
一种面向人因的加工中心观察窗设计方法*
2018-03-30 06:25彭卫平倪仕文董丰波
制造技术与机床 2018年3期
彭卫平 倪仕文 雷 金 王 庆 董丰波 刘 晓
(①武汉大学动力与机械学院,湖北 武汉 430072;②武汉大学流体机械与动力工程装备技术湖北省重点实验室,湖北 武汉 430072;③上海航天设备制造总厂,上海 200240)
加工中心是由机械设备与数控系统组成的适用于加工复杂工件的高效率自动化机床,它是目前世界上产量最高、应用最广泛的数控机床之一[1]。在加工中心的屏蔽门上大多有能够识别的、有透过性的观察窗。观察窗是辅助操作者了解内部机床工作状态的重要部件,操作者监视机床工作状态和观察工件加工都需通过观察窗来进行。这种通过直接观察所获取的加工状态信息同控制面板上的显示数据一起构成了加工中心对个人反馈,对操作者更好的完成加工任务具有重要指导作用[2]。操作者对加工状态的观察和监视控制十分频繁,如果观察窗设计不合理,会使操作者在观察时感到不适,进而对加工状态信息的获取产生影响,因此观察窗的人性化设计显得尤为重要。
在现有对加工中心观察窗的研究中,李世葳[3]通过对机床外罩选用透明材料构成观察窗来增加机床工作区的可视性;张铁成[4]利用Core对观察窗进行了人机仿真分析;范含晶[5]、孙旭东[6]通过对观察窗结构和材料进行优化,使之具有较好的强度和透明度;藤井隆亮[7]通过为观察窗加装具有自动控制功能的挡板来保持观察窗的清洁;李倩[8]基于人的视觉特征对加工中心观察窗的尺寸展开了研究。作为一种观察和了解机床工作状态与工件加工情况的重要人机界面,观察窗的设计不仅要达到“可观察”、“能观察”的目标,而且应符合人机学原理满足“易观察”、“宜观察”的要求。由于目前国内外运用人机工程学理论专门针对加工中心观察窗的设计方法展开的深入研究还相对较少,并且缺乏相应的设计准则以及评价模型。人们在加工中心观察窗的设计时更多注重的是功能的实现问题,却很少考虑对人因(生理和心理)的影响,其宜人性等难以符合人机学要求。
本文以国产μ2000-630HF卧式加工中心为例,研究面向人因的加工中心观察窗设计方法。面向人因的设计方法可以保障人在观察时的安全前提下,同时使人能在自然舒适的状态下实现对加工过程信息快速且准确的获取。在各种型号的加工中心以及数控机床的观察窗设计中都可以从可视性、宜人性和安全性等方面出发,采用面向人因的设计方法来提高观察窗的实用性和人性化程度。
1 加工中心观察窗人机学设计准则
在满足观察窗基本功能的前提下,对观察窗进行人机学设计,主要满足可视性、宜人性和安全性等要求。
1.1 可视性准则
可视性是指操作者透过观察窗能够清晰地看到机床加工过程中的各种必要视觉信息。它取决于观察路径上是否存在视线遮挡以及观察者的视野范围和视觉清晰程度。
(1)视野范围要求
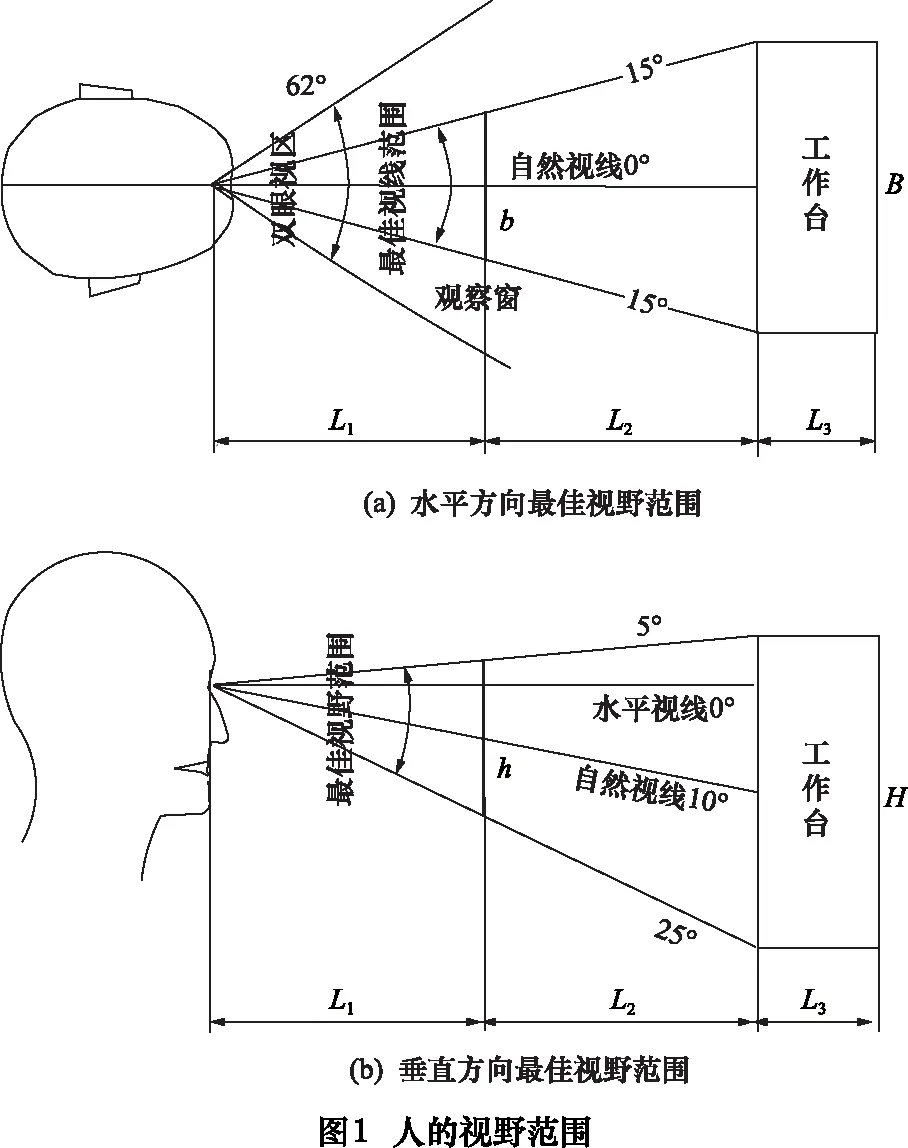
