
汽车转向管柱空载力矩及间隙在线检测设备的研制
2018-03-29 07:19林明安
机电信息 2018年9期
林明安
(广州市嘉特斯机电制造有限公司,广东广州510850)
0 引言
汽车产业是我国21世纪的重要经济支柱产业之一。汽车转向管柱作为驾驶员操控汽车的重要部件之一,其安全性和可靠性显得尤为重要。在汽车行驶过程中,任何来自转向管柱的异响、卡滞和回正感都会给驾驶员造成很大的心理压力,影响行车安全。为此,研制了汽车转向管柱的在线检测设备,该设备可同时实现汽车转向管柱的空载力矩(即摩擦力)以及蜗轮蜗杆啮合间隙的测量,并判断测量值是否在允许范围内,保证了转向管柱在装入汽车前的质量。
在转向管柱发展初期,其空载力矩(即摩擦力)及蜗轮蜗杆啮合间隙是依靠人工转动、人工感觉松紧度来检测是否合格的,该方法效率低并且容易出错,对人工感觉要求高,人工检测劳动强度大,无法进行批量生产。针对这个问题,在线检测设备采用了自动检测、自动分析判断方法,并且把检测、计算后的结果数据自动上传到可追溯数据管理系统。
1 设备结构组成
设备采用单工位自动检测,由机架机构、前后左右十字滑台机构、上夹紧机构、力矩检测机构、间隙检测机构、上下运动机构、夹具机构、操作箱、电气控制柜、工控电脑、显示器、气动系统等组成。
(1)机架机构:采用板材焊接而成,受力强,防护栏采用40×40铝型材组装,外装有机玻璃,起到防护作用;配置安全光栅,可保护人身安全;启动按钮位于右边,采用拔杆开关,外加保护盒,可防止人为不小心碰触开关而启动设备,急停按钮位于左边。
(2)前后左右十字滑台机构:左右滑台是用于力矩检测与间隙检测的切换,利用伺服电机带丝杆方式控制位置;前后滑台是用于力矩检测与间隙检测时套入到转向管柱输出轴,利用气缸带机械限位控制位置。
(3)上夹紧机构:间隙检测时,三爪气动卡盘夹紧转向管柱输出轴,确保输出轴固定不动。
(4)力矩检测机构:套筒套入到转向管柱输出轴,伺服电机带动转向管柱转动,扭矩传感器输出力矩数值,从而转化出空载力矩。
(5)间隙检测机构:气动回转卡盘夹紧蜗杆端,伺服电机带动蜗杆转动,扭矩传感器输出力矩数值,角度编码器输出角度,从而经过软件处理得出间隙值(即角度值)。
(6)上下运动机构:间隙检测时气动回转卡盘夹紧块套入到蜗杆,利用伺服电机带丝杆方式上下运动控制位置。
(7)夹具机构:转向管柱壳体电机定位在下方,圆周定位,外筒横置在V形块上定位,旋转气缸带动夹紧块夹紧转向管柱壳体上方。
(8)操作箱:配置触摸屏,所有动作操作在触摸屏上实现,电源开关及复位、急停开关集中在此。可手动操作及自动操作,手动操作主要是维修及出现异常状态时使用。配置三色灯,利用三色灯来指示可运行状态:当准备就绪,处于可启动状态时绿灯闪烁;当运行时绿灯亮;当等待时黄灯亮;当设备故障或零件NG时红灯亮,并伴有声音报警。
(9)电气控制柜:配置三菱PLC(可编程序控器)、运动板卡、数据采集板卡、伺服器、继电器、空气开关、冷却空调等。
(10)工控电脑、显示器:台湾研华工控电脑,CPU处理器Intel D525 1.8 GHz,内存4G DDR3,硬盘2.5″SATA HDD 1T,配备光驱、USB接口、网卡、杀毒软件、Win7系统;17″DELL显示器。用于电脑软件的运行和数据上传到数据管理系统的处理,保证数据的可追溯性。
(11)气动系统:由SMC气缸、三位五通电磁阀、气动汇流板、气管及接头等组成,主要用于控制设备的动作。由PLC及电脑软件通过气缸的磁性开关的信号、电磁阀的切换控制整个设备的工作有序进行。
2 工作原理
