
稻花香复合香白酒的生产与勾调
2018-04-04 03:30马红,孙炜
酿酒科技 2018年3期
马 红,孙 炜
(湖北稻花香酒业股份有限公司,湖北宜昌 443112)
在中国白酒历史的长河中涌现出了一批响当当的酒种,它们以独特的酿造工艺,给人们展现出不同口感、不同香型的产品,小曲清香型工艺以“小曲糖化、清蒸清烧”为特点,突出了酒体的绵甜爽净;浓香型工艺以“泥窖发酵、混蒸混烧”为特点,突出了粮香与窖香相结合的独特口感;酱香酒以“高温堆积、七蒸八吊”为特点,展现出了酱香酒多层次的口感体验。
随着白酒的向前发展,香型、工艺的多重融合已成趋势,结合浓香、酱香工艺的“兼香白酒”崭露头角,现已被消费者广泛接受。
稻花香人在总结前人工艺的基础上,以小曲清香、酱香、浓香工艺为蓝本,研制开发出一套新型工艺,兼具小曲清香、酱香、浓香的工艺特点,生产出具有独特复合香的新型白酒。同时生产设备结合精益生产流水线作业特点,省人工,易操作,各工序作业易形成标准化。经过5年多的生产实践,形成了一整套完整的工艺体系和设备体系,该工艺获国
1 工艺路线图
稻花香复合香白酒的生产工艺见图1。
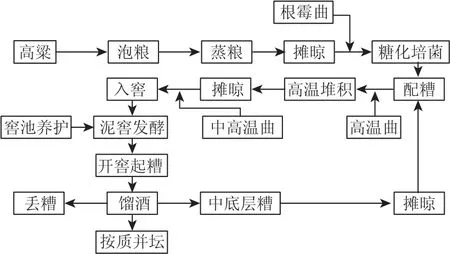
图1 稻花香复合香白酒生产工艺
2 工艺介绍
2.1 蒸粮糖化工序
该工艺采用整粒高粱,高粱不粉碎。高粱除杂后,计量称重落入泡粮桶中,用80℃热水浸泡22~24 h;放掉泡粮水,在0.14 MPa下用蒸锅蒸熟,要求高粱内无生心,破口率达95%以上;此阶段一定要掌握好糊化程度,淀粉糊化不能过度,不能让高粱淀粉进入液化阶段,否则就会让糖化料黏腻,影响糖化料、堆积糟、发酵糟的疏松度,最终影响发酵效果。
然后用不锈钢链板把蒸好的高粱输送至摊晾机降温至28~30℃,用自动计量加曲机加根霉曲,通过混料器、输送链板、布料车送入糖化箱中。
高粱拌曲后糖化24~36 h,当糖化料品温达到45℃左右就可以出箱,糖化料入箱前后数据对比见表1。此阶段一定要注意糖化既不能“过嫩”,也不能“过老”。“过嫩”达不到糖化效果,“过老”还原糖较高,表明液化程度高,糖化料较耙软,易感染杂菌,不利于在堆积阶段形成菌种优势;同时造成堆积糟疏松度不够,含氧量少,影响堆积效果。
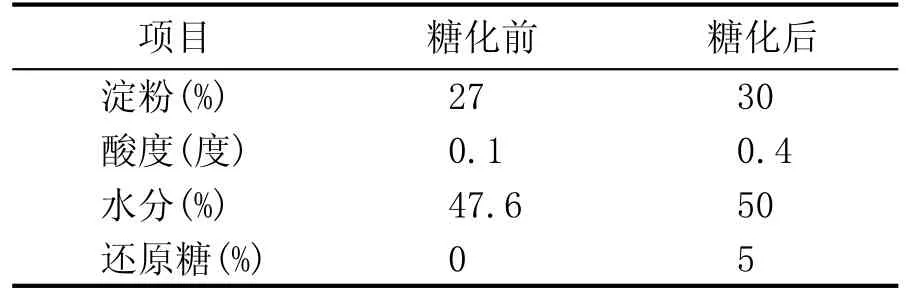
表1 糖化前后糖化料分析对比
2.2 配糟堆积工序
糖化好的糖化料即进入配糟阶段。蒸馏后的酒糟经过摊晾机摊晾至28~32℃,用不锈钢链板送至下道工序。在输送过程中,自动计量加曲机将25%(相对于高粱用量)的高温曲粉均匀的铺撒在酒糟表面,然后糖化料再通过下料机均匀的铺撒在高温曲粉的表面上,再经过打散机混合,最后落入堆积箱中进入堆积阶段。
