基于小波核Logistic模型的运行可靠性评估*
2018-03-07 03:01肖文荣陈法法陈保家
组合机床与自动化加工技术 2018年2期
肖文荣,陈法法,陈保家
(1.三峡大学 水电机械设备设计与维护湖北省重点实验室,湖北 宜昌 443002; 2.西安交通大学 陕西省机械产品保障与诊断重点实验室,西安 710049)
0 引言
机械可靠性分析的数据来源于可靠性试验,试验样本越多可靠性分析的结果也就越准确。由于受到诸多因素的限制,机械产品可靠性试验样本往往不易获取,从而导致用经典的可靠性分析方法难以得到准确的评估结果。因此,基于小样本的可靠性分析方法得到了广泛的重视与研究。
高军等[1]提出了考虑多失效模式的运行可靠性评估方法,采用贝叶斯线性模型融合状态监测信息,评估退化水平,建立了退化失效可靠性评估模型及突发失效可靠性评估模型,定量分析了退化失效和突发失效对复杂系统运行可靠性的影响。李文丽等[2]针对断路器机构系统具有磨损试验小子样、失效阈值不固定、试验成本高的特点,通过模拟仿真试验法、小子样数据处理法、随机性理论,对某大容量发电机断路器传动机构的磨损可靠性进行了研究。万让鑫[3]提出了基于Bayesian Bootstrap仿真的性能可靠性评估方法,利用随机加权技术将小样本通过数字仿真扩展为大样本,从而开展参数估计。近年来,特别是Bayes方法[4-7]在小样本的可靠性评估过程中运用较多。这些方法在其相关可靠性研究领域都取得了较好的效果,但它们的评估过程一般都要用到产品的历史信息、相似产品信息和专家经验等作为先验信息,而这些先验信息通常也不易获取,更重要的是,其评估结果难以反映可靠性的实时变化。
机械产品的运行信息实际上是产品本身对内外部激励的响应,蕴含着丰富的可靠性信息,且数据量大易于获取。为了解决深孔加工过程中刀具的磨损状态难以监测及其可靠性评估过程中样本难以获取的情况,本文探讨了一种基于小波核Logistic模型的深孔加工运行可靠性模型,其评估结果能实时地反应加工过程中刀具的可靠性信息,为深孔加工过程中刀具的预知更换提供依据。
1 小波核Logistic运行可靠性模型
考虑一个线性函数:
(1)
设k(x)=wTx=β1x1+β2x2+…+βmxm,则式(1)可以改写为:
(2)
式(2)就是著名的Logistic模型。由于Logistic模型对数据的正态性、方差齐性以及自变量类型不做要求,并且系数的意义可解释,使得其在临床医学、经济学和生态学等领域都有广泛的应用。然而 Logistic模型需要大量的样本来定参,限制了它在机械可靠性领域的应用范围。
核函数技术因其在处理小样本条件下的高维映射和非线性方面具有很强的优势,促进了该方法在机器学习领域的算法研究。由小波多分辨分析知,小波函数的伸缩和平移能够构成平方可积空间的一组完备基。因此,用小波基构造的小波核函数,能弥补传统核函数的逼近性能不足,有效的提升Logistic核模式分析方法的逼近精度和泛化能力,这在支持向量机的研究中得到了大量的验证[8-9]。
定义K(x,x′)为任意满足Mercer条件的核函数,则唯一地确定了一个从样本空间到高维再生核希尔伯特空间(Reproducing Kernel Hilbert Space, RKHS)内的映射:x→φ(x)。在此RKHS空间中构造线性函数:

(3)
将其代入式(1),则:
(4)
式(4)就是得到的一个核Logistic运行可靠性评估模型。
核Logistic可靠性模型是一个非线性模型。其参数的解:先利用极大似然估计方法转化为式(5);再利用牛顿迭代法(Newton-Raphson method)即可得到。
(5)
式中,Gi是训练样本的观测值。
在支持向量机领域中,使用的核函数要满足Mercer定理。在本方法中,核函数的使用与支持向量机没有本质的区别,因此关于建立和证明基于小波核logistic模型的过程,本文不再赘述。下面直接给出Morlet小波核函数的形式:

