
小型制冷压缩机活塞形位误差检测实验设计与分析
2018-04-02 07:37杜益刚
机械工程与自动化 2018年1期
杜益刚
(中车青岛四方机车车辆股份有限公司, 山东 青岛 266000)
0 引言
制冷压缩机的性能与活塞的质量直接相关,无论是生产厂家还是用户都非常注重活塞的质量,所以高精度、高效率地检测活塞形位误差是非常必要的[1]。国外在形位误差的检测与评定方法上较为领先[2],如美国专门从事坐标测量及表面测量的North Carolina State University的实验室就有Federal Formscan 3600圆柱度仪等;近年来,我国在形位误差测量方面有十分显著的进步,如北京机电研究院成功研制出圆柱度仪[3],青岛四方公司与北京工业大学合作开发了多功能形位误差测量系统[4]。但上述这类专业测量系统的应用范围较狭窄,只针对特定的形位误差,专门针对中国市场开发的经济型测量设备几乎没有[5]。
1 活塞加工过程中关键误差的研究
1.1 打标位置的分析与确定
活塞压标位置不同,所引起的形位误差也不同,利用有限元进行分析计算,对压标位置的确定给予理论上的指导。在此选取了两个适合后续工序要求的位置进行分析。
如图1所示,在200 N的压力下,位置1形位误差为:圆度误差5.6 μm,圆柱度误差7.5 μm,对称度误差12.0 μm。位置2形位误差为:圆度误差10.5 μm,圆柱度误差13.7 μm,对称度误差16.2 μm。
1.2 形位误差测量方法的确定与分析
1.2.1圆度误差
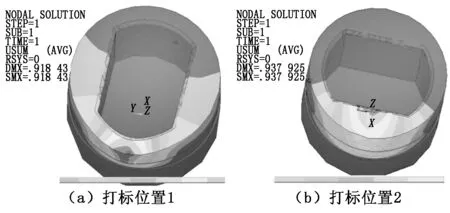
图1 打标位置有限元分析
1.2.2圆柱度误差

1.2.3对称度误差
首先,对实验所要用到的检验棒进行定位,使其径向轴线成为基准轴线;然后,将万能千分表架放在平台上,再将杠杆千分尺安装在万能千分表架的适当位置上,使得测头与检验棒上的母线各测量点接触在适当的位置上,找出基准轴线;最后,对活塞对称度误差进行检测。
2 V型块的选用与分析
V型块的精度是保证活塞测量精度的基础,因此人们只能使用而不能对其任意调整,所以及时发现问题,并加以修改是非常必要的。需要解决V型块与活塞的干涉问题,检验V型块是否与活塞匹配。首先,在V型块的定位、夹紧和测量时,有时会发生干涉,需要及时发现问题,并加以改正;再次,需要调整V型块在丝杠上滑动时是否灵活,以及夹紧时力度的大小;最后,需要保证V型块定位与千分表测量的稳定性,通常来说,可以选用质量最好的合适活塞进行调整,大量多次的重复测量其稳定性。
3 活塞形位误差检测实验
