
提高压力矫直机矫直功效
2018-05-02 00:54尹正华金国法范光明
安徽冶金科技职业学院学报 2018年1期
尹正华,马 龙,金国法,范光明
(马钢股份公司长材事业部 安徽马鞍山 243000)
压力矫直机是热轧H型钢矫直后的一个补充,马钢长材事业部南区有2条型钢生产线,矫直设备3台,其中悬臂式矫直机2台,水平式压力矫直机1台。这一台压力矫担负着2条生产线的回矫矫直任务。
1 存在问题
针对大H型钢生产线英标356×406×340/287等超大、厚腿规格,这些规格的矫直截面模数超过2900 cm3远远超出大H型钢生产线矫直机的最大矫直截面模1244 cm3的能力范围,以及轧件弯头辊式矫直机无法纠正的矫直缺陷。
2 设备介绍
2.1 压力矫直机主要技术参数
主压头液压缸数量1个;前进速度0-50 mm/s;最大行程1.3 m;最大矫直压力6.5 MN控制主压头旋转的液压缸数量2个;旋转角度±18 °;前进速度500 mm/s;可矫最短轧件长6 m砧铁数量10个(其中8个可旋转);成对砧铁间距1 M、2 M、4 M、8 M、10 M。
2.2 矫直方法
根据轧件来料规格、弯曲不同,选用不同的砧铁,相当于辊式矫直机的节距调整。根据规格大小选择压下行程,为了防止过矫直,换规格的轧件首先采用小压下量方法,逐步使轧件矫直。
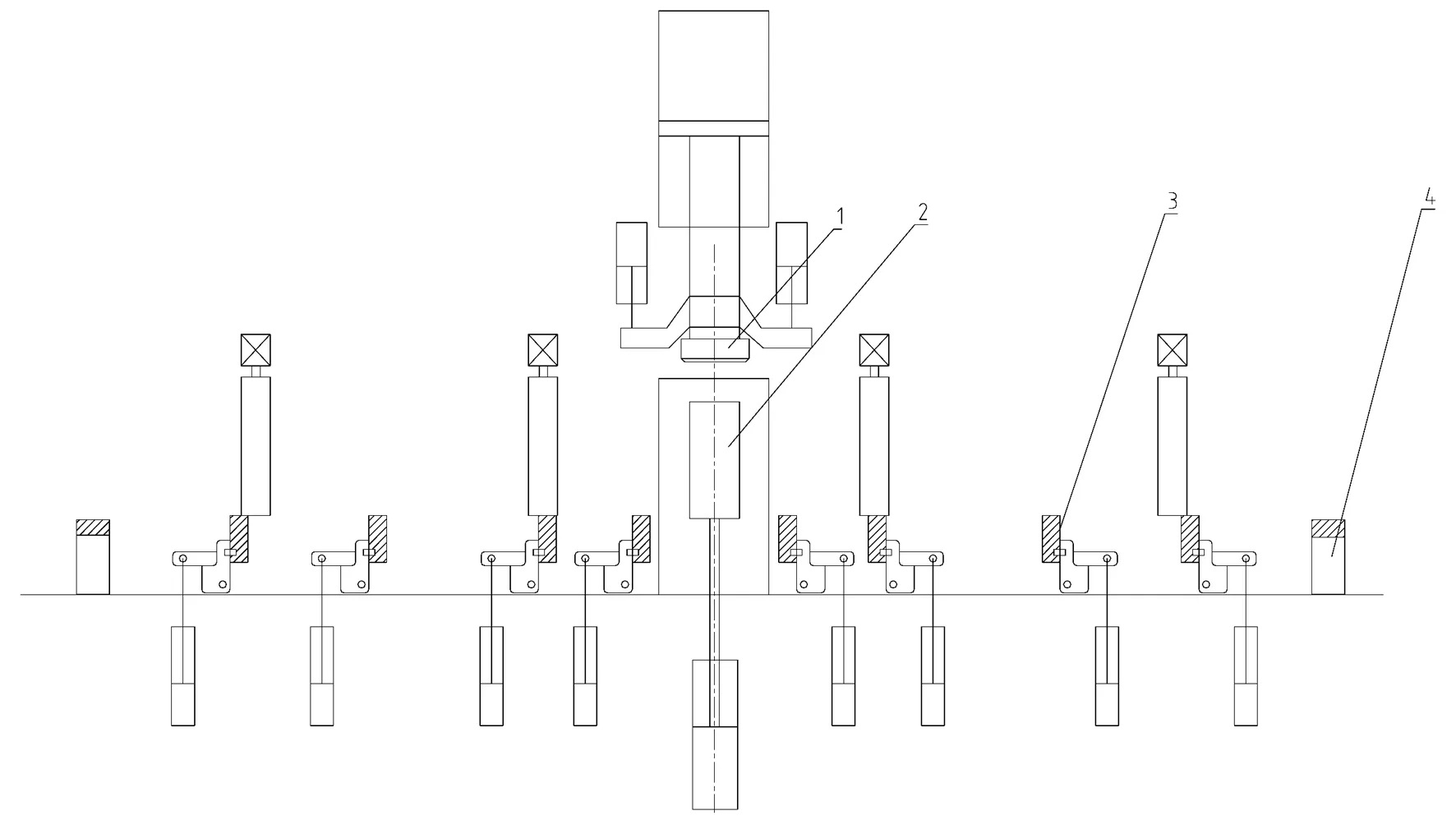
1.主压头 2.腹板夹持装置 3.旋转砧铁 4.固定砧铁图1 压力矫示意图