(6)
式中,Λ为对角矩阵。
2 实例分析
2.1 实验简介
深孔镗削是一种可大规模生产的精密加工方法,能获得小公差,高表面光洁度的内孔件,它常见于石油、化工和航空航天等领域。深孔镗削加工振动数据采集于某大型钢铁公司钢管生产车间。图1为加工设备及刀具磨损过程监测仪器配置示意图,实验中所用的数控设备、刀具类型以及切削材料、数据采集设备、参数等见表1。实验中采集的信号及仪器参数见表2。利用PCB ICP352C34高灵敏度ICP振动加速度传感器采集镗刀水平与竖直两个方向的振动加速度信号,采样频率为25.6kHz,每加工一刀时长约60min。另记录了主电机与进给电机的电流信号。
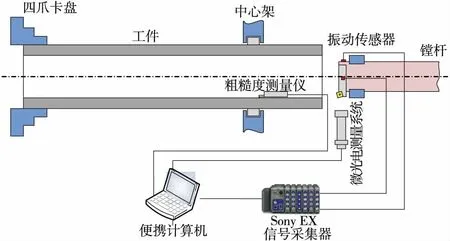
图1 加工设备与测试仪器配置示意图
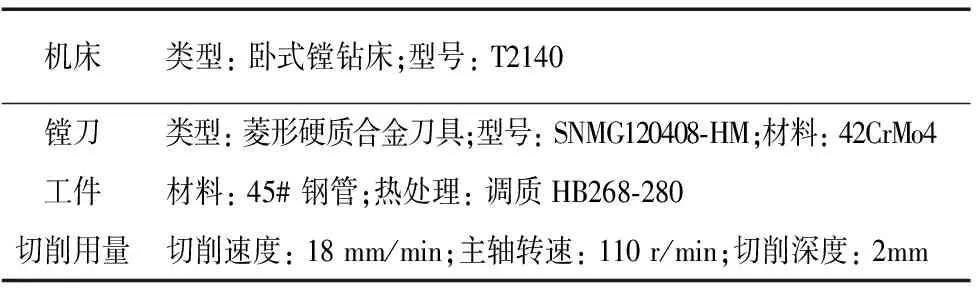
机床类型:卧式镗钻床;型号:T2140镗刀类型:菱形硬质合金刀具;型号:SNMG120408⁃HM;材料:42CrMo4工件材料:45#钢管;热处理:调质HB268⁃280切削用量切削速度:18mm/min;主轴转速:110r/min;切削深度:2mm

表2 传感器类型与型号
2.2 数据分析
(1)相对小波能量
在镗削加工过程中,刀具系统的振动可能受到材料热处理不均匀、积屑瘤等各部环境干扰等诸多因素的影响。强化信号特征是振动信号分析的主要目的,藉以找到最佳指示加工状态变化的有效指标。图2是镗刀加工到23min时,镗杆的振动信号及其频谱。用二代小波包对各时刻的振动信号做4层分解,则其第6频带相对小波能量如图3所示。可以看到随着刀具的磨损,第6频带相对小波能量似乎显示了某种上升的趋势,但其波动较大;且当刀具切削到200min左右时,第6频带的相对小波能量又显示出了与之前相反的趋势。呈现这种变化的原因可能是,第6频带相对小波能量没有聚集到我们感兴趣的频带,因而易受干扰信号的影响。进一步分析可以发现,本次测试中采样频率是25.6kHz,而第6频带在4001~4800Hz之间,镗杆的固有频率4001H正好处在小波包的过渡频带上。
用伪非二进制冗余二代小波分解,重点关注以镗杆固有频率为中心的小波频带3801~4200 Hz,然后计算其相对小波能量,可以得到图4。