3.1 圆度和圆柱度检测实验
通过测量活塞端面的半径变化量求活塞圆度和圆柱度误差,实验的器具主要有:V型块、千分表、旋转驱动装置、尾座和活塞。测量系统的度量指标如下:分度范围0°<θi<360°,分度精度为1′,径向测量范围为0 mm~12 mm,径向示值范围为0.2 mm,分度值为0.001 mm。圆度、圆柱度测量系统的结构如图2所示。
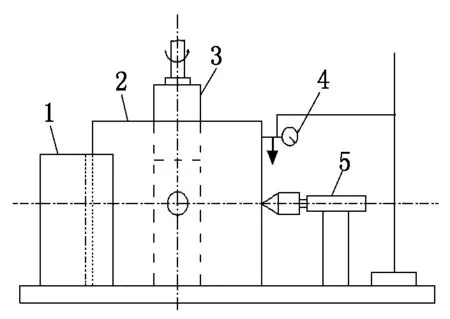
1-V型块;2-被测活塞;3-旋转驱动装置;4-千分表:5-尾座
实验步骤如下:①将活塞固定在V型块与尾座之间;②将千分表固定在工作台上,找最大值转折点调零;③开动旋转驱动装置,使得每次旋转θi=30°,读取千分表上的圆度值,即ri,共12个。根据测量结果(如表1、表2所示),得出活塞的圆度误差f与圆柱度误差t。

表1 圆度测量数据记录
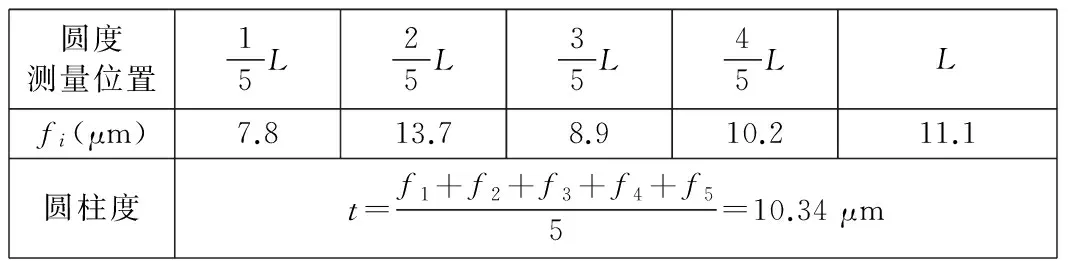
表2 圆柱度测量数据记录
所测活塞的直径为40.3 mm,根据相应公差等级,圆度、圆柱度公差标准为11。由此可见,圆度和圆柱度误差均在公差范围内,所以活塞打标后圆度和圆柱度合格。
3.2 对称度检测实验
在平台上测量活塞销孔对称度误差实验所用器具有:平台、V型块、检验棒、万能千分表架、杠杆千分表架、活塞。测量系统的度量指标如下:示值范围为0.1 mm,分度值为0.001 mm。测量系统的结构如图3所示。
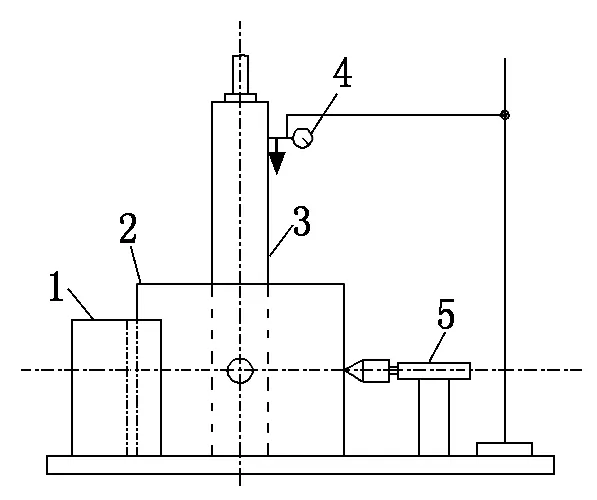
1-V型块;2-被测活塞;3-检验棒;4-千分表;5-尾座
实验步骤如下:①定位检验棒,使其径向轴线成为基准轴线,将万能千分表架放在平台上,测量检验棒两个截面,观察千分表读数,并将检验棒的轴线作为基准轴线;②用V型块夹紧活塞,检验棒与销孔配合,将杠杆千分尺安装在万能千分表架上,使得测头与检验棒上的母线各测量点接触在适当的位置上。任选3个端面C-C、D-D、E-E,用千分表分别测量端面处各点读数。每个端面分别取3个点记录数据,即C1、C2、C3、D1、D2、D3、E1、E2、E3。其中起始端读数即为qi,对侧读数即为qj。
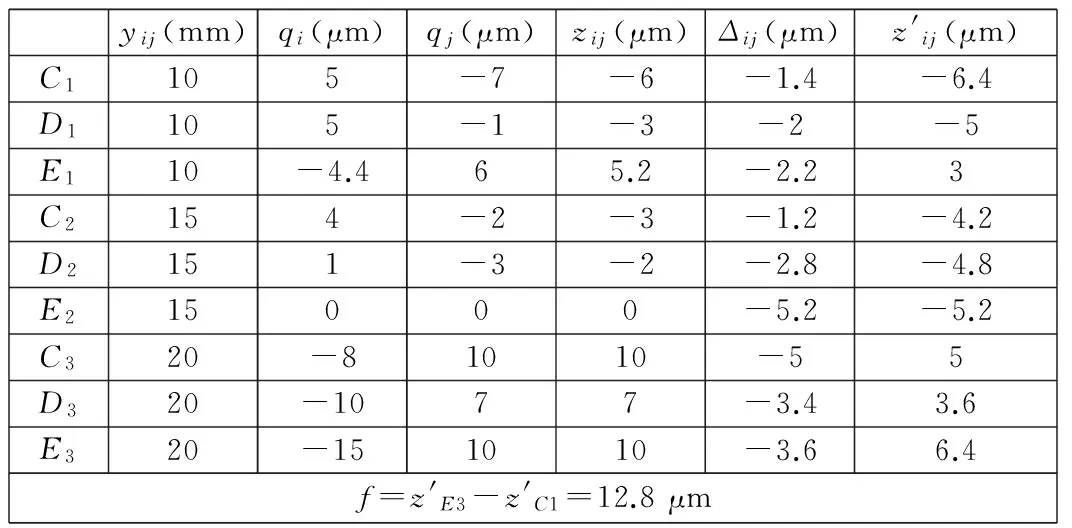
表3 对称度测量数据记录
经查活塞的对称度公差标准为20 μm,由上述对活塞对称度的检测可知,活塞对称度误差为12.8 μm,符合所要求的精度。
3.3 实际测量验证
压标设备如图4所示。实验验证条件:压力为200 N(厂方实际应用压标压力),压标时间为0.2 s。
