
纺织检针机输送带速度测量不确定度评定
2018-05-09 09:14李波
纺织检测与标准 2018年1期
李波
0 引言
纺织检针机是一种铁磁性金属感应仪器,主要用于纺织品铁磁性金属异物的检测。其工作原理为:当通过检针机的被检纺织品出现断针或含有铁金属类物质时,检针机的感应器感应到后就会自动报警,不允许被检纺织品通过检测。
测量不确定度的定义是指根据所用到的信息,表征赋予被测量值分散性的非负参数。从概念中可以得知,被测量的测量结果是介于一个区间无限个分散的可能值,而并非是一个定值。测量不确定度用于统一评价测量结果的质量,即定量表示测量结果的不确定程度。所测不确定度值越小,测量结果的质量越高,代表测量的能力也越强;不确定度值越大,测量结果的质量越低,代表测量的水平也越低。
1 试验
1.1 测量条件
依据QB/T 2638─2004《带式检针机》中第5.2.5条款中运转性能试验规定:在常温状态、相对湿度RH≤80%的条件下进行设备测量,测量时使用仪器的标准要求见表1。

表1 测量仪器标准要求
1.2 被测对象
输送式检针机,输送带运行速度标称值为28.0 m/min。
1.3 测量方法
1.3.1 输送带周长测量
检针机在停机状态情况下使用钢卷尺测量输送带的周长L,并重复测量3次,取测量结果的算术平均值作为最终结果。
1.3.2 输送带运行一周所需的时间测量
停机状态下,在检针机输送带上黏贴标记,开机待检针机运转平稳后,用电子秒表测量输送带运行一周所用的时间t,并重复测量10次,取测量结果的算术平均值作为最终结果。
在测得的输送带周长L和输送带运行一周的时间t后,按照公式V=L/t计算输送带的运行速度[2]。
1.4 测量模型
根据速度计算公式建立测量模型为:

式(1)中:
V——输送带的运行速度/(m·min-1);
L——输送带的周长/m;
t——输送带运行一周所需的时间/min。
试验过程中的方差和灵敏系数相互关系见式(2)。

式(2)中:

2 标准不确定度评定
2.1 输送带周长L测量引入标准不确定度u(L)
2.1.1 输送带测量重复性引入不确定度分量u1(L)
在检针机停机状态的条件下使用钢卷尺对输送带重复测量三次周长,结果分别为320.8 cm、320.6 cm、320.7 cm,平均值为320.7 cm。找出测得值中的最大值Lmax和最小值Lmin,得到极差R=(Lmax-Lmin)。在被测量输送带周长L接近正态分布的前提下,根据测量次数n=3查极差系数表(见表2)得到极差系数C=1.69。则由测量重复性引入的不确定度为:


表2 极差系数表
2.1.2 钢卷尺示值误差引入标准不确定度分量u2(L)
采用5 m钢卷尺对检针机输送带周长进行测量。依据JJG 4─2015《钢卷尺检定规程》中的规定,Ⅱ级钢卷尺最大允许误差计算公式为(0.3 mm+2×10-4L),计算可得5 m钢卷尺的最大允许误差为±1.3 mm,区间半宽度为a=1.3 mm,可以认为服从均匀分布,取包含因子k= 3,则由钢卷尺示值误差引入的标准不确定度为:
2.1.3 钢卷尺分辨力引入标准不确定度分量u3(L)
5 m钢卷尺的分辨力为1 mm,区间半宽度为a=0.5 mm,认为服从均匀分布,取包含因子k= 3,则由钢卷尺分辨力引入的标准不确定度为:

2.1.4 输送带周长L测量引入标准不确定度u(L)
由于u1(L)、u2(L)、u3(L)不确定度分量互不相关,依据重复测量引入的不确定度分量和分辨力引入的不确定度分量二者取大的原则(一般认为重复性试验测量得到的数据包含了分辨力引入的不确定度,所以二者取其大者),计算得到合成标准不确定度为:

2.2 输送带运行时间测量引入标准不确定度u(t)
2.2.1 时间重复性测量引入不确定度分量u1(t)
待检针机开机运转平稳后使用电子秒表对输送带运行一周时间重复测量10次,根据获得的测量重复性数据(见表3),用贝赛尔公式法计算由测量重复性引入的不确定度u1(t)。

表3 测量一周所需时间
重复性测量引入的不确定度为:

