滚压工艺在哥林柱加工中的应用
2018-04-28 00:36宁波海天塑机集团有限公司浙江315821吴利明
金属加工(冷加工) 2018年4期
■ 宁波海天塑机集团有限公司 (浙江 315821) 吴利明 阮 凯
哥林柱是注塑机中非常重要的零件,其作用就是平衡模板滑动、承受锁模带来的张力。虽其外形较为简单,但要求有较高的加工精度和表面质量。注塑机哥林柱断裂的主要原因有:疲劳破坏、过载拉断和复合应变所导致的拉断等。研究表明,提高螺纹部位、退刀槽及卸荷槽部位的表面质量,对提高哥林柱的抗疲劳、抗复合应变能力有着重要的意义,可以大大减少哥林柱的意外断裂。哥林柱的退刀槽、卸荷槽部位加工要求较高,要求表面粗糙度值Ra=0.4~0.8μm。
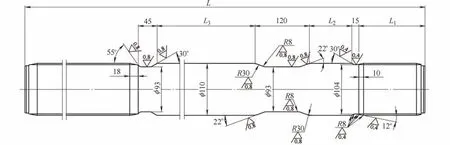
图1 哥林柱图样主要尺寸
1. 加工工艺选择
图1所示为哥林柱图样主要尺寸。退刀槽、卸荷槽加工工艺为:毛坯粗车后调质,再上CNC车床按NC程序进行半精车、精车至表面粗糙度值Ra=1.0~1.6μm。因加工部位外形比较特殊,一般普通外圆磨床无法进行磨削。如采用CNC外圆磨势必增加设备成本,且效率不高;如采用传统抛光工艺会造成工作环境差、劳动强度高,且效率低。为了满足图样要求,降低加工成本,特设计了专用滚轮滚压工具,在数控平台上采用表面冷滚压加工工艺。
2. 滚轮滚压工作原理
滚轮滚压加工是一种无切屑压力光整加工。通过带滚轮的滚压工具向工件表面施加一定压力,在常温下使工件表层金属产生塑性流动,使工件表面的微观不平度辗平,从而达到改变表层结构、机械特性等目的。因此这种方法可同时达到光整加工及强化两种目的。
3. 滚压头工装
滚轮滚压工具也叫滚压头。滚压头的压力传递方式有:机械式的(刚性的)、液压的和弹簧的。这里我们设计了结构相对简单的弹簧的滚压头。滚压头工装如图2所示。
该工具可直接安装在车床四方刀架(或数控转塔刀架)上,如图3所示。装卸和调节都很方便,也不妨碍刀架上其他刀具的装夹和使用。
滚轮通过耐磨轴套安装在轴销上,轴销一端螺钉固定。通过调节一端的螺钉,可以调整滚轮侧面与滚轮座的间隙,以适应工件斜面、圆弧面的加工。滚轮座与刀体通过联接体及压缩弹簧过渡联接。通过调节预紧螺母来控制弹簧的压缩量,从而来调整弹簧预压紧力。
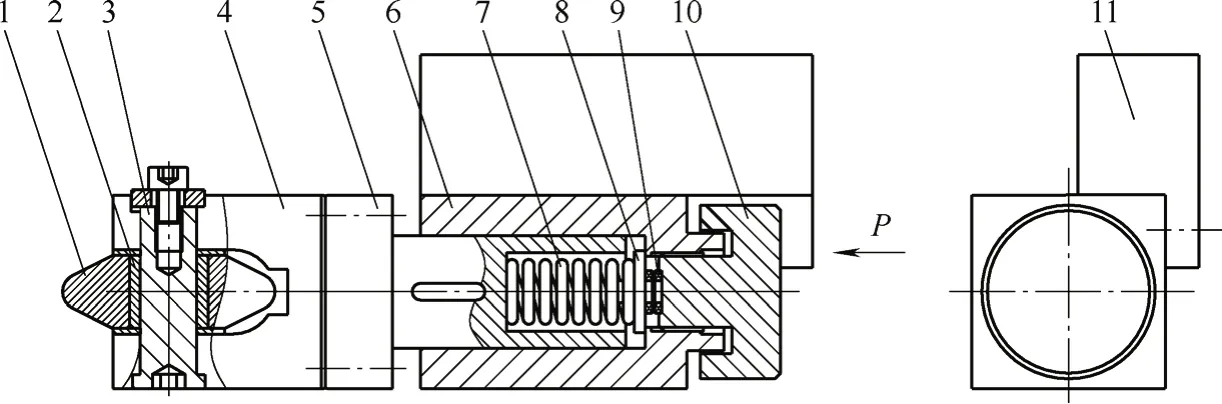
图2 滚轮滚压头示意图
4. 加工原理
CNC车床三爪自定心卡盘夹紧工件一端,另一端用顶尖顶住,中间外圆(靠近缷荷槽部位)由中心架辅助支撑。开动机床,工件旋转,先按NC程序粗、精车缷荷槽、退刀槽至表面粗糙度值Ra=1.0~1.6μm。刀塔更换滚压刀,通过NC程序来控制滚压刀与工件之间的滚压变形量(滚轮压缩量范围为0.02~0.10mm),工件旋转带动滚轮转动,滚轮沿精车轨迹进给开始加工。由于滚轮滚压进给轨迹与精车轨迹由相同NC程序控制,并且滚压过程与零件精加工在CNC机床上一次装夹完成,理论上消除了工件重复定位误差,保证了曲线轮廓一致性。

图3 滚压头安装图

图4 滚压头改进前后对比
5. 斜面及圆弧面滚压问题及解决
原标准滚压头加工数10件哥林柱后,哥林柱斜面、圆弧面被滚压部位出现明显滚压痕迹(类似振纹),影响表面粗糙度及外观。经观察分析,出现滚压痕迹系滚轮轴向间隙增大引起。滚轮滚压斜面和R部位时,由于滚轮与工件接触点的变化,径向滚压力分解成的轴向分力和径向分力也在发生变化。由于交变轴向力的存在,直接影响并导致滚轮的轴向间隙增大。为此滚压刀做如下改进:①滚轮轴向间隙由固定式改为间隙调整式。②加粗刀体,提高强度,以适应斜面、圆弧面加工。
通过结构改进,滚压头适应了斜面、圆弧部位的加工,通过观察零件的表面质量情况,定期调整刀具轴向间隙,完全能满足零件大批量生产要求。
滚压头改进前后对比如图4所示。
6. 结语
通过对哥林柱退刀槽、卸荷槽部位的滚压试验,达到了预期的效果。通过合理设计滚轮结构,解决了滚轮滚压在斜面、圆弧部位加工中出现的问题,实现了批量生产,在公司内部产生了良好的反应。
参考文献:
[1] 赵如福. 金属机械加工工艺人员手册[M]. 上海:上海科学技术出版社,2006.
猜你喜欢
港口装卸(2022年3期)2022-07-06
机械管理开发(2022年2期)2022-05-12
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
中学生数理化·高一版(2021年2期)2021-03-19
设备管理与维修(2021年23期)2021-02-10
冰雪运动(2019年2期)2019-09-02
减速顶与调速技术(2018年1期)2018-11-13
减速顶与调速技术(2018年2期)2018-11-09
阅读(中年级)(2016年11期)2017-01-23