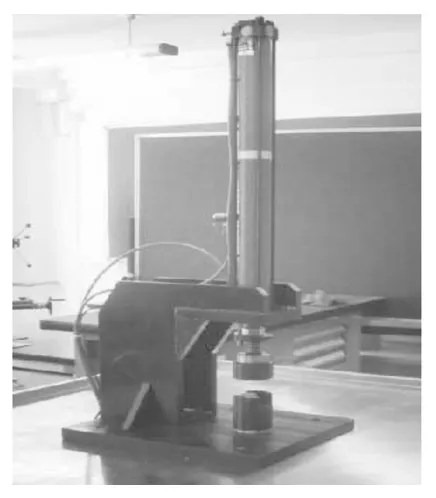
图4 活塞打标样机
位置1:圆度误差为5.8 μm,圆柱度误差为7.3 μm,对称度误差为11.3 μm。
位置2:圆度误差为9.3 μm,圆柱度误差为11.2 μm,对称度误差为15.3 μm。
由以上验证可知,位置1打标时,活塞的各项误差值均在正常范围内;在位置2打标时,活塞的圆柱度误差明显超差,影响了活塞零件的使用。故应选择在位置1打标。
4 结语
本文通过对制冷压缩机活塞形位误差的分析与研究,考虑到影响因素的关键程度和现实中实验条件(包
括加工过程、打标、夹具的精度),制定了具体的测量方案。根据外部关键影响因素搭建测量设备,避免了人为旋转活塞造成的角度误差、振动等外部原因,提高了测量的精度;依据提出的关键影响因素和搭建的实验台组织实验,通过对活塞圆度误差、圆柱度误差、对称度误差的测量实验,得出每组实验数据,进行标准图纸显示形位公差的对比分析。针对目前工厂中存在的打标变形问题,给予理论上的分析,并为厂方提供了解决方案,满足了厂方要求。
参考文献:
[1]莫姣.凸轮轴形位误差在线测量方法的研究[J].上海交通大学,2011(5):33-34.
[2]王瑞.形位误差评定理论的发展状况[J].辽宁师专学报,2005,7(2):13-15.
[3]吕会宾.多功能形位误差测量系统的研制与应用[J].重型机械科技,2002(2):7-8.
[4]Chen Muchen.Roundness measurement for discontinuous perimeters via machine visions[J].Computer in Industry,2002(47):185-197.
[5]李朝国.千分表测量平面度误差原理方法及数据处理[J].金属加工,2012(6):96-97.
猜你喜欢
机械工程师(2022年10期)2022-11-17
农业工程技术(2022年1期)2022-04-19
小学生学习指导·高年级(2022年2期)2022-02-16
小学生学习指导(高年级)(2021年6期)2021-06-19
制造技术与机床(2019年11期)2019-12-04
内燃机与配件(2014年5期)2014-08-29
振动、测试与诊断(2014年1期)2014-03-01
汽车与新动力(2014年5期)2014-02-27
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年3期)2014-02-27
