
发动机罩外板侧翻边斜楔设计方法
2018-04-20 09:02赵珍珍刘志和凤谢丹尚欣坤长城汽车股份有限公司技术中心河北省汽车工程技术研究中心
锻造与冲压 2018年8期
文/赵珍珍,刘志,和凤,谢丹,尚欣坤·长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心
由于铝板材质翻边回弹量大,为保证更好的包边角度和包边质量,冲压模具垂直翻边后,需增加一道工序对重点部位进行侧翻边,该工序整体工艺紧凑,使模具结构布局困难。按照常规双向斜楔模具设计,会使模具尺寸加大,模具重量增加,违背了行业追求轻量化的趋势。本文介绍一种相对合理的斜楔布局,可有效缩小模具尺寸,减轻模具重量。
模具设计实例
工艺内容分析
制件如图1所示,其材质为6C16,料厚为1.0mm,在前序垂直翻边的基础上,本序对图1所示的三处位置进行侧翻边,其中与翼子板搭接处翻边相互对称,与前保险杠搭接处翻边自身对称。
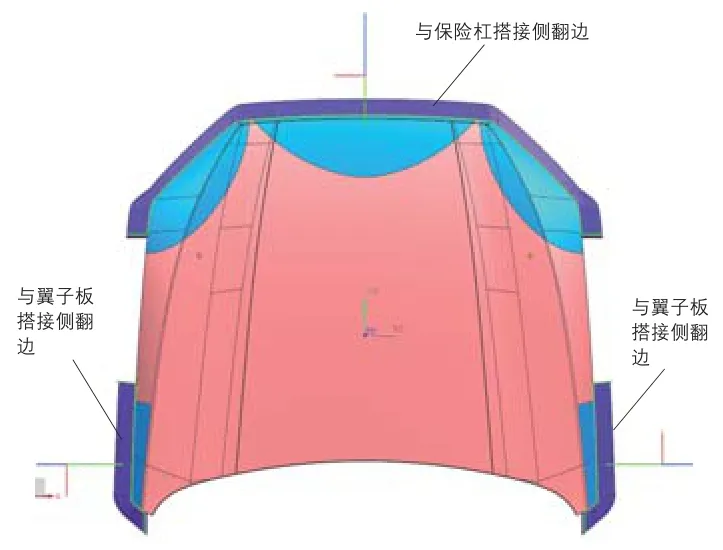
图1 工序内容分布图
侧翻边完成后的制件在冲压方向上有负角,必须用斜楔的复合运动来保证制件抓取时不与凸模干涉。以往设计模具时,此工序三处侧翻边多采用气缸驱动的双向斜楔,该结构可以完全消除负角问题,并且造型简单,设计和制造加工过程均比较方便。由于与翼子板搭接的两处侧翻边角度为70°,角度较大,导致下模驱动装置处结构的尺寸较大,强度较弱。侧翻区域占整体区域的一半以上,且包含多个易出包边问题的R角,上模斜楔的回退行程需相应地加大,导致模具尺寸增大,同时又由于双向斜楔本身的结构特点,也会导致模具尺寸增大。具体分析如下:
初期设计中,模具与保险杠搭接处的斜楔结构如图2所示,气缸5通过充气将滑车4驱动到位后,驱动块1下行,通过行程背板2和行程背板3以及驱动导板6和导滑面之间的相互作用,将滑车4卡死,滑车7沿指定方向运动到位,从而完成翻边内容。此结构的不足着重体现在需要驱动块组件1与滑车4右侧结构协同工作,使滑车到达工作状态并卡死,这部分结构沿A方向所占空间约1750mm×260mm×450mm,导致模具整体向外扩张,而模具内侧却出现空间空置的不谐调状态。

图2 初期模具中与保险杠搭接处斜楔的工作原理图
