
冷(温)锻压力机的特点及研制要点(下)
2018-03-21 07:38李江国北京机电研究所
锻造与冲压 2018年5期
文/李江国·北京机电研究所
史向平·武汉昱仝科技有限公司
李海涛·海安北京机电研究所锻压产业研发中心
徐 超·机械科学研究总院半固态技术研究所
《冷(温)锻压力机的特点及研制要点》(上)见《锻造与冲压》2018年第3期
压力机本体的动态特性
压力机的动态特性表现为晃动、振动和噪声。与基础固定时,压力机表现为振动;与基础没有固定时(含安装隔振器的情况)表现为晃动;对于机械结构来讲,晃动、振动往往伴随声波产生,当声波的频率在20~20000Hz时,表现为噪声。压力机的激振频率接近或等于压力机的某一阶固有频率时,会引起压力机产生共振。
振动、晃动,特别是共振会降低压力机的动态特性,大幅降低零部件甚至整机的寿命,产生的噪声会大大影响操作工人的身心健康。近几年,越来越多的案例表明,由于使用隔振器使压力机晃动过大,严重时会大幅影响压力机的使用性能。因此,在压力机的动态特性不是很好的情况下,隔振器要慎用。
(1)理论上,压力机上所有运动的零部件(包括电动机)均可以引起振动甚至共振,都是激振源,都应该考虑其引起振动甚至共振的可能性。
(2)激振源能否引起共振的三要素:频率(激振源的频率接近或等于某一阶固有频率)、方向(激振源的振动方向与模态振型的方向一致)和能量(产生振动的能量),三者缺一不可。
(3)激振源的能量相对于压力机的自重只要达到一定条件就可以引起振动。
(4)冷(温)锻压力机的激振源分为回转类激振源(各种轴、齿轮、电机、飞轮)和平面运动激振源(滑块、多连杆机构)。
(5)理论上,只要将激振源产生振动的能量降低到一定程度就可以大幅降低振动,同时可以避免共振。
(6)模态分析是分析压力机是否可以产生共振的最好手段,可以计算出压力机的各阶固有频率。表2是CWFP2-1250冷(温)锻压力机的前20阶固有频率,图10是CWFP2-1250冷(温)锻压力机的前6阶模态振型。
(7)理论上讲,提高压力机的刚度是降低压力机振动、共振的有效方法,特别是提高机身及其他非运动零部件的刚度可以有效提高共振频率,使大多数的激振源频率远离共振频率从而避免产生共振。计算表明,冷(温)锻压力机的各种激振源频率中,齿轮啮合的频率和电机的频率最高,前者可以达到40~120Hz,后者一般为10~50Hz,压力机的共振频率分布在15~200Hz的范围内,这两个激振源引起共振的可能性非常大,应该引起足够的重视。
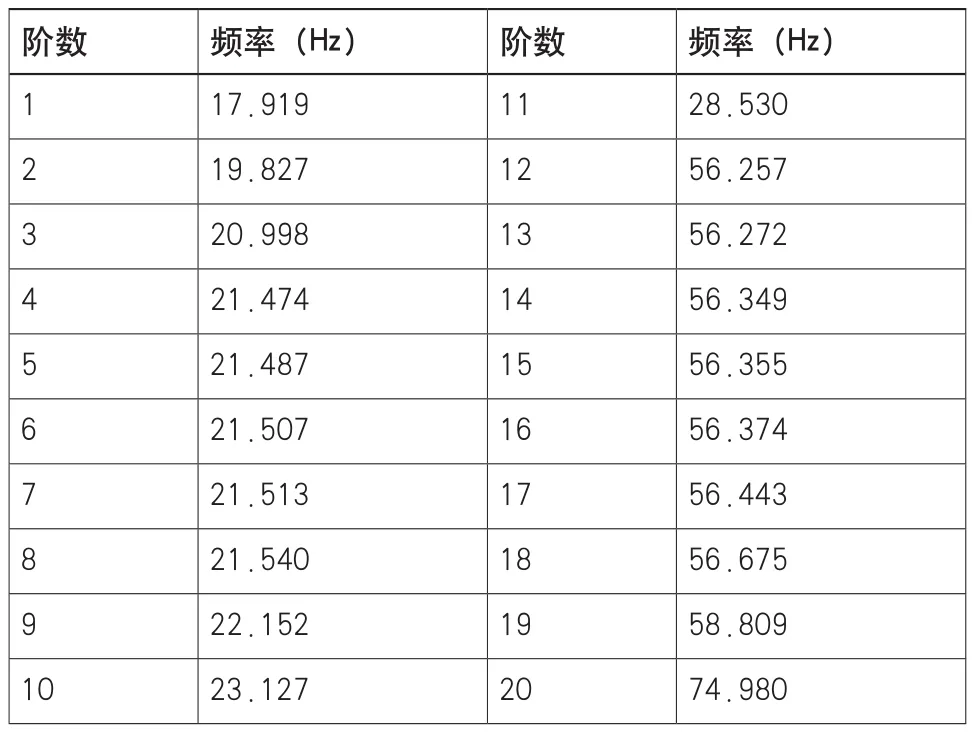
表2 CWFP2-1250冷(温)锻压力机的前20阶固有频率
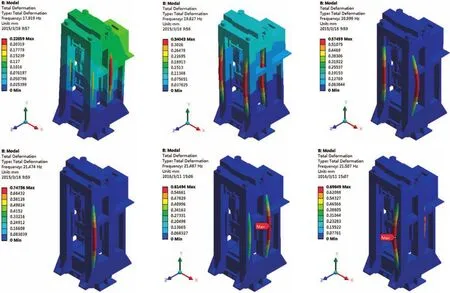
图10 CWFP2-1250 冷(温)锻压力机前六阶模态振型
(8)降低压力机振动、共振的方法。
1)通过大幅提高压力机的固有频率从而避免上述两个激振源引起共振的代价是非常大的,会导致压力机的自重大幅增加,最好的办法就是降低激振源的能量。
2)采用高性能、低振动(通过动平衡检测)、可调速的电机是避免电机引起共振和降低电机引起振动的有效手段。
3)采用人字齿传动和齿面磨削是避免齿轮啮合引起的共振和降低齿轮啮合引起的振动的有效手段。