(a) 振动信号 (b)频率图2 加工到23min时,镗杆的振动信号及其频谱

图3 第6频带(4001~4800 Hz)相对小波能量
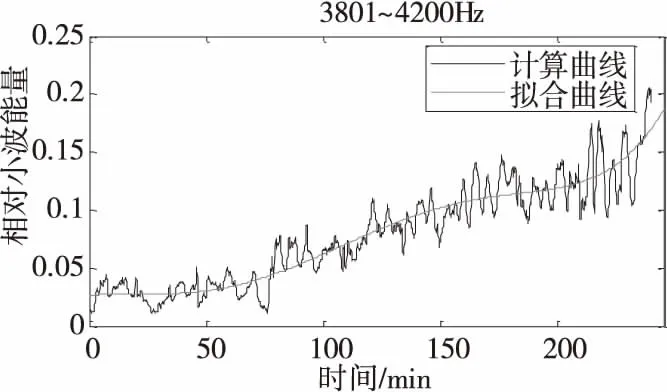
图4 相对伪非二进制冗余二代小波能量
(2)结果分析
文献[10]通过实验和分析显示,进给切削力与主切削力的比值对刀具的磨损非常敏感,并根据金属切削原理,可以得到公式:
(7)
式中,Ix,Ux和cosφx分别表示(进给或主)电机的电流,电压和功率因数,r表示工件的切削半径,f0表示刀削进给率。
下面以相对小波能量和切削力比为组成运行状态向量构建小波核Logistic可靠性模型。以9把刀的加工过程做为训练样本,用第10把刀对可靠性进行实时评估检验,结果如图5所示,其中,a为用小波核Logistic可靠性模型评估结果曲线,b为普通Logistic可靠性模型评估结果曲线。第10把刀的整个加工过程历时240min。
从图5可以看出,利用小波核Logistic模型评估得到的结果较为平稳,而利用普通Logistic模型评估得到的结果有稍许波动且整体呈下降趋。曲线a,从153.7min开始可靠度显著下降,在165min可靠度达到0.5,其后快速下降,因此,对刀具的更换者来说,很容易做出刀具更换的决定。对曲线b而言,曲线整体呈波动缓慢下降,这将导致刀具的更换指令比较模糊,难以做出决策。对比现场测得到表面粗糙度曲线,如图6所示,在160多分钟以后,所加工零件的内表面粗糙度迅速上升7μm以上,也直接表明由于刀具的磨损,零件的精度可靠性已经丧失。 为了保证加工精度,刀具亦需要即时更换。

a.小波核Logistic模型 b.普通Logistic模型图5 可靠性评估结果

图6 表面粗糙度曲线
3 结论
本文提出了一种在小子样条件下基于小波核的Logistic可靠性模型,并以一组深孔加工试验为例,验证了它的适用性。从最终结果可以看出,小波核Logistic模型对小样本条件下的深孔加工运行可靠性评估有较好的应用,特别是对刀具的更换策略有较强的实际指导意义。
当然对本方法而言,仍有诸如运行状态向量应如何科学构造训练样本适量范围等问题需要开展进一步的研究。
[1] 高军,王华伟.考虑多失效模式的复杂系统运行可靠性评估[J].计算机集成制造系统,2015,21(6):1585-1592.
[2] 李文丽, 原大宁, 刘宏昭,等. 小子样下机构系统磨损仿真可靠性研究[J]. 机械工程学报, 2015, 51(13):235-244.
[3] 万让鑫, 吴西良. 基于Bayesian Bootstrap小样本产品性能可靠性评估[J]. 信息技术, 2012(5):174-176.
[4] 李国发, 董精华, 许彬彬,等. 基于贝叶斯群判断理论的数控机床装配可靠性保障方法研究[J]. 组合机床与自动化加工技术, 2016(12):152-156.
[5] 张士军, 刘志国. 基于贝叶斯理论的小批量产品抽样检验方法[J]. 统计与决策, 2017(11):24-27.
[6] 万宏强, 高刚, 丁锋. 基于贝叶斯评估的航空发动机涡轮盘疲劳寿命可靠性研究[J]. 机械制造与自动化, 2016(5):13-15.
[7] 彭美武, 陈洪涛, 钟成明. 基于支持向量机的刀具磨损决策融合技术[J]. 组合机床与自动化加工技术, 2014(4):89-93.
[8] Qi Wu, Rob Law, Shuyan Wu. Fault diagnosis of car assembly line based on fuzzy wavelet kernel support vector classifier machine and modified genetic algorithm. Expert Systems with Applications, 2011,38:9096-9104.
[9] Zhang L, Zhou WD , Jiao L C Wavelet.Support Vector Machine, IEEE Transactions on Systems, Man, and Cybernetics[J]. Part B-Cybernetics, 2004, 34(1):34-39.
[10] Liu Q, Altintas Y. On-line monitoring of flank wear in turning with multilayered feed-forward neural network[J]. International Journal of Machine Tools and Manufacture, 1999, 39 (12): 1945-1959.
猜你喜欢
科技与创新(2022年21期)2022-11-04
中国特种设备安全(2022年3期)2022-07-08
科技风(2021年19期)2021-09-07
电脑知识与技术·经验技巧(2020年5期)2020-06-22
中国医学物理学杂志(2020年3期)2020-04-06
电子制作(2019年13期)2020-01-14
制造技术与机床(2019年11期)2019-12-04
航天电子对抗(2019年4期)2019-06-02
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28