
基于球杆仪的机床精度调整浅析
2018-02-26 07:34杨小娟
装备制造技术 2018年12期
杨小娟
(沈阳优尼斯智能装备有限公司,辽宁 沈阳 110141)
0 引言
机床精度是保证机床运行性能和加工效率的重要指标,本文通过采用球杆仪检测机床两轴联动精度进行诊断,根据诊断结果进行机床精度调整,使机床精度达到标准。
球杆仪是机床性能检测工具,相对于激光干涉仪等光学检测工具,其价格较低,且安装简便[1]。球杆仪是目前数控机床最常用的机床动态精度的检测手段,是用于数控机床两轴联动精度快速检测与故障分析的一种工具。球杆仪是一种能快速、方便、经济地检测数控机床两轴联动性能的机器,它与激光干涉仪互补使用,作为评价机床动态轮廓的精密仪器[2]。球杆仪检测需要执行一个圆弧程序,通过执行圆弧程序,检测实际路径与理论路径的区别,分析产生圆度误差的原因。
在球杆仪进行检测前请确认机床螺距补偿已经完成。球杆仪诊断的问题一般有以下几种:反向跃冲、反向间隙、伺服不匹配、比例不匹配,垂直度、周期误差等。在实际操作过程中要根据实际情况进行调整机械精度或者机床参数使精度达到标准。本文就从球杆仪检测结果出发,详解机床精度的调整方法。
1 球杆仪诊断分析
1.1 诊断界面
球杆仪的诊断界面如图1,诊断结果左上角是分析结果,详细说明导致误差的原因及影响比例,总的圆度误差是机床需要考核的项目,此参数要满足机床设计要求。右侧为球杆仪检测的图形。结合两者进行分析对机床精度进行调整。下文将对不同的诊断结果进行分析,其中涉及到系统参数的均以FANUCMF系统为例。
1.2 反向跃冲
反向跃冲在图形上表现为换向时有一个小尖峰,图1说明Y向反向跃冲大。反向跃冲的存在使圆弧插补时在换向点出现台阶或者凸台,影响加工圆度。反向跃冲可以通过调整系统参数来进行改善。具体为打开反向间隙加速功能(2003#5),并调整反向加速量(2048)和反向加速时间(2071),同时也可以在不产生机床噪声的基础上通过增大机床的速度环增益来降低反向跃冲的影响。