初期设计中与翼子板搭接处的斜楔结构如图3所示,相似机构沿A方向所占空间约520mm×220mm×410mm。因其与保险杠搭接处斜楔的工作原理相同,在此不再赘述。
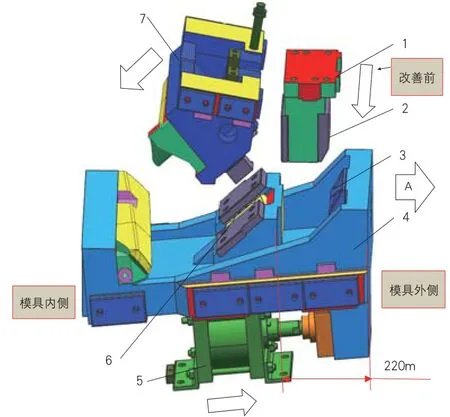
图3 初期模具中与翼子板搭接处斜楔的工作原理图
该斜楔结构的不足之处表现在:
⑴ 需要气缸将滑车先驱动到位,而一般机床的气路系统并不绝对稳定,批量生产时由于气缸卡滞而导致模具损坏的事件时有发生。
⑵ 下置斜楔受力点较多,而强度相对较弱,发生疲劳断裂的风险较大。
⑶ 下置斜楔长度较长,而宽度方向也无法收窄,导致斜楔整体尺寸较大,从而导致模具尺寸加大。
综上所述,此工序模具若沿袭以往模具设计的思路,会困难重重,必须另辟蹊径,才能保质保量地完成工序要求。经过设计者的苦思冥想和综合对比,侧抽形式的斜楔结构便应运而生了。
模具设计
侧抽结构同样可以完全消除负角问题,其结构特点是将双向斜楔下模驱动装置处结构与斜楔本体一分为二,变换成一个单独的侧向运动结构,和上模对应的驱动块一起由模具外侧移至模具内侧。此结构的优点在于直接去掉了外侧下模驱动装置处的结构,节省了该结构所占的模具空间,明显地缩小了模具尺寸,减轻了模具重量。同时侧向运动的结构为实心铸造结构,两侧受力均衡,没有偏载,极大程度地保证了机构的强度。此模具设计的核心要点为三处翻边均需设计为侧抽结构,斜楔运动方向、行程以及斜楔布局均需考虑周全,以达到在翻边内容顺利完成的同时,保证模具强度,缩小模具尺寸的目的。
⑴ 与前保险杠搭接处斜楔的设计。
斜楔结构如图4(箭头方向为各工作部件的运动方向)所示,驱动块1向下运动,通过行程背板2和行程背板3的相互作用驱动滑车4运动,滑车4通过行程背板6和行程背板7的相互作用驱动滑车8运动,滑车8到达工作位置卡死后,滑车10沿指定方向运动到位,从而完成翻边内容。该结构的特点是由驱动块1和滑车4协同作用,来达到将滑车8推至工作状态并卡死的目的,取代了前期设计中相同功能的结构。其优点在于新增加的结构布置在模具内侧,削减掉了模具外侧的结构,从而最大程度地减小了模具尺寸,减轻了模具重量。
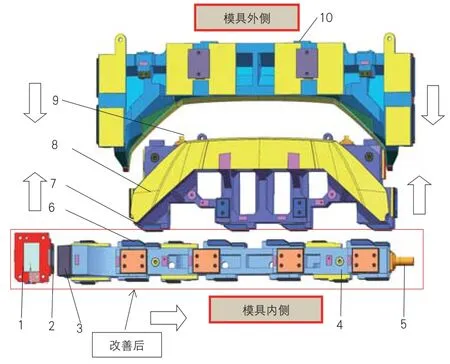
图4 前保险杠搭接处斜楔的工作原理图
⑵ 与翼子板搭接处斜楔的设计。
翼子板搭接处斜楔改善后的结构如图5所示,其工作原理与前保险杠搭接处斜楔的工作原理相同,在此不再赘述。