配好粮、曲、糟的配料糟通过布料车落入堆积箱中,在落下的过程中,粮、曲、糟再一次被打散混匀,并随着堆积箱的底带缓慢向前移动,直至把整条堆积箱装满。堆积箱的糟醅要堆积24~48 h。堆积成熟的糟醅表皮10 cm左右的厚度,温度要超过45℃,翻开堆积糟的表皮,会出现许多白色粉状菌丝,表明糟醅已经堆积成熟,可以出箱入窖。此时堆积箱中部糟醅的温度仅上升5~6℃。
在堆积过程中温度的测量选取2个测量点:表层为表面5 cm,中层为堆积糟中部位置。高温堆积前后温度的变化见表2。
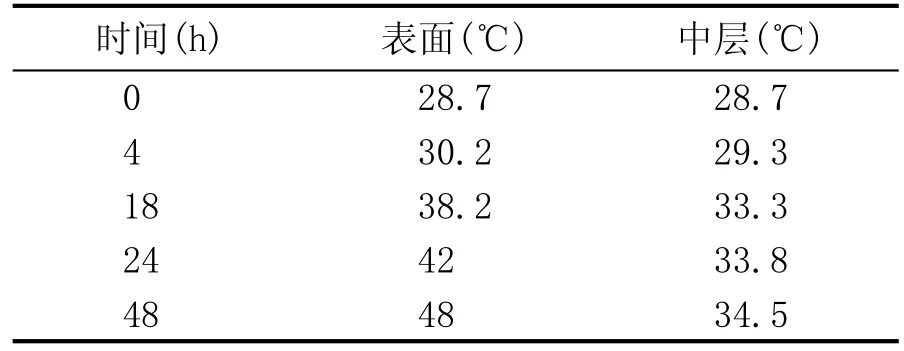
表2 堆积糟升温情况
2.3 入窖发酵工序
糟醅在堆积箱成熟后,经过摊晾机把温度降至22~24℃,用自动计量加曲机加入10%中高温曲粉(相对于高粱用量),经打散机混匀后,通过输送链板用糟斗通过行车转运到窖池里,其踩窖、封窖、养护窖池的工艺要求与浓香型工艺相同,在此就不赘述了。
2.4 蒸馏工序
起糟蒸馏是按照“分层起糟、分层蒸馏”原则进行的。在窖内分层挖出酒糟,用斗通过行车转运到收集斗中,再通过自动上甑系统拌和少量稻壳,最后输入到酒甑内,用钉耙摊平,上甑要求与浓香型白酒上甑要求相同。接酒是按照“掐头去尾、分层接酒”进行的,入库的酒也是按照底、中、上分层并坛贮存。
3 复合香基酒的特点
3.1 指标分析
将不同层次的复合香白酒样品的理化指标进行分析,并与贮存到期,正在使用的自酿优级、一级原度基酒进行对比,分析复合香白酒与浓香型白酒在理化指标方面的区别。结果见表3。
由表3可以看出,复合香白酒在酸度上远高于浓香型白酒。复合香白酒平均酸度达到了1.53 g/L,优级酒均值为0.9 g/L,一级基酒为0.73 g/L。
乙酸乙酯含量方面,复合香白酒平均为2.92 g/L,优级酒均值为1.73g/L,一级酒均值为1.61g/L,复合香白酒的乙酸乙酯明显高于优级基酒和一级基酒。
丁酸乙酯含量方面,复合香白酒平均为0.45 g/L,优级酒均值为0.36 g/L,一级酒均值为0.22 g/L,复合香白酒的丁酸乙酯明显高于优级基酒和一级基酒。

表3 原度基酒指标分析表 (g/L)
乳酸乙酯含量方面,复合香白酒平均为2.56 g/L,优级酒均值为1.85 g/L,一级酒均值为1.71 g/L,复合香白酒的乳酸乙酯大于优级酒和一级酒。
己酸乙酯含量方面,复合香白酒平均为1.40 g/L,优级酒均值为3.28 g/L,一级酒均值为2.46 g/L,复合香白酒的己酸乙酯明显低于优级基酒和一级基酒。
综合以上分析可知,复合香白酒中酸度、乳酸乙酯、乙酸乙酯、丁酸乙酯、正丙醇等指标大于浓香型白酒,而复合香白酒中己酸乙酯含量低于浓香型白酒。
3.2 原度基酒品评结果分析
稻花香酒业公司国家级品酒师对贮存3年以上的复合香原度基酒1#、2#、3#样品与浓香型优级原度基酒、一级原度基酒一起进行了暗评,并对产品做质量差排序。
对比自酿基酒为贮存时间到期,正在使用的优级、一级酒。品评结果见表4。
