
钻铣复合加工主轴箱结构
2018-04-24 01:42吴海霞
现代制造技术与装备 2018年3期
吴海霞
(江苏新瑞重工科技有限公司,常州 213166)
随着社会的不断进步,数控加工中心的类型和功能也得到了丰富,加工效率不断提高。但随着近几年电子产品的不断更新换代,批量生产的效率难以提升,功能单一性的传统数控加工中心已难以满足需求,尤其是涉及钻铣复合加工时,通常采用钻铣加工中心来完成,常见形式为单主轴加刀库换刀的结构。而大批量生产简单零件时,常采用钻、铣工序分离的方式加工。
此次介绍的钻铣复合加工主轴箱结构则是集钻功能和铣功能于一体的主轴箱,它实现了工序集中的同时,省去了刀库频繁换刀的辅助时间,保证了精度及提高了加工效率,降低了加工成本,尤其适用于批量生产。
1 实施方式和结构介绍
电机安装于主轴箱上,电机通过联轴器驱动铣主轴旋转实现铣功能;主轴箱侧面安装拖板、夹持座和钻主轴,通过油缸和电控实现钻功能。下面来分别详细介绍该钻铣复合加工主轴箱结构如何安装、如何驱动各个主轴、如何实现钻铣功能以提高批量生产效率。
如图1所示,钻铣复合加工主轴箱结构包括:主轴箱、铣削主轴、铣削主轴电机、拖板、夹持座、油缸、钻削主轴和钻削主轴电机。铣削部分安装在主轴箱体1上;拖板4可滑动地安装在主轴箱体1上;钻削部分安装在拖板4上;拖板驱动机构与拖板4相连,以便其驱动拖板4在主轴箱体1上向着工件或远离工件的方向移动。
铣削部分包括铣削主轴2和铣削主轴驱动源,铣削主轴驱动源与铣削主轴2传动连接,以便铣削主轴驱动源驱动铣削主轴2动作。铣削主轴驱动源可以为铣削主轴电机3。拖板4上安装有夹持座5,钻削部分安装在夹持座5上。钻削部分包括钻削主轴7和钻削主轴驱动源,钻削主轴驱动源与钻削主轴7传动连接,以便钻削主轴驱动源驱动钻削主轴7动作。钻削主轴驱动源可以为钻削主轴电机8。拖板驱动机构包括油缸6,油缸6安装在主轴箱体1上,油缸6的活塞杆与拖板4固定连接。
2 主轴箱结构工作原理
本钻铣复合加工主轴箱结构的工作原理如下:通过油缸6推拉来完成钻削部分的上下运动,实现主轴箱对工件铣削工序和对工件钻孔工序的切换,铣削加工时,钻孔主轴7停止,油缸6缩回,避免钻孔主轴7接触工件;当钻孔时,铣削主轴2停转,油缸6落下,钻孔主轴7进入加工位,通过主轴箱整体上下运动完成钻孔进给。采用此种主轴箱结构的专用机床,生产效率得到显著提升,加工精度同时得到保证。
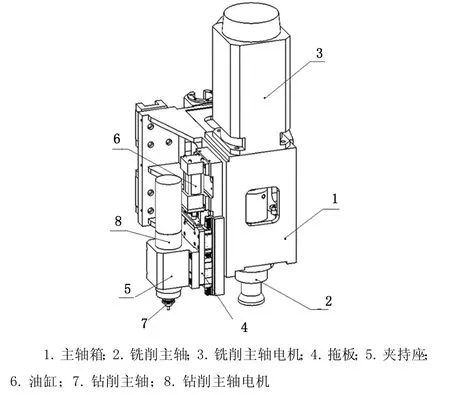
图1 钻铣复合加工用主轴箱结构
3 结语
该钻铣复合加工用主轴箱结构工序相对集中,避免了二次装夹造成的定位误差,大大提高了加工精度;双主轴的结构特点,避免了使用刀库频繁换刀增加辅助时间,提高了生产效率。目前,它已经成功应用于公司TC30-3S多轴数控钻铣床项目上并实现了销售。实际使用时,一台机床上共用了3个此结构的主轴箱,效果非常好,得到了客户的认可,说明该主轴箱结构有广泛的市场前景。该铣复合加工主轴箱结构已向国家专利局申请了实用新型专利并获得授权(专利号:ZL201621067281.3)。
[1]卢耀祖,郑惠强,张氢.机械结构设计[M].上海:同济大学出版社,2009:9.
[2]曾大庆,贺立峰.钻铣复合机床的研究与开发[J].机电工程技术,2016,45(8):144-146.
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
当代陕西(2019年24期)2020-01-18
建材发展导向(2019年10期)2019-08-24
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
科学与财富(2016年34期)2017-03-23
中国新技术新产品(2016年21期)2016-12-08
中国设备工程(2015年2期)2015-12-27