如图1人的视野即在其头部和眼球固定不动的情况下,其眼睛观看正前方物体时所能看到的视觉范围(常用角度表示)[9]。根据人机学原理,水平方向上人的双眼视区在62°左右,人的最佳可视锥为30°即最佳视野范围位于标准视线左右各15°的区间内;而垂直方向上人站立时自然舒适的视线低于水平线10°,坐着时低于水平线15°,垂直方向上人站立时的最佳视野为水平线上5°到水平线下25°之间。
由图1可得出满足人观察的最佳视野必要条件如下:
(1)
其中:h代表观察窗的高度;b代表观察窗的宽度;L1和L2分别代表观察者眼睛至观察窗和观察窗至工作台的距离;L3为工作台视线方向的长度;B为工作台的宽度;H为工作台的高度。
(2)视觉清晰要求
视觉清晰度与观察距离(L=L1+L2+L3)以及观察窗的透明度有关。根据人机学原理,L∈[380 mm,1 500 mm]为最佳观察视距[10],但在实际加工中心的观察过程中视距往往大于这一范围。观察视距的过远或过近都会影响观察者的认读速度和准确性。
通常情况下,观察窗要求采用完全透明的材料(如玻璃)制作,但由于实际工作中存在切削液和粉尘等的作用,观察窗的透明度往往不高。设观察窗的不透明度为F,则观察者的视觉清晰度G=L×F,G的值越小说明视觉越清晰。
设计观察窗时,视觉清晰度可通过人机学工具进行模拟仿真加以分析。如果因切削液等影响了观察窗的透明度,可增设观察窗清洁装置(如自动高压清洗,手动擦拭等)。如果观察距离L过大而影响了视觉清晰度,可在不影响加工过程的情况下适当减小L2或者增设辅助观察装置(如视屏监控等)[11-12]。
1.2 宜人性准则
除可视性外,观察窗的位置及大小还影响着其宜人性,体现了对人的生理条件和心理需求的适应度。观察窗的位置高度的选择主要根据人的身高来确定。为了适应不同操作者间的身高差异,满足大多数操作者的使用需求,观察窗的位置高度可以第50百分位(P50)的中国男性平均身高HP50为依据,尽可能地使观察者在自然舒适的姿势下满足最佳视野对工作台的覆盖。
观察窗的大小与视距、工作台大小及最佳视野有关(如图1),为了使其适应90%的操作者观察,观察窗高度h可以P95和P5的中国成年男子的眼高为参照,即h≥HP95-HP5。
此外,观察空间的大小会对人的生理和心理产生影响。应满足:X≥WP95+W心,Z≥HP95+H心(实际中观察空间的长度通常足够大,不予考虑)。
其中:X、Z分别代表观察空间的宽度和高度;WP95和HP95分别代表第95百分位数中国成年男性的身宽和身高;W心和H心分别代表考虑人的心理因素的观察空间宽度和高度的修正值,基于人机工程学原理,W心和H心分别取值为320 mm和280 mm[13]。
1.3 安全性准则