排名第一的为复合香白酒1#样品,该酒的质量明显优于浓香型优级基酒,具有色清透明、陈香幽雅、香味协调、醇厚细腻、绵甜爽净、回味怡长的特点。
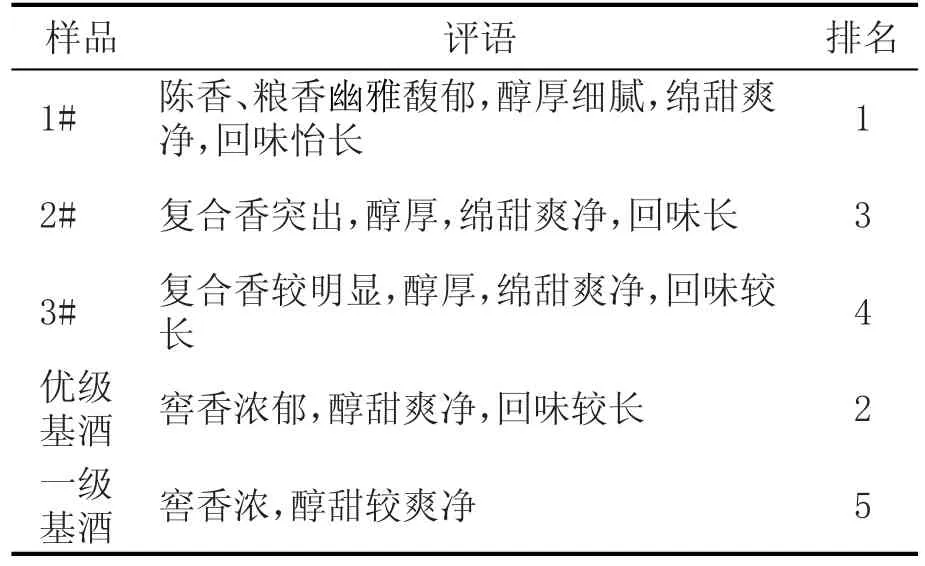
表4 品评结果
4 复合香酒在勾调中的运用
复合香酒由于兼具清香、浓香、酱香的优点,而没有浓香型白酒香味重、刺激性大、酱香型的酸涩味及清香型白酒的清淡口感。酒体经陶坛贮存3年以后,粮香、陈香、窖香等多种香气幽雅馥郁,口感轻柔绵顺、陈味弥久,入口丰满、落口干净。用于浓香型和复合香型白酒的勾调中,降低了浓香酒酯香的浓艳、冲辣,提高了酒体的融合度和协调性,增加了酒的粮香、陈香、酱陈香等馥郁性,使酒体更加幽雅舒适,协调自然,醇甜怡长。经实践证明,复合香在勾调中适应度非常宽泛,在高中低档酒中都能起到很好的协调作用,深受勾兑师的喜爱。
4.1 在浓香酒勾调中运用
表5是用贮存3年以上的复合香型酒运用于中高档浓香型酒勾调中,再经过一段时间贮存后的效果对比。
从表5可以看出:
(1)用适量的复合香型酒调后能够使浓香型酒体中出现幽雅细腻的馥郁香气,而且窖香和酱陈香融合程度非常高,从而使酒体香气更加协调、丰满,赋予酒体优美高雅的气质和风格。
(2)加入复合香酒,能够较好地增强酒的柔和度,消除浓香型酒体中的燥辣感,使浓香型酒更加细腻协调,口味柔顺。

表5 3年复合香的勾调效果

表6 品评结果表
4.2 复合香白酒勾调
由于复合香的生产是新建泥窖发酵,虽然采用了人工老窖技术,但毕竟窖龄不长,单独勾调存在酒体不全面的缺陷,而与优质浓香酒和酱酒搭配勾调,窖香、粮香、陈香、酱香复合度更佳,酒体幽雅细腻,协调,回味更怡长,这点在公司2017年新上市的52%vol原浆酒中得到验证,勾调过程中各种香型酒的搭配效果见表6。
4.3 指标分析
将复合香白酒成品酒与稻花香高档浓香酒、汾酒、茅台十五年进行了分析,其理化指标见表7。

表7 半成品酒指标分析 (g/L)
从酯类物质含量上来看,复合香白酒的乳酸乙酯、乙酸乙酯含量远高于浓香酒,但是己酸乙酯含量低于浓香酒,口感上体现出幽雅舒适、绵柔、味长的特点,这是复合香白酒特殊工艺形成的独特风格。
复合香白酒跟浓香型白酒比,没有浓香型白酒那么高含量的己酸乙酯,口感上没有浓香型白酒香味重、刺激性大;与酱香型白酒比较,白酒己酸乙酯高于酱香型白酒,没有酱香型白酒那么重的酸涩味;与清香型白酒比较,没有清香型白酒口感的清洌。综合来说,复合香白酒口感与其他香型白酒相比更加的馥郁、平衡、协调。
5 总结
5.1 归纳小结
香型之间互相学习、借鉴已经非常普遍,多种香型之间的排列组合也渐渐模糊了原本清晰的边界。香型的发展是走向融合的,把各种不同香型之间的优势结合在一种产品上,这种趋势越来越明显,中国白酒将会更具多样性,百花齐放,来满足市场需求。
