
S30MnH活塞杆化学成分对力学性能的影响分析
2018-03-14 06:53高金强叶成立
大型铸锻件 2018年2期
王 刚 曾 杰 高金强 叶成立 李 笑 方 迁
(二重(德阳)重型装备有限公司,四川618013)
活塞杆作为船用柴油机的关键部件,用S30MnH钢生产。力学性能作为其质量评价的关键指标,其稳定性一直以来都是制造厂家的追求目标。然而在实际生产中,往往存在两端强度差较大等问题。本文提供了先后两批次活塞杆试样,结合化学成分,分析影响力学性能的因素,从而探索解决力学性能差异大的方法及途径。由于S30MnH主要控制元素只有C、Mn,同时由于C含量、C当量对力学性能的影响最为明显,故本文主要从C含量、C当量两个方面出发,进行统计分析。
1 第一批次活塞杆C含量与力学性能的关系
在性能检验环节发现,活塞杆两端强度差异较大,见表1。两端强度差异最大达到了98 MPa。
第一批次获取了19组数据,共38个试样样本,分别从C偏差、C当量角度出发,分析化学元素含量对强度的影响。
1.1 第一批次偏析评价
第一批次19件产品,两端C含量差统计见表2。
对38个试样进行偏析程度评价,25个试样为正偏析,占66%,13个试样为负偏析,占34%。

表1 第一批次活塞杆两端强度差Table 1 Intensity difference at bothends of first batch of piston rod

表2 化学成分均匀性统计Table 2 Statistics of chemical composition uniformity
两端C偏差≤0.03%的占42.1%,两端C偏差≤0.04%的占47.4%。最大正偏析13.33%,最大负偏析12.90%,偏析相对较大。偏析分布情况见图1。

图1 第一批试样C偏析程度分布Figure 1 Segregation distribution of C of the first batch of sample


图2 第一批次C含量、C当量与强度的关系Figure 2 Relationship between C content, C equivalent and the intensity of the first batch of sample
1.2 C含量、碳当量与强度的关系
将38个试样的成品C含量、C当量与强度进行统计分析,见图2。
可以看出,尽管熔炼C在0.31%~0.32%之间,但是成品分析C含量却在0.26%~0.35%之间,两端最大C偏差达到了0.07%,碳当量也分布在0.56%~0.67%这样宽的范围内,说明C的偏析非常大。同时当C含量及C当量逐渐增大时,强度显著提高。但是在C含量、C当量相同的情况下,强度差异是明显存在的。
2 第二批次活塞杆力学性能和化学成分差异
针对第一批次两端强度差异较大这一情况,分析认为钢锭C偏析严重。所以在冶炼和锻造工序均采取了一定的工艺措施,来降低工件两端的C含量偏差和C当量偏差,从而提高工件两端强度的均匀性。为此,开展了第二批次的试验。
纳入第二批次统计分析的工件有15件,两端取试,共30个试样。强度差统计见表3。从表3可以看出,锻件两端强度偏差不一,最大达到68 MPa,最小为22 MPa。但与第一批次相比,两端强度差异明显减小。
2.1 第二批次偏析评价
本次15件产品30个试样,来自4个炉号,熔炼分析C含量在0.31%~0.32%之间。
从表3的计算看,单个取样点C的最大正偏析为12.90%,最大负偏析为6.45%。偏析不大于5%的占33.33%。偏析不超过10%的占66.67%,偏析超过10%的占16.67%,与第一批次相比,偏析程度明显减轻。第二批次C偏析分布见图3。
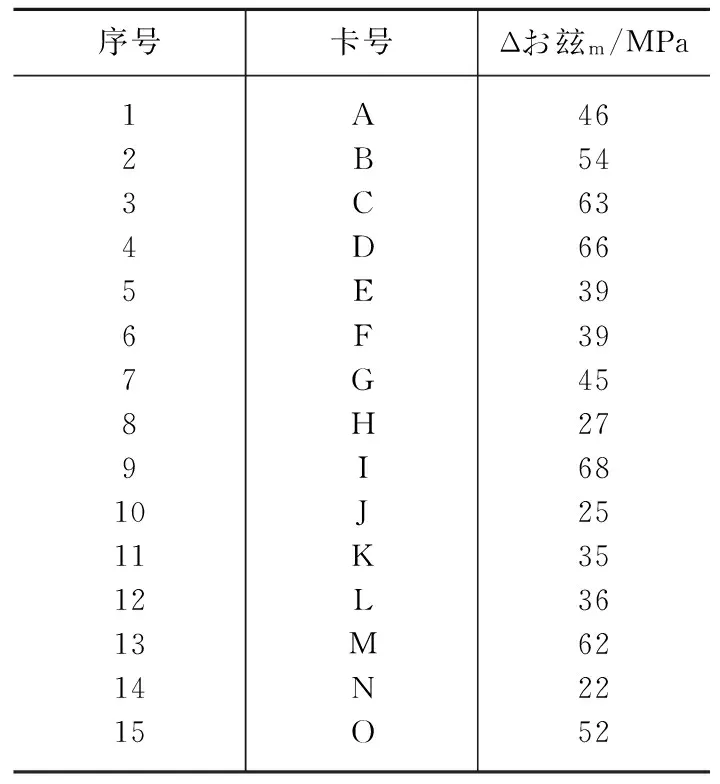
表3 活塞杆两端强度差统计Table 3 Statistics of intensity difference at both ends of piston rod