安全性是指观察窗所具备的防护能力。为了防止切屑以及冷却液等飞溅物对操作者造成伤害,保障人在操作机床时的安全,观察者在观察窗前应保持一定的安全距离L1,并根据需要采用相应的防护措施。在防护装置设计时,应按GB22997-2008使其在结构上能承受预计的最大冲击能量。观察窗的材料及结构形式决定了其防护能力,表1给出了相应的安全设计参考依据。
表1 观察窗材料、安全距离与防护措施
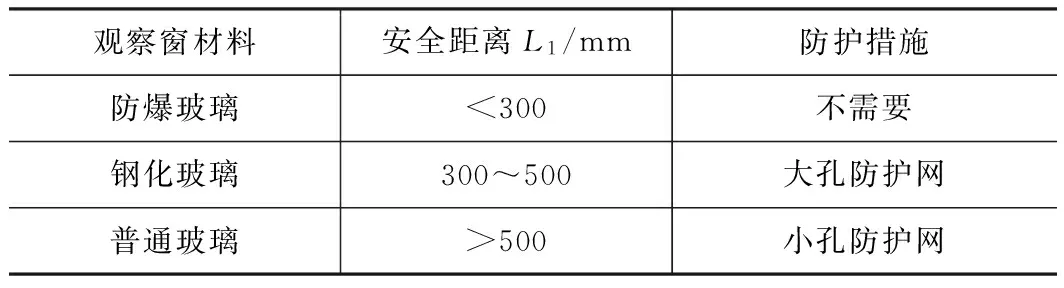
观察窗材料安全距离L1/mm防护措施防爆玻璃<300不需要钢化玻璃300~500大孔防护网普通玻璃>500小孔防护网
2 加工中心观察窗人机学评价方法
2.1 评价指标的确定
由上述设计准则,可取3个一级评价指标和8个二级评价指标,作为加工中心观察窗的人机学评判依据。
(1)可视性指标(E1)。E1={E11,E12,E13},其中E11代表视觉可达;E12代表清洗措施;E13代表视觉清晰度。
(2)宜人性指标(A1)。A1={A11,A12,A13},其中A11代表尺寸大小;A12代表安装位置;A13代表观察空间。
(3)安全性指标(Q1)。Q1={Q11,Q12},其中Q11代表安全距离;Q12代表防护能力。
2.2 评价模型的构建
首先建立评价指标的评语集。根据一般评价原则,本文采用优、良、一般、差、极差5级评语对加工中心观察窗进行评判,各级评语分别对应的得分范围为{90~100,80~90,60~80,40~60,0~40}。其评价等级和对应的评语集如下:
(2)
基于上述设计准则和评价指标建立了观察窗的评价模型,如表2的评价模型给出了上述各级评价指标的等级取值及评判依据。
2.3 权重的确定
采用层次分析法(analytic hierarchy process, AHP)确定加工中心观察窗各级评价指标的权重的过程如下[14-15]:
(1)分析待评价问题。将待评价的问题分解为若干相关的评价因素,然后根据这些因素之间的相关关联,进行主次分析,确定各个因素之间的隶属关系。本文将加工中心观察窗人机学的评价指标分为两层共8个指标。
(2)构建评价模型。根据各个评价指标之间的隶属关系构建层次结构模型。卧式加工中心观察窗人机学评价模型如表2所示。
(3)建立比较判断矩阵。根据各级评价指标对于上级指标的贡献度,对所有同级评价指标进行两两重要度分析,得到评价指标的重要度比值矩阵,即为判断矩阵。在层次分析法中为了使评价指标定量化和无量纲化,最常用的评价指标标度为Satty提出的1~9标度法[16]。但该标度区分过细,往往会出现两评价指标之间的重要性程度无法明确界定的情况,而且当某一层评价指标过多时,会导致逻辑性错误,出现标度把握不准并丢失信息的情况。为了克服9级评价指标主观性过强的问题,本文将评价级数缩减到3级,同时3级评价标度也避免了进行一致性检验的问题。具体的评判标度及其含义如表3所示。
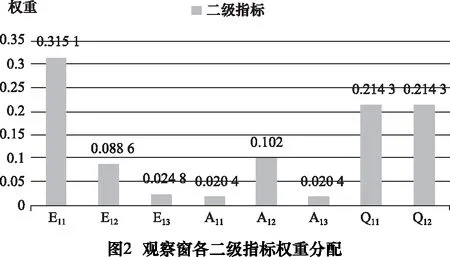