揉和多种白酒经典的生产工艺,结合稻花香公司实际条件酿造出了复合香白酒,该酒具有“色清透明、陈香幽雅、香味协调、醇厚细腻、绵甜爽净、回味怡长,具有复合香独特风格”。
结论:复合香酒经几年的研发从工艺操作上讲已经比较成熟,从产品口感质量方面来看该复合香白酒具有其独特的风格,对丰富稻花香白酒的产品线,形成具有稻花香独有特点的系列产品,具有重要的意义。
5.2 生产体会与改进思路
(1)泡粮除了能够让高粱吸取水分,还能起到洗涤的作用,高粱中含有的杂质、灰尘随着泡粮水的排放而被排走,可减少酒的杂味,让口感更纯净。
(2)目前添加的是根霉曲用于糖化,菌种较为单一,代谢的产物较少,将来我们要研究能否用传统小曲代替纯种根霉曲。传统小曲糖化的菌种多样,代谢产物与根霉曲相比要丰富一些,以增加白酒口感的复杂性,同时小曲中含有酵母菌,通过在糖化过程中增殖,可缩短堆积糟醅网罗环境中酵母菌后的增殖时间。
(3)堆积是本工艺重要一环,借鉴于酱香型白酒工艺。由于高温曲在生产过程中顶温较高,耐高温的芽孢菌含量较多,基本不含酵母菌,堆积一是有增殖菌种数的作用;二是有网罗、驯化、筛选、淘汰菌种的作用,茅台试点时曾做过酒醅不经堆积直接发酵的试验,不堆积的酒醅细菌占53.76%,酵母占46.24%;经过堆积的酒醅细菌占5.61%,酵母占94.39%,且前者酒质不合格;三是通过堆积升温可促进美拉德反应等生化反应的进行,产生多种酮、醛、醇及呋喃、吡喃、吡嗪等杂环化合物,这些微量成分是白酒达到香气浓郁幽雅、酒体丰满细腻、醇和绵甜的重要物质或前驱物质。相对于茅台高温堆积工艺,我们目前的温度还有些偏低,下一步要增加设备,改进工艺,提高堆积的温度,进一步提高酒体的质量。
(4)在实际生产过程中,我们发现起糟水分过大,滴窖3天,糟醅中的水分含量还大于60%,影响上甑馏酒效果,酒尾较长。有文献表明,上甑前糟醅的水分在51%~52%之间,不仅有利于酒的产量提高,还利于母糟中香味成分的提取。下一步计划借鉴洋河的滴窖工艺,提前滴窖,提前抽取黄水,以降低糟醅水分。
参考文献:
[1]沈怡方.白酒生产技术全书[M].北京:中国轻工业出版社,1998.
[2]方军,赵金松,张宿义.浓香型白酒润粮工艺对蒸馏效率的影响研究[J].酿酒科技,2009(10):40-42.
猜你喜欢
酿酒科技(2022年5期)2022-11-09
青年文学家(2021年19期)2021-08-10
疯狂英语·新读写(2020年12期)2020-12-26
支点(2020年12期)2020-12-23
酿酒科技(2020年11期)2020-12-18
小资CHIC!ELEGANCE(2020年26期)2020-09-16
山东工业技术(2018年16期)2018-09-26
农村农业农民·A版(2017年4期)2017-04-20
江苏农业科学(2016年10期)2017-02-05
中学生天地(A版)(2016年2期)2016-09-10