3 应用
3.1 大规格及对称型弯曲的矫直方法
以大H生产线为例,在矫直英标356×406×340/287等超大、厚腿规格时,辊式矫直机超出了一定的矫直能力,这样采用压力矫进行矫直。通过大量数据积累如下:
对称型弯曲钢在弯曲的矫直中相对较容易,在砧铁的选择上,通常选取成对的砧铁,根据轧件的弯曲度大小,砧铁的间距一般选择2 M、4 M,对于较长的轧件可采取相同压下量均匀多道次压下的方法进行矫直。

表1 不同规格压下量的选择参照
3.2 不对称型弯曲钢的矫直
不对称弯曲钢通常是较大规格钢在轧制时产生,如近期生产的英标系列,由于规格、截面模数较大,在辊矫时易矫成波浪形;这种类型的钢在矫直时,通常采取不对称砧铁的方法进行矫直,根据轧件弯曲程度的不同,通常采用1.5 M(1#、2#)或者2.5 M砧铁间距进行矫直。
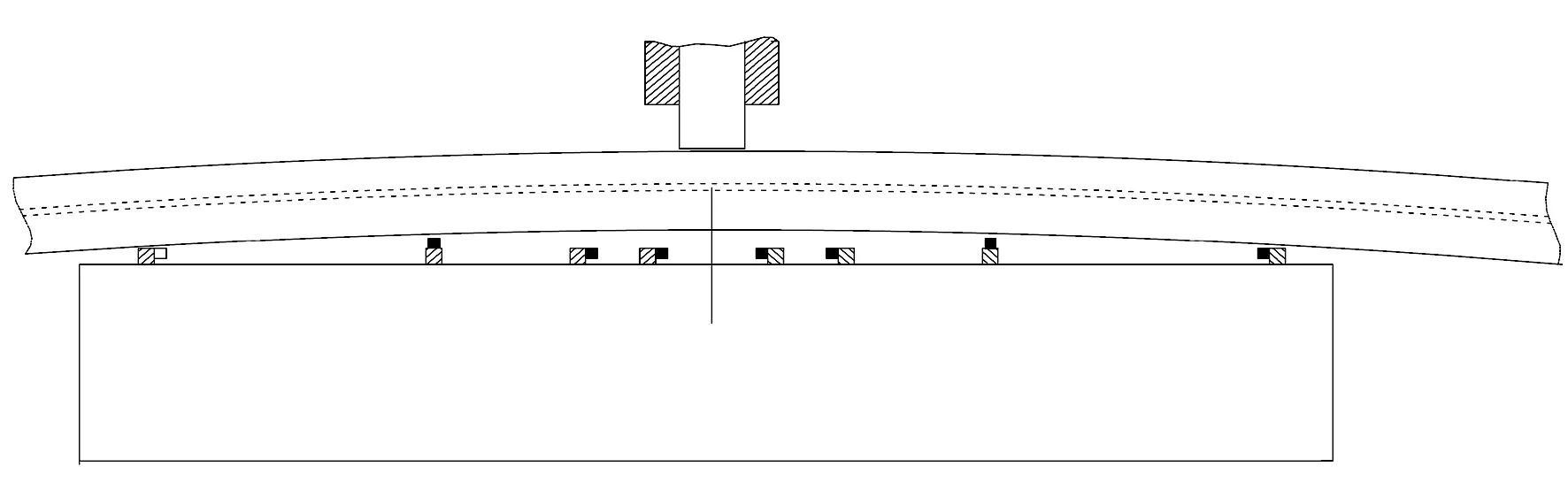
图2 对称型弯曲钢矫直示意图

图3 不对称型弯曲钢矫直示意图
3.3 头部急弯型弯曲钢的矫直
头部急弯产生于大规格H型钢的轧制过程中,如英标55C、国标400×400系列、700×300系列等,且弯头基本集中在头部1M左右,由于大规格钢在辊矫时存在盲矫区的长度大于1 M,此类钢只能在压力矫进行矫直。南区压力矫直机砧铁最小间距为1 M,由于间距较小,在矫直时易产生翼缘压痕或腹板鼓包等缺陷,对于头部弯曲较轻的,通常采取选取不对称砧铁的方法进行矫直,一般采用1.5 M(1#、2#)或2.5 M间距的砧铁;对于头部弯曲较严重且弯头长度较短的情况,可采用先矫弯后矫直的方式进行矫直,即先将曲率较大的急弯矫为曲率较小、较平滑的弯曲,然后在利用不对称砧铁进行矫直。示意图如下:
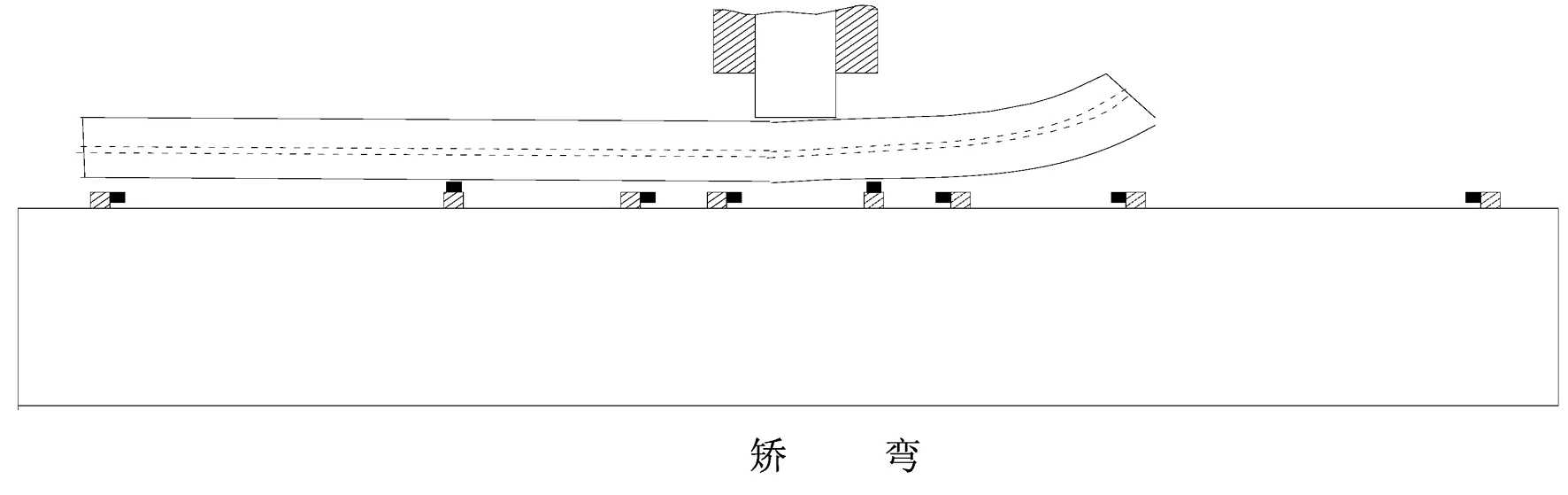
图4 不对称乔弯后同一曲率
4 结论
当部分规格型钢的矫直截面模数超过矫直机本身矫直能力时,可以通过压力矫直机进行弥补,对生产线没有矫直的轧件在这里完成最终的矫直任务,大规格头部急弯轧件采取先矫弯再矫直的方法来完成,通过上述方法弥补了矫直机的不足,提高了压力矫的功效。
[1] 赵志业.金属塑性变形与轧制理论[M].北京:冶金工业出版社,1980
[2] 邹文祥.轧钢机械[M].北京:冶金工业出版社,1988
[3] 张鸿庆,王永兰.金属学与热处理[M].北京:机械工业出版社,1988
猜你喜欢
读者(2022年13期)2022-06-20
中国建筑金属结构(2022年3期)2022-04-30
科技创新与应用(2022年6期)2022-03-24
钛工业进展(2022年1期)2022-03-14
北京航空航天大学学报(2021年9期)2021-11-02
电工材料(2021年6期)2021-01-02
锻造与冲压(2020年23期)2020-12-18
商品与质量(2020年23期)2020-10-09
小学生导刊(低年级)(2016年5期)2016-05-27
专用汽车(2016年1期)2016-03-01