(4)层次单排序。层次单排序需要计算判别矩阵R的最大特征值λmax所对应的特征向量ξ,然后对特征向量ξ进行归一化处理,得到的数值可对应到每个评价指标的权重。本文利用Matlab软件计算出每个判别矩阵的最大特征值λmax所对应的特征向量,归一化后得到各指标的绝对权重,然后将绝对权重换算成相对权重并构造权重矩阵W。二级指标权重矩阵W=[w1,w2,…,w8],各指标权重如图2所示。
表2 加工中心观察窗人机学评价模型
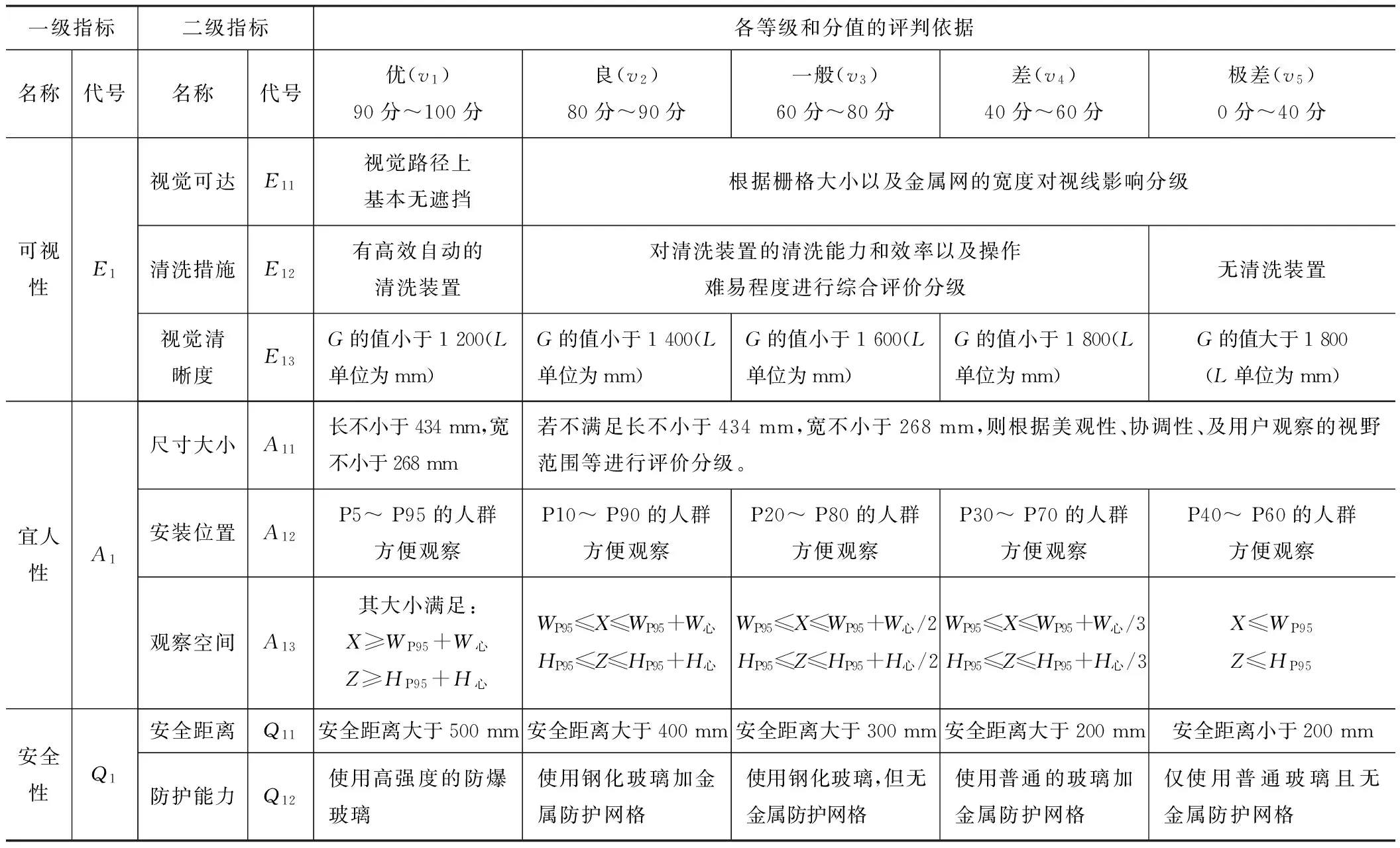
一级指标二级指标各等级和分值的评判依据名称代号名称代号优(v1)90分~100分良(v2)80分~90分一般(v3)60分~80分差(v4)40分~60分极差(v5)0分~40分可视性E1视觉可达E11视觉路径上基本无遮挡根据栅格大小以及金属网的宽度对视线影响分级清洗措施E12有高效自动的清洗装置对清洗装置的清洗能力和效率以及操作难易程度进行综合评价分级无清洗装置视觉清晰度E13G的值小于1200(L单位为mm)G的值小于1400(L单位为mm)G的值小于1600(L单位为mm)G的值小于1800(L单位为mm)G的值大于1800(L单位为mm)宜人性A1尺寸大小A11长不小于434mm,宽不小于268mm若不满足长不小于434mm,宽不小于268mm,则根据美观性、协调性、及用户观察的视野范围等进行评价分级。安装位置A12P5~P95的人群方便观察P10~P90的人群方便观察P20~P80的人群方便观察P30~P70的人群方便观察P40~P60的人群方便观察观察空间A13其大小满足:X≥WP95+W心Z≥HP95+H心WP95≤X≤WP95+W心HP95≤Z≤HP95+H心WP95≤X≤WP95+W心/2HP95≤Z≤HP95+H心/2WP95≤X≤WP95+W心/3HP95≤Z≤HP95+H心/3X≤WP95Z≤HP95安全性Q1安全距离Q11安全距离大于500mm安全距离大于400mm安全距离大于300mm安全距离大于200mm安全距离小于200mm防护能力Q12使用高强度的防爆玻璃使用钢化玻璃加金属防护网格使用钢化玻璃,但无金属防护网格使用普通的玻璃加金属防护网格仅使用普通玻璃且无金属防护网格
表3 判断矩阵的标度及其含义
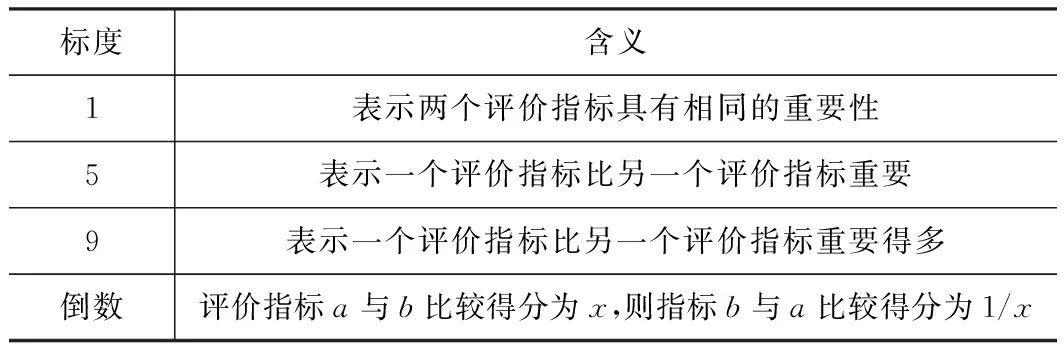
标度含义1表示两个评价指标具有相同的重要性5表示一个评价指标比另一个评价指标重要9表示一个评价指标比另一个评价指标重要得多倒数评价指标a与b比较得分为x,则指标b与a比较得分为1/x
2.4 综合评价过程
模糊综合评价是一种比较客观的评价方法,其在确定评价指标权重时实际采用的也是层次分析法的原理。其基本评价步骤如下[17-18]:
(1)确定评判指标集
