和使用技术[J].中国铁路,2001(4):50-54.
[2]邹定强.钢轨失效分析和伤损图谱[M].北京:中国铁道出版社,2010.
[3]胡二根.钢轨擦伤原因及其防治[J].铁道建筑,2000,40(1):32-33.
[4]魏堂建,刘林芽,李纪阳,等.客运专线钢轨擦伤原因分析[J].铁道科学与工程学报,2015,12(3):489-492.
[5]王二中,郭星利,张丽平.延缓钢轨波磨发展与降低噪声的试验研究[J].铁道建筑,2015,55(8):109-111.
[6]田常海.高速铁路钢轨波形磨耗机理及打磨技术研究[R].北京:中国铁道科学研究院,2014:37-38.
[7]李闯,刘丰收,俞喆,等.某高速铁路钢轨踏面伤损原因分析[J].理化检验-物理分册,2015,51(12):894-897.
[8]中华人民共和国铁道部.铁路线路修理规则[M].北京:中国铁道出版社,2013.
猜你喜欢
西南交通大学学报(2022年5期)2022-11-03
五邑大学学报(自然科学版)(2022年2期)2022-06-02
运输经理世界(2022年19期)2022-05-09
西南交通大学学报(2021年5期)2021-10-31
中南大学学报(自然科学版)(2021年4期)2021-05-17
运输经理世界(2021年19期)2021-05-11
科学家(2021年24期)2021-04-25
电子乐园·中旬刊(2020年8期)2020-09-10
铁道建筑(2020年7期)2020-08-03
铁道建筑(2020年2期)2020-03-30