图1 诊断界面及反向越冲典型图
1.3 反向间隙
反向间隙在球杆检测结果上表现为沿圆弧中心换向时的错位(图2)。反向间隙是指机床由于丝杠,螺母间隙或者导轨磨损等引起的机床换向运行时的滞后。反向间隙可以通过反向间隙补偿(1851)来降低间隙对圆弧加工的影响。不受进给率的影响。

图2 反向间隙典型图
1.4 伺服不匹配
伺服不匹配检测结果表现为图形为椭圆,进给率越大表现越明显(图3)。产生原因是圆弧插补的两轴的伺服不匹配,如增益不一致。此时需要调整机床伺服参数,如:位置环增益(1825),使需要插补的各轴的参数保持一致或者保证加工效率的同时可以适当降低进给率来提高圆弧精度。
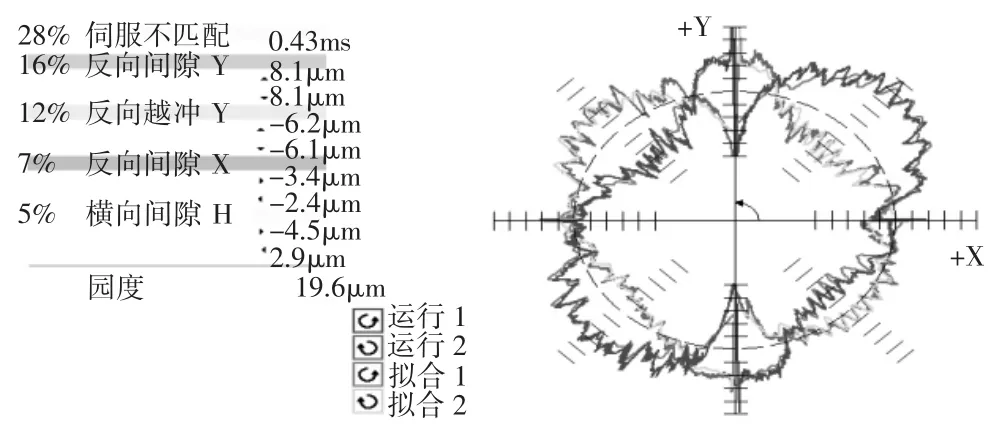
图3 伺服不匹配典型图
1.5 比例不匹配
比例不匹配表现为检测图形为椭圆或者花生型(图4),图形和检测位置有关,与进给率无关。在实际加工中表现为圆弧插补的过程中,插补轴运行的距离不同,此问题的产生主要是考虑螺距补偿是否合理,丝杠刚性是否足够,是否安装有误差或者丝杠过热导致丝杠螺距误差。
解决方法:重新进行螺距补偿;螺距补偿无误的情况下重新调整丝杠精度,丝杠加预紧力提高丝杠刚性;查看丝杠支撑方式是否合理;调整机床导轨安装垂直精度。
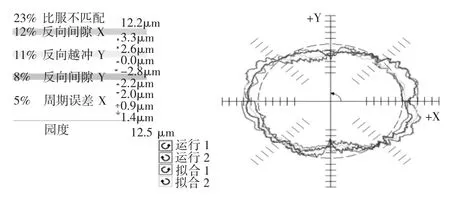
图4 比例不匹配典型图
1.6 横向间隙
横向间隙表现为检测图形为椭圆形(图5)。产生原因主要是机床导轨存在间隙,一般来说横向间隙的出现会导致垂直度和反向间隙等非常大。
此时需确定球杆仪连接部位没有异物且连接部位有没有松动,没有松动的情况下,调整机床导轨精度,情况可以解决。

图5 横向间隙典型图
1.7 垂直度
垂直度误差表现为检测图形为椭圆或者花生形沿45°或135°对角拉伸变形(图6)。变形量不受进给率影响。产生原因为两个插补轴之间不垂直。
垂直度超过30 μm/m时必须重新调整机床机械精度。