由隶属度函数确定各评判对象对评语集V的隶属度。对某个指标可得其隶属度矩阵Ri=[ri1,ri2,ri3,ri4,ri5]反应指标Ui对某一评语等级vj(j=1,2,3,4,5)的隶属程度。
(2)确定评判矩阵R。根据模糊数学理论,构造隶属度函数μvi(x),其表达式为:
(3)
(4)
(5)
(6)
(7)
通过上述设计准则由专家给出各指标的评分x,再由隶属度函数确定各评判对象对评语集V的隶属度。对某个指标Ui(i=1,2,…,8)可得其隶属度矩阵Ri=[ri1,ri2,ri3,ri4,ri5],rij反应指标Ui对某一评语等级vj的隶属程度。每个指标Ui都对应于一个隶属度矩阵Ri,将i个评价指标的隶属度矩阵组成一个总的评判矩阵R。
(8)
(3)综合评判
每个指标Ui都对应于一个隶属度矩阵Ri,将i个评价指标的隶属度矩阵组成一个总的评判矩阵R。将通过层次法得出的权重矩阵W和总评判矩阵R作模糊变换得到综合评判矩阵B。综合评判矩阵B:
(9)
式中:i为指标个数;“°”为模糊合成算子,在这里取加权平均型M(•,⊕)算子。
最后,对评价集中的评级进行赋值,可以得出一个综合性的数值,对观察窗进行等级评定。各等级赋值为:v1=1,v2=2,v3=3,v4=4,v5=5。将评判矩阵B中每个隶属度与对应的评价等级值做综合计算,可得加工中心观察窗的总评价等级值S:
(10)
3 应用实例
3.1 630HF加工中心观察窗的改进设计
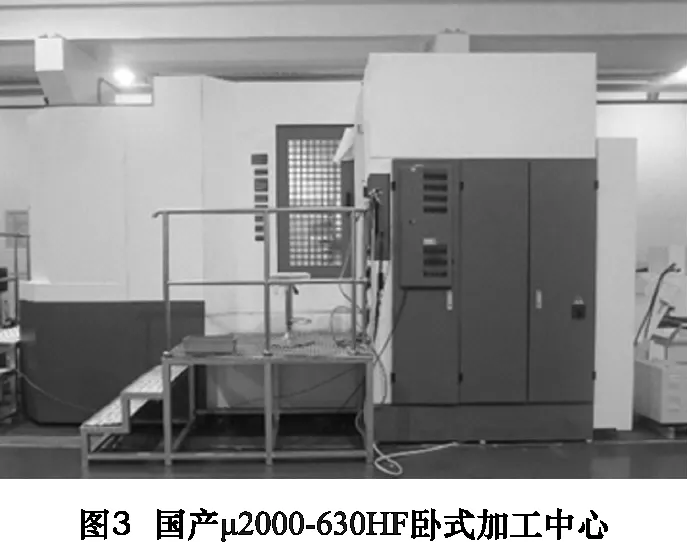
以国产大型卧式加工中心μ2000-630HF的观察窗为例进行改进与评价,其观察窗由矩形门上的金属栅格和其内侧紧贴着的一层玻璃组成。其实物照片如图3所示。
根据上述设计准则在满足观察窗的基本功能下对观察窗进行了如下改进:
(1)将矩形门以及观察窗的大小从670 mm×1 350 mm和450 mm×1 058 mm改为670 mm×1 730 mm和450 mm×1 438 mm。即将矩形门和观察窗的长度增加了380 mm,增大了观察者上下的视野范围。
(2)对观察窗的位置进行调整降低矩形门离台阶的高度(原矩形门下挡板过高为1 280 mm,根据心理裕量优化后下高为900 mm)可方便观察者进入检查。
(3)将矩形门和观察窗整体向左移使门把手距离右边操作台的至从80 mm优化到120 mm,使操作者的观察空间增大,并且防止开门时手被夹到。
(4)为缩短观察距离增加观察的视线清晰度,在不影响机床功能的前提下,将观察窗至工作台中心的距离从830 mm缩短为750 mm。
(5)在原有观察窗的基础上增加一个可旋转的小观察窗,在加工过程中此观察窗可以细致地查看加工中心内部工作状态,通过翻转玻璃板,方便对玻璃板上冷却液的清除,从而清楚地观察到机床内部加工情况。
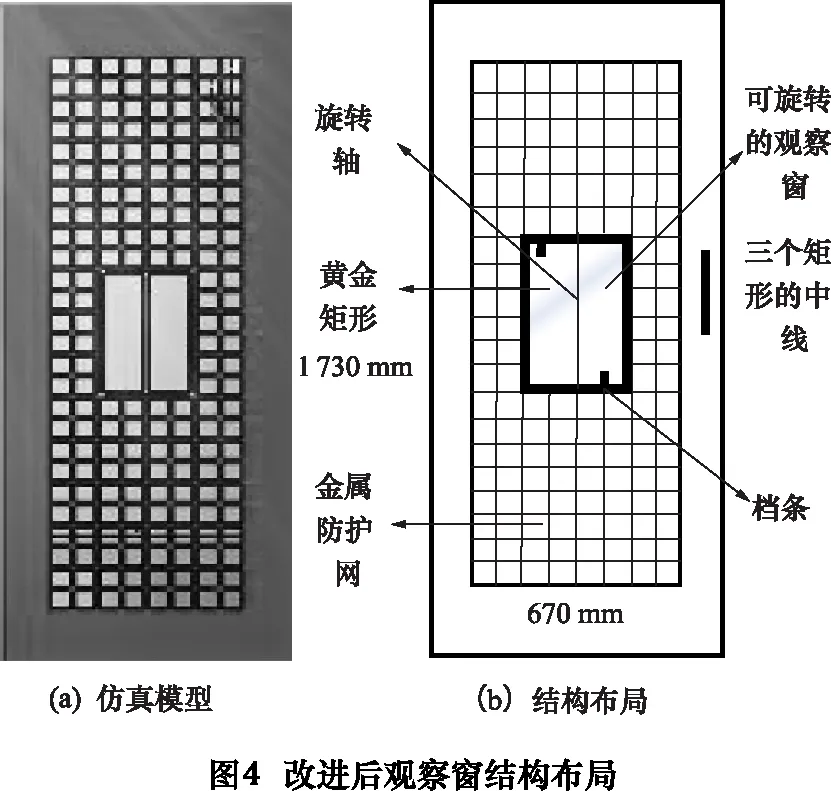