图3 第二批次C偏析程度分布Figure 3 Segregation distribution of C of the second batch of sample
2.2 锻件两端的C偏差
两端C偏差≤0.03%的占60%,两端C偏差≤0.04%的占86.67%,同样说明偏析程度处于合理范围内。


图4 第二批次C含量、C当量与强度的关系Figure 4 Relationship between C content, C equivalent and the intensity of the second batch of sample


图5 C偏差、C含量分布对比Figure 5 Distribution contract between C difference and C content
2.3 化学成分与强度的关系
同样对第二批次试样的C含量、C当量对强度的影响情况进行了统计分析,见图4。
从图4可以看出,强度随C含量、C当量增加而提高,完全符合相关理论。但是在C含量或C

表4 工件两端C偏差Table 4 C difference at both ends of workpiece

表5 两批次强度统计表(单位:MPa)Table 5 Statistics table of intensity of two batch of sample
当量相同的情况下,强度差依然存在,如C含量均为0.34%时,其强度差最大达到了78 MPa,C当量均为0.63%时,最大强度差达到88 MPa,这也说明化学成分不是强度高低的决定性因素。
3 对比分析
3.1 两批次C含量的对比分析
将以上两批次试样进行对比分析,试样两端C偏差、C含量分析对比见图5。
从图5可看出,第二批次的两端C偏差要好于第一批次,同时第二批次的偏析程度也要好于第一批次。
3.2 两批次强度的对比分析
从表5可以看出,从最大值、最小值、平均值等方面进行统计分析,无论是强度还是强度差,第一批次均要比第二批次离散,说明第二批次好于第一批次,但是第二批次强度差异依然较大。
4 讨论分析
以上两批次的分析数据,无论从C含量,C偏差、碳当量角度出发分析,第一批次相较于第二批次,C的偏析程度要大,成品C含量分布离散,说明采取的措施有一定效果。从两批次结果综合来看,C的偏析与其他转子用钢或者压力容器用钢相比,偏析程度都要大[1-3]。同时,在C含量、碳当量相同的情况下,强度差异也是明显存在的。对整个生产过程进行了梳理,发现造成差异的因素很多,每一批次存在的差异主要表现为:在炼钢环节有浇注温度和保温的差异,在锻造环节有钢锭利用率的差异,在热处理环节有装入量及炉温均匀性的差异等,这些都或多或少地影响着锻件
强度的均匀性,最终造成了批次间强度的差异。然而钢锭利用率及热处理环节的装入量,都直接关系到锻件的成本。所以在低成本战略思想的指导下,如何找到质量与成本的平衡点,获得既满足标准甚至高于标准要求的产品,又具有价格竞争力的产品,是众多热加工工程技术人员探索和思考的方向。
5 结论
影响锻件强度的因素众多,锻件要想获得均匀的力学性能,只有从炼钢、锻造、热处理三工序协同联动,才是最佳途径。
[1] 蒋新亮,王涛,罗玉立. 核电半速转轴用巨型钢锭的生产过程控制及冶金质量评价[J]. 大型铸锻件,2017(4):1-4.
[2] 罗玉立,鞠庆红,曾杰. 燃机轮盘锻件用30Cr2Ni4MoV钢冶炼工艺研究及冶金质量评价[J]. 大型铸锻件,2017(2):36-37.
[3] 陈海堤,王涛,罗玉立. 400t级巨型钢锭偏析及夹杂物分布研究. 大型铸锻件,2013(1):9-15.
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
流体机械(2017年9期)2017-02-06
上海金属(2016年4期)2016-11-23
黄河之声(2016年24期)2016-02-03
大连工业大学学报(2015年4期)2015-12-11
新疆钢铁(2015年1期)2015-11-07
上海金属(2014年1期)2014-12-18
中国新技术新产品(2014年21期)2014-03-28
火炸药学报(2014年3期)2014-03-20
断块油气田(2014年5期)2014-03-11