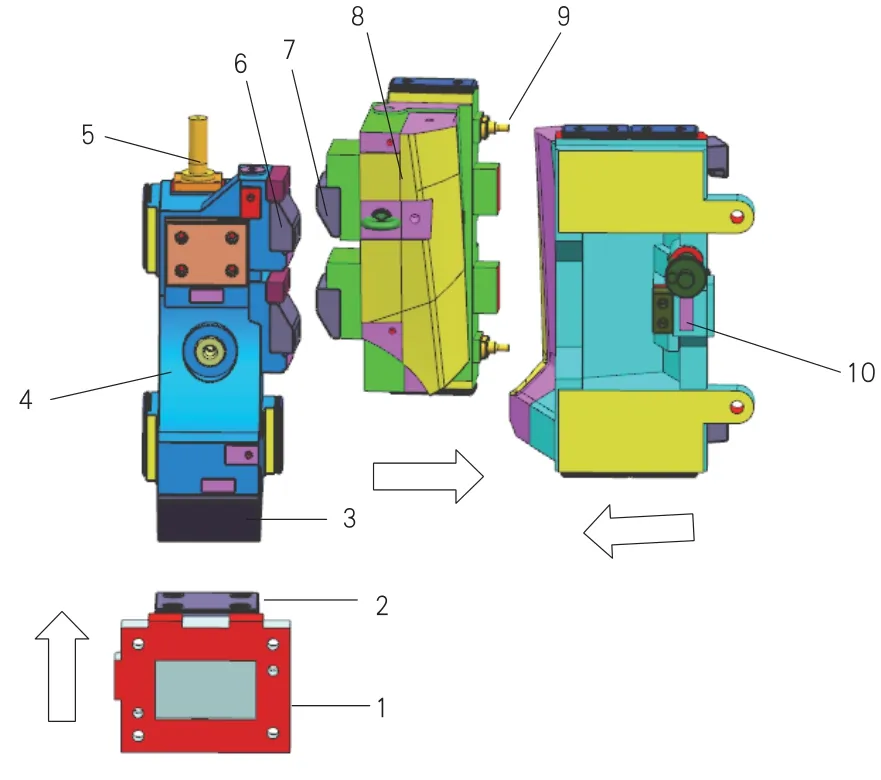
图5 翼子板搭接处斜楔的工作原理图
⑶ 上面两个部分的斜楔机构合并起来便组成了下模的整体布局,如图6所示。
由图6可见,斜楔机构1位置由传统的双动斜楔变更为侧抽式斜楔,减少了气缸与驱动块占用的空间,在A方向节约空间约1750mm×260mm×450mm,同理可知,斜楔机构2和斜楔机构3均为与翼子板搭接处的斜楔,结构完全对称,他们分别在B、C向各节约空间约520mm×220mm×410mm,从而有效缩短了各斜楔部件的尺寸,优化了下模整体的布局,进而实现了在顺利完成工序内容的前提下,达到使模具结构紧凑合理、缩小模具尺寸和降低模具重量的目的。
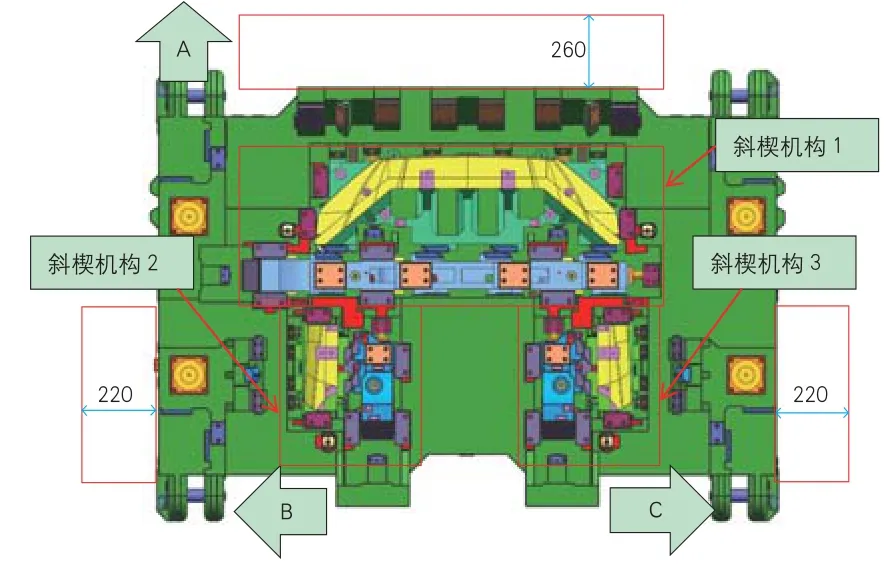
图6 下模整体布局图
模具先进性
由此可见,与保险杠搭接处斜楔和与翼子板搭接处斜楔以相同原理改善后,表现出以下几方面的优势:
⑴ 通过驱动块和氮气弹簧的控制,斜楔在工作与自由状态之间的转换过渡平缓且稳定性高,极大地减小了斜楔的冲击对模具的影响。
⑵ 下置斜楔分为两部分,自身导滑位置和驱动位置接触范围大且强度高,斜楔寿命和抗疲劳强度明显提高。
⑶ 三组斜楔各司其职,短小精悍,并合理利用了模具内部的空间,有效减小了模具的尺寸,减轻了模具重量。
结束语
在汽车模具行业追求减重、节能的时代,此侧抽斜楔结构使铝板发动机罩外板得以制成,为铝车身的实现打下了坚实的基础。与此同时,还能通过推陈出新,合理布局,使三个侧抽斜楔结构紧凑,不仅保质保量地完成了侧翻边内容,还最大限度地减轻了模具重量。通过该模具结构的应用和推广,对现在整车轻量化和模具轻量化的实现具有积极的指导意义。
猜你喜欢
汽车零部件(2022年7期)2022-08-03
铁道科学与工程学报(2022年4期)2022-05-17
汽车实用技术(2022年5期)2022-04-02
汽车工艺师(2021年7期)2021-07-30
中国医学影像技术(2021年10期)2021-03-28
机械设计与制造(2021年2期)2021-03-05
智慧少年·故事叮当(2020年6期)2020-06-21
模具制造(2019年10期)2020-01-06
车迷(2018年11期)2018-08-30
建材与装饰(2018年7期)2018-03-15