2.2.2 秒表示值误差引入标准不确定度分量u2(t)
查看电子秒表的检定证书,其10 s测量点的示值误差为0.01 s,区间半宽度为a=0.005 s,可以认为服从均匀分布,取包含因子k= 3,则由电子秒表示值误差引入的标准不确定度为:

2.2.3 秒表分辨力引入标准不确定度分量u3(t)
电子秒表的分辨力为0.01 s,区间半宽度为a=0.005 s,可以认为服从均匀分布,取包含因子k=,则由电子秒表分辨力引入的标准不确定度为:
2.2.4 输送带运行时间测量引入标准不确定度u(t)
由于u1(t)、u2(t)、u3(t)不确定度分量互不相关,依据重复测量引入的不确定度分量和分辨力引入的不确定度分量二者取大的原则,计算得到合成标准不确定度为:

2.3 输送带运行速度合成标准不确定度评定
输送带运行速度的合成标准不确定度是由各标准不确定度分量合成得到的标准不确定度。
2.3.1 主要标准不确定度分量汇总表(见表4)
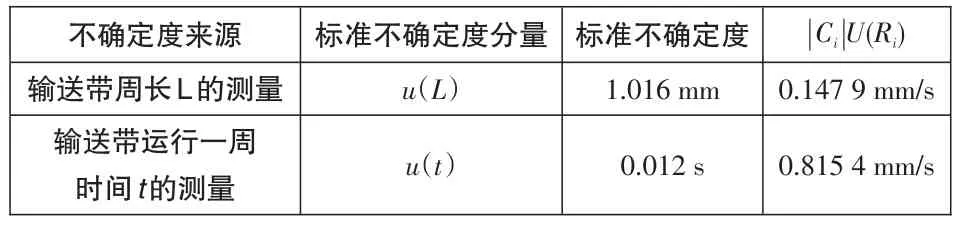
表4 标准不确定度分量汇总表
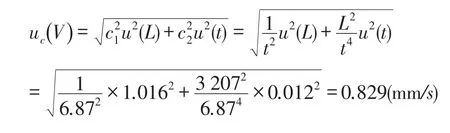
2.3.2 合成标准不确定度
由于输送带周长测量引入的不确定度分量u(L)和输送带运行一周时间测量引入的不确定度分量u(t)因素彼此独立,互不相关。所以输送带运行速度的合成标准不确定度为:
2.4 扩展不确定度
扩展不确定度是用合成标准不确定度uc的倍数来表示的测量不确定度,它是被测量可能值包含区间的半宽度。在计算检针机输送带运行速度扩展不确定度时,取置信概率p≈95%,包含因子k=2,计算得到扩展不确定度为:

2.5 测量结果的报告与表示
在给出完整的测量结果报告时,除了应给出被测量的最佳估计值,还应报告其测量不确定度。根据上述测量过程分析得到检针机输送带的运行速度为:V=28.01 m/min,U=0.10 m/min,k=2。
3 结论
在分析测量结果不确定度来源时,可以从测量人员、测量仪器、被测对象、测量方法、测量环境等方面进行考虑,应尽可能不重复、不遗漏,要特别注意对测量结果影响较大的不确定度来源。按照实际操作经验,在校准输送式检针机输送带运行速度时应从六个方面考虑来降低测量结果的不确定度:①测量人员,由于其经验和理解能力的差异,因此在校准时应由熟练的检测人员进行操作,从而提高测量结果的一致性,减少操作误差的影响,降低人员因素引入的不确定度;②标准器的选取,在校准时应选择经过溯源的、稳定的测量标准,从而能够控制测量源头引入的不确定度;③被校准设备自身运行状况,在校准前应先将检针机开机预热,待输送带运转平稳后再进行校准,避免由于设备自身运转不稳定而引入测量异常值;④环境条件,在校准检针机输送带运行速度时应在规定的环境条件下进行;⑤重视测量重复性引入的不确定度,为了减少随机影响导致重复性引入的不确定度异常,必要时可以增加对被测量的测量次数,并且注意识别和剔除异常值。
猜你喜欢
哈哈画报(2022年3期)2022-05-06
红外技术(2022年4期)2022-04-25
设备管理与维修(2021年21期)2021-12-29
发明与创新(2019年42期)2019-11-18
中国医学装备(2019年1期)2019-02-14
发明与创新·大科技(2018年2期)2018-03-17
医疗卫生装备(2015年9期)2015-12-27
中国光学(2015年5期)2015-12-09
橡胶工业(2015年10期)2015-08-01
橡胶工业(2015年6期)2015-07-29