4)离合器结合带来的扰力和扰力矩(图11)虽然激振频率很低,不会引起共振,但是由于从动部分巨大的等效惯性力矩,往往会给压力机带来很大的冲击,从而带来明显的振动、晃动。降低扰力和扰力矩的方法:离合器结合缓冲(这里不展开)、尽可能简化从动部分(比如:将封闭高度调节机构移至从动机构之外)、降低从动部分的质量和转动惯量(比如将三角连杆镂空图12)、平衡曲柄(图13)等。
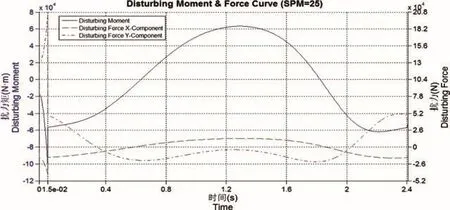
图11 CWFP2-1250冷(温)锻压力机扰力和扰力矩

图12 镂空三角连杆

图13 在与曲柄连接的齿轮上增加配重块
铰接点间隙对压力机的影响
多连杆机构的铰接点很多,各杆在空间的相对位置相当复杂,各铰接点间隙的大小和间隙的位置对压力机的运动影响非常大,应引起高度重视,但是这方面的研究非常少。铰接点的间隙对滑块行程的影响有时候可以达到行程的1%~3%(5~10mm),甚至更多。
因此冷锻压力机最好采用稀油润滑,因为稀油润滑允许的间隙可以降低至轴径的0.75‰,另外通过杆系的加工误差来调整间隙对滑块行程的影响。铰接点间隙的位置如果变化过快,会对压力机造成冲击和产生异响,可以通过约束来避免这种情况的出现。
主要辅助机构
主要辅助机构包括平衡系统、下顶出机构、上顶出机构、封闭高度调节机构、模架(模具)快换装置。
(1)平衡系统。节流会使平衡缸里面的气压瞬间升高,从而导致平衡系统损坏的现象越来越多,需要尽可能加大平衡缸与气罐之间的管路,避免产生严重的节流现象。
(2)下顶出机构。自动化锻造主机需要强力下顶出机构,CWFP2-1250冷(温)锻压力机下顶出力达到了80t,行程达到125mm。对于机械下顶出机构来讲,避免工件弹跳是面临的最大难题,工件弹跳产生的原因一般有三个:下顶出机构刚度低、脱模时顶杆速度过快、粘模。下顶出设计要求有足够的刚度、尽可能降低脱模瞬间的顶出速度。
(3)上顶出机构。冷(温)锻压力机的上顶出机构比热模锻压力机的上顶出机构的顶出力和行程都要大得多,CWFP2-1250冷(温)锻压力机的上顶出力为26t,顶出行程为100mm。上顶出机构一般有机械顶出、氮气弹簧顶出和液压顶出三种形式。
(4)封闭高度调节机构。常见的封闭高度调节机构分为滑块整体调整和单工位分别调整两类。滑块整体调整机构有偏心轴式、楔块式和螺纹式,单工位分别调整机构比较少见。
(5)模具(模架)快换装置。单工位模具更换可采用机械换模臂[CWFP2-1250冷(温)锻压力机采用了这种装置],模架(含模具)整体快换可采用换模小车,所有模具(不含模架)整体快换装置可以使用副模架。
结束语
我国在冷(温)锻压力机方面的研发起步较晚,最近几年发展较快,已经取得了可喜的进步,希望本文能够给相关研究机构或企业提供有益的帮助。
猜你喜欢
中国核电(2021年3期)2021-08-13
建材发展导向(2021年13期)2021-07-28
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
重型机械(2020年3期)2020-08-24
船海工程(2019年1期)2019-03-04
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年9期)2017-04-17