(6)为同时满足P5到P95的中国成年男性离小观察窗0~400 mm之间的最佳可视范围,通过计算得该观察窗的宽度取214 mm,长度取346 mm;观察窗的形状为黄金矩形(短边与长边之比为0.618)并且将观察窗的位置设计在矩形门的正中间,即观察窗和矩形门整体上下以及左右对称,使整体符合形式美法则。观察窗的形状和布局设计如图4所示。
(7)由于可旋转的矩形小观察窗前面去除了金属栅格的安全防护,为保证操作者的工作安全,选用符合GB 15763.2-2005的钢化玻璃作为材料以保证操作人员的安全性。
3.2 630HF加工中心观察窗的人机学评价
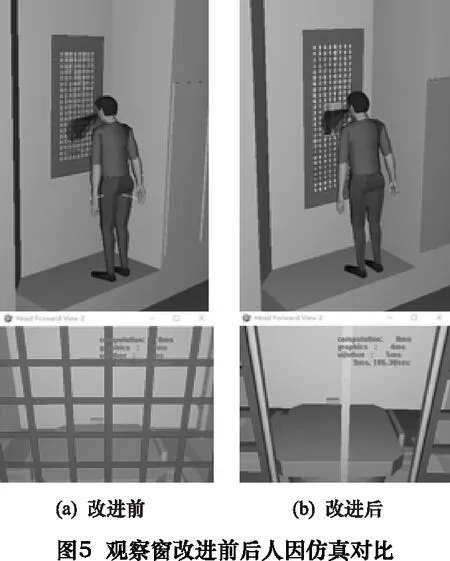
将630HF的三维实体模型导入Jack,并在中国人体数据库中选取P50中国成年男性虚拟人体模型,建立改进前后观察窗的虚拟仿真观察效果,其对比如图5所示。
运用上述人因仿真分析以及设计准则和评价模型分别对改进前后观察窗各指标进行专家评分,评价对比结果如表4所示。
表4 630HF观察窗改进前后各项指标评价结果
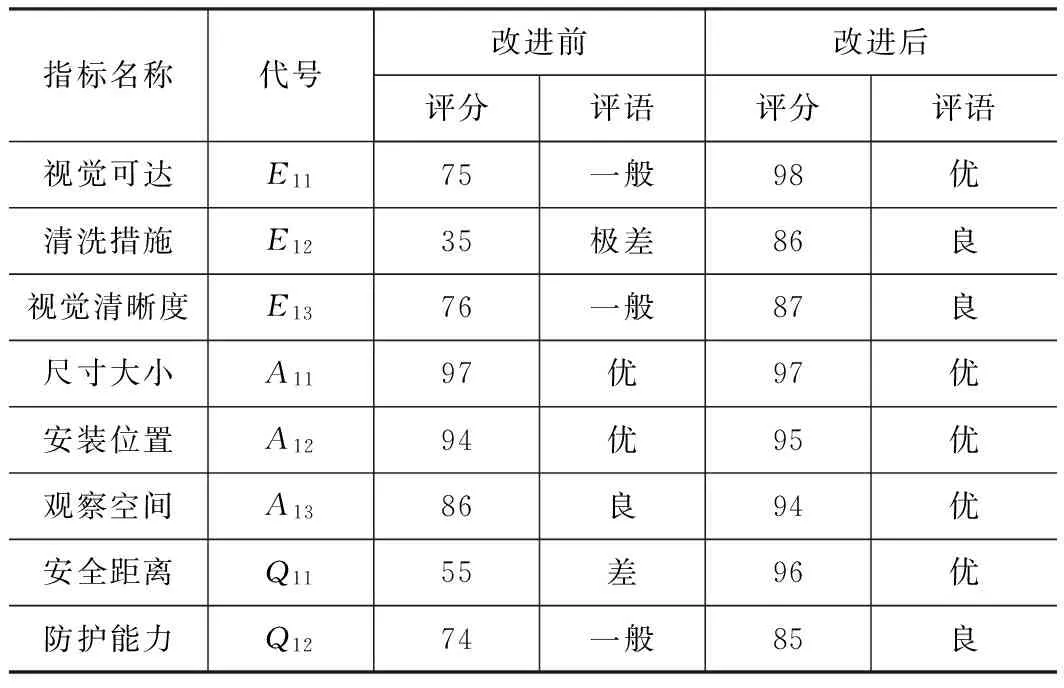
指标名称代号改进前改进后评分评语评分评语视觉可达E1175一般98优清洗措施E1235极差86良视觉清晰度E1376一般87良尺寸大小A1197优97优安装位置A1294优95优观察空间A1386良94优安全距离Q1155差96优防护能力Q1274一般85良
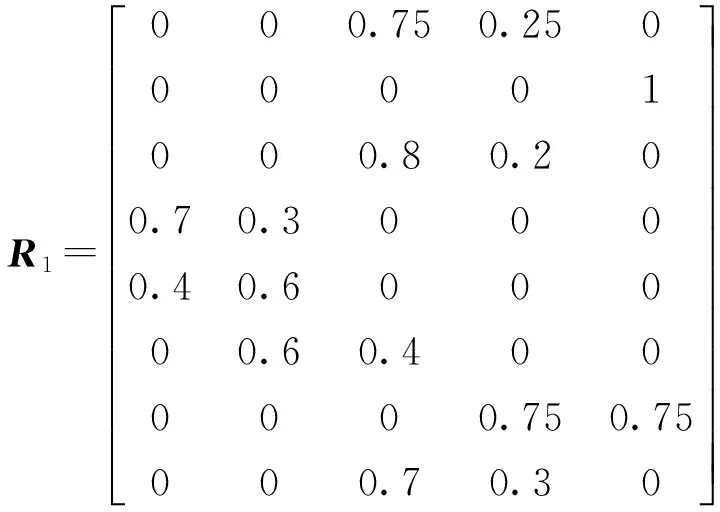
由隶属度函数μvi(x) 及表4的评分结果,经过计算确定优化前后的总评判矩阵R1和R2。
由图2得出二级指标的权重矩阵W。

已知总评判矩阵R和二级指标权重矩阵W,由公式(9)分别计算出优化前后综合评判矩阵B1=[0.055 08,0.079 56,0.414 34,0.308 75,0.142 18],B2=[0.454 02,0.395 82,0.150 06,0,0],从而可知μ2000-630HF卧式加工中观察窗对于各评价等级的隶属关系,并由公式(10)计算总评价等级值S1=3.403 08,S2=1.695 84,综合评价结果对比如图6所示。
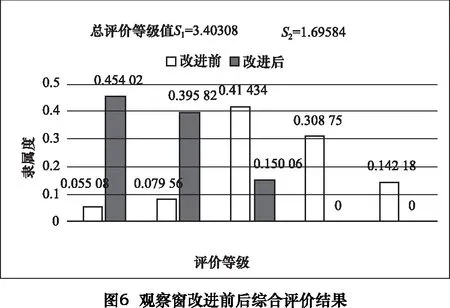
由图6中各指标的隶属度可得观察窗改进前的评价等级为一般(v3),改进后的评价等级为优(v1)。由上述信息对比可直观地看出改进后的观察窗在各方面的性能上都有了明显的提高。
4 结语
根据上述研究和实例应用可以得出如下结论:
(1)面向人因的加工中心观察窗设计主要遵循的是可视性、宜人性和安全性等原则。其中可视性指操作者透过观察窗能够清晰地看到机床加工过程中的各种必要视觉信息;宜人性指观察者在自然舒适的姿势下满足最佳视野对工作台的覆盖;安全性是指观察窗所具备的防护能力。