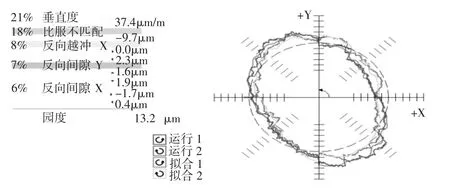
图6 垂直度典型图
1.8 直线度
直线度误差表现为圆形上有3个明显的突起,不受进给率影响。见图7.产生原因一般为机床导轨不直或者导轨磨损。
直线度误差对机床的加工精度影响很大,其调整方法和横向间隙的调整方法一样。
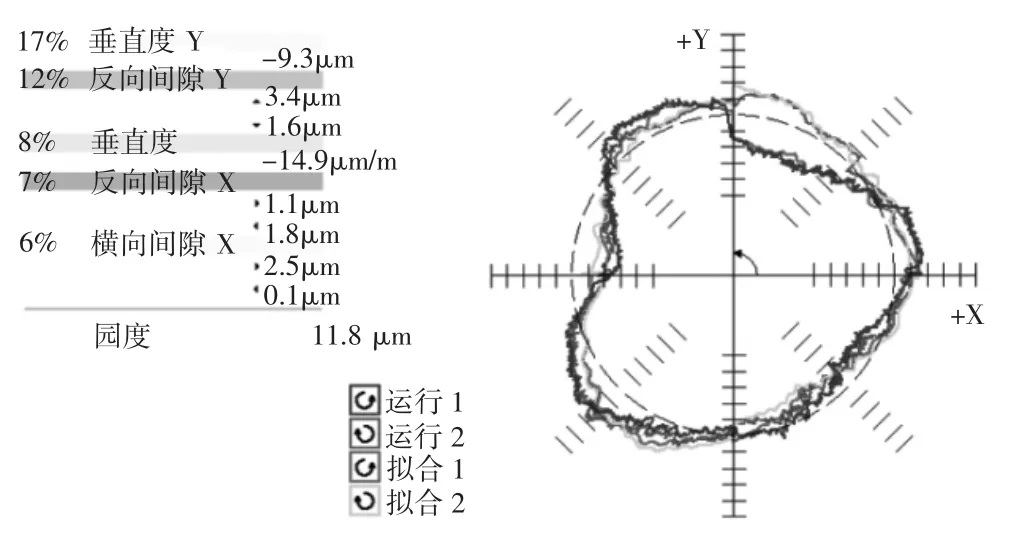
图7 直线度典型图
1.9 周期误差
周期误差的特点是图形沿频率,幅度均发生改变的周期性正弦误差(图8)。
引起周期误差的原因可能是丝杠磨损、编码器安装偏心。若垂直移动轴的周期误差仅在单方向出现则,机床的配重可能存在故障。
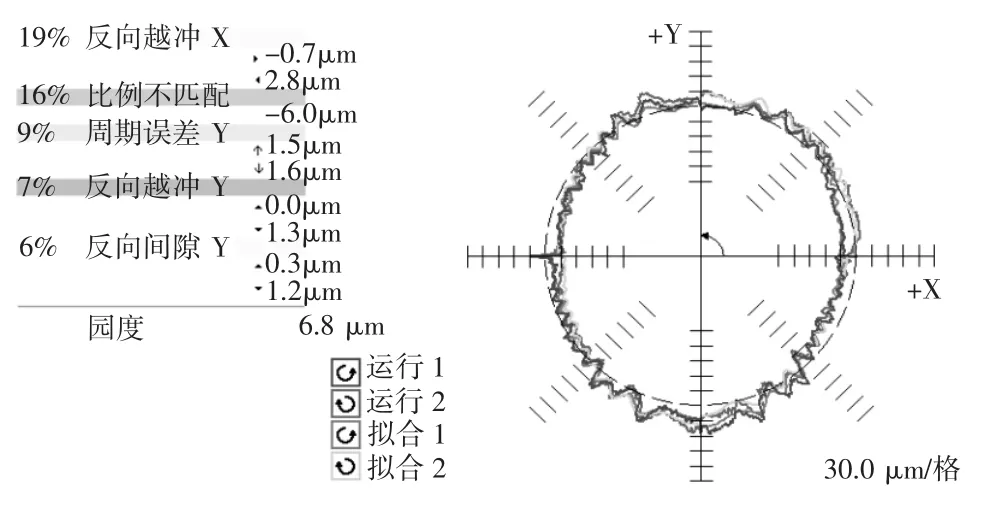
图8 周期误差典型图
2 结束语
分析可见,由球杆仪结果分析的影响因素中,影响机床整体精度主要有两方面,机械安装精度和电气参数影响,一般来说由电气参数影响测试结果会和进给率有关,而机械影响测试结果和进给率无关。其中通过调整电气参数提高精度的有反向间隙、伺服不匹配;调整机械结构来调整的有横向间隙、垂直度、直线度和周期误差;需要通过精度检测设定补偿参数的有反向间隙和比例不匹配。电气参数的参数优化可以采用FANUC系统的SERVO GUIDE软件进行优化。
在实际操作过程中,球杆仪检测如出现结果超标可以根据检测结果来针对性的进行调整,达到合理机床精度。
猜你喜欢
建材发展导向(2022年4期)2022-03-16
科学技术创新(2020年6期)2020-04-18
制造技术与机床(2019年11期)2019-12-04
太原科技大学学报(2019年3期)2019-08-05
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国防伪报道(2017年4期)2017-06-15
制造技术与机床(2017年2期)2017-05-04