检测转向管柱的轴承的松紧度及有无卡滞,判定力矩是否在要求范围内,是否满足产品的使用性能。蜗轮蜗杆装入壳体后,检测蜗轮与蜗杆啮合的齿侧间隙,判定间隙是否在要求范围内,是否满足产品的使用性能。设备动作完成后,判断的曲线图和计算结果采用VB语言自主编写的工程软件来完成,并且数据结果上传到可追溯数据管理系统。
(1)空载力矩检测工作原理:套筒自动套入输出轴端,蜗杆端不加载,伺服电动旋转输出轴,扭矩传感器输出电压值,经过传感器的放大器进行数值转换,转换成力矩值,再传送到电脑端,伺服电机的编码器的数值传送到电脑端后转换成角度值。电脑软件以扭力为纵坐标,以角度为横坐标采集数据,描绘曲线。利用电脑软件,通过数据处理计算后得出正转力矩平均值、反转力矩平均值、正转波动值、反转波动值,然后以此四个值作为力矩的判断标准,四个值在设定范围内,软件自动计算得出OK值,否则得出NG值并声光报警。
(2)间隙检测工作原理:将转向管柱放在夹具上,三爪气动卡盘抱紧输出轴,固定不动,蜗杆端的气动回转卡盘从下方抱紧蜗杆上的蜗杆联轴器外圆,伺服电机驱动蜗杆轴旋转,转到规定扭力0.15 N·m,编码器先记录一个方向,用于规定力矩编码器行走的角度,然后再记录规定力矩编码器反方向所走的角度,电脑软件以纵坐标为扭力,横坐标为角度采集这一点编码器的角度,描绘出曲线,取出图形上扭矩0.06 N·m点上的角度值。然后三爪气动卡盘松开输出轴,伺服电机驱动蜗杆轴旋转60°,再重复间隙检测的动作,电脑软件采集数据并描线曲线,共检测蜗轮端的平均圆周的6点。总间隙角度值X=正角度的绝对值X1+反角度的绝对值X2。6点的总间隙角度值都满足设定范围内的数值要求,则视为此转向管柱合格并且得出OK值,否则得出NG值并声光报警。
(3)设备所有动作完成后,软件自动描绘的曲线及计算的结果通过IP协议网络系统自动上传到数据管理系统。
3 工作流程
转向管柱装入到设备后,自动启动设备,进行一系列的动作并用软件采集数据,自动计算结果进行判定。工作流程如图1所示。
4 结语
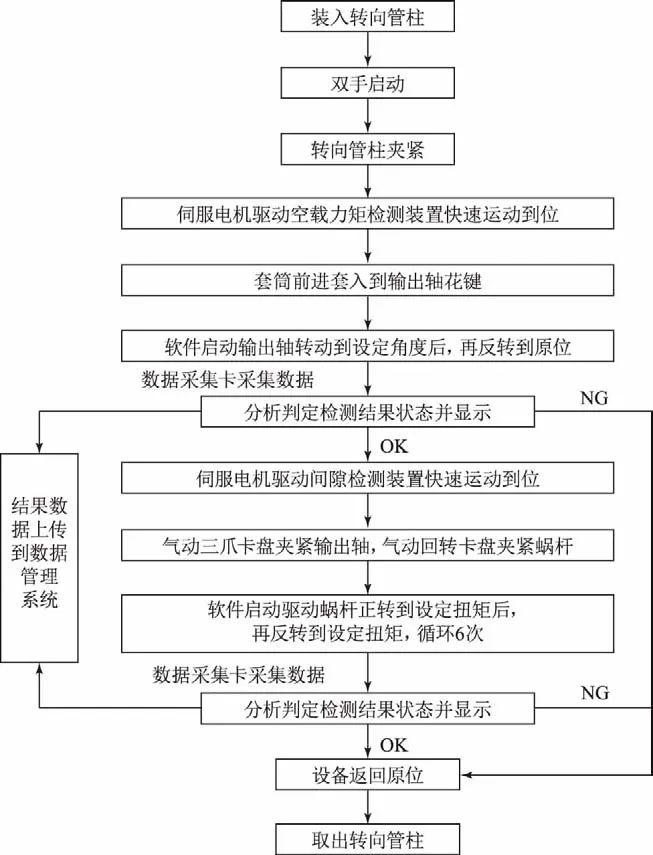
图1 工作流程
使用该设备的汽车转向管柱零部件企业表明,此转向管柱空载力矩及间隙检测在线检测设备极大地保证了产品的合格率,提高了汽车行驶的安全性,为汽车转向管柱零部件企业后续的产品开发提供了重要的数据支持,同时减少了零部件企业的售后成本,提高了生产效率,从而提高了经济效益。该检测设备集合了机械、电气、工业软件、网络一体化功能,是实现工业4.0的智能化及自动化的典型例子。
[1]关文达.汽车构造[M].4版.北京:机械工业出版社,2016.
[2]余志生.汽车理论[M].5版.北京:机械工业出版社,2009.
[3]明日科技.Visual Basic从入门到精通[M].3版.北京:清华大学出版社,2012.
[4]王晰,王阿根.PLC应用指令编程实例与技巧[M].北京:中国电力出版社,2016.
[5]机械设计手册编委会.机械设计手册(新版)[M].北京:机械工业出版社,2004.
猜你喜欢
石油机械(2022年1期)2022-01-18
内燃机与配件(2022年2期)2022-01-17
装备制造技术(2020年4期)2020-12-25
设备管理与维修(2020年20期)2020-11-17
制造技术与机床(2019年10期)2019-10-26
承德石油高等专科学校学报(2019年2期)2019-06-03
中国特种设备安全(2019年1期)2019-03-13
制造技术与机床(2018年12期)2018-12-23
组合机床与自动化加工技术(2018年3期)2018-04-03
分析化学(2017年12期)2017-12-25