(2)加工中心观察窗人机学评价指标主要包括:可视性、宜人性、安全性3个一级指标,以及视觉可达、清洗措施、视觉清晰度、尺寸大小、安装位置、观察空间、安全距离、防护措施8个二级指标。它们之间既有区别又有联系,采用层次分析法和模糊综合评价方法比较符合实际。
(3)在实例应用中发现,运用了面向人因的观察窗设计方法,在视觉可达、清洁措施和防护能力等方面都有了明显的改善。该方法不仅可保证产品的功能即“可观察”目标的实现,而且能满足“宜观察”的要求,使产品具有良好的宜人性。
[1]刘阳. 数控机床防护及外观造型设计研究[D]. 沈阳: 东北大学, 2006.
[2]赵政康. 气动旋转视窗系统:中国, CN102849182A[P]. 2013-01-02.
[3]李世葳. 基于人机工程的数控机床外防护设计研究[D]. 哈尔滨: 东北林业大学, 2008.
[4]张铁成. 机床外防护设计中的人机工程仿真[J]. 制造业自动化, 2014, 36(17):95-98.
[5]范含晶. 一种安装于机床屏蔽门上的观察窗: 中国, CN203993346U[P]. 2014-10-22.
[6]孙旭东. 一种应用于机床屏蔽门上的观察窗: 中国, CN203887611U[P]. 2014-12-10.
[7]藤井隆亮. 具有观察窗控制装置的机床: 中国, 205380506 U[P]. 2016-07-13.
[8]李倩. 加工中心的人性化设计研究与应用[D]. 济南: 山东大学, 2009.
[9]丁玉兰. 人机工程学[M]. 4版. 北京: 北京理工大学出版社, 2011.
[10] Hassall M, Xiao T, Sanderson P,et al. Human factors and ergonomics[J]. International Encyclopedia of the Social & Behavioral Sciences, 2015, 8(12):297-305.
[11] Raeisi S, Osqueizadeh R, Maghsoudipour M, et al. Ergonomic redesign of an industrial control panel[J]. International Journal of Occupational & Environmental Medicine, 2016, 7(3):186-192.
[12] Isa H,Rahman M A, Hazmilah H, et al. Ergonomic design of CNC milling machine for safe working posture[J]. Applied Mechanics & Materials, 2014, 2851(465):60-64.
[13]Tian Y, Zuo T. Ergonomics research and CNC machine tools in the interface design of the application[C]. International Conference on Computer-Aided Industrial Design and Conceptual Design, 2008. Caid/cd. IEEE, 2008: 73-77.
[14] González-Prida V, Barberá L, Viveros P, et al. Dynamic analytic hierarchy process: AHP method adapted to a changing environment[J]. Journal of Manufacturing Technology Management, 2014, 25(4):457-475.
[15]徐达, 王宝琦, 吴溪, 等. 基于多层次灰色关联度的装备维修性定性要求综合评价方法[J]. 制造技术与机床, 2013(11):70-73.
[16]Rezaei J, Fahim P B M, Tavasszy L. Supplier selection in the airline retail industry using a funnel methodology: Conjunctive screening method and fuzzy AHP[J]. Expert Systems with Applications, 2014, 41(18):8165-8179.
[17]穆永铮, 鲁宗相, 乔颖, 等. 基于多算子层次分析模糊评价的电网安全与效益综合评价指标体系[J]. 电网技术, 2015, 39(1):23-28.
[18]Tian J S, Tian J J, Guo J C. Evaluation of comprehensive benefits of land consolidation based on AHP and FUZZY[J]. Asian Agricultural Research, 2013, 1(1):17-20.
猜你喜欢
青少年科技博览(中学版)(2022年6期)2022-08-31
南都周刊(2021年3期)2021-04-22
疯狂英语·新悦读(2020年1期)2020-02-20
自动化学报(2019年6期)2019-07-23
海外星云(2016年7期)2016-12-01
太空探索(2016年5期)2016-07-12
中央民族大学学报(自然科学版)(2016年3期)2016-06-27
南都周刊(2015年4期)2015-09-10
南都周刊(2015年3期)2015-09-10
南都周刊(2015年1期)2015-09-10
