核电站永久性堆腔密封环防变形焊接工装设计
2018-06-02 06:48林法振
制造技术与机床 2018年5期
林法振 杜 康
(山东核电设备制造有限公司技术中心,山东 海阳265118)
核电站永久性堆腔密封环,介于反应堆压力容器密封边与燃料池垫板之间,为一圆形水密封装置。该装置既可以阻止水浸入反应堆腔,也可以吸收反应堆压力容器径向和垂向的膨胀。永久性堆腔密封环由6段相同的弧形结构组成,该结构是一种L型截面高精度长弧形不锈钢薄板焊接件。
传统防变形装置只能对较规则板进行焊接刚性固定,难以同时完成对薄壁弧形结构的高精度组对、焊接变形控制及通过一次装夹对工件进行多方位焊接等功能。因此,文中重点对堆腔密封环弧形结构防变形装置进行设计,在对堆腔密封环弧形结构制造工艺进行分析的基础上,结合堆腔密封环弧形结构组对精度高、焊接变形大、尺寸精度要求高、翻转焊接困难等问题,设计出一种满足其制造要求的防变形焊接工装。
1 堆腔密封环产品结构及难点分析
堆腔密封环弧形结构实体见图1。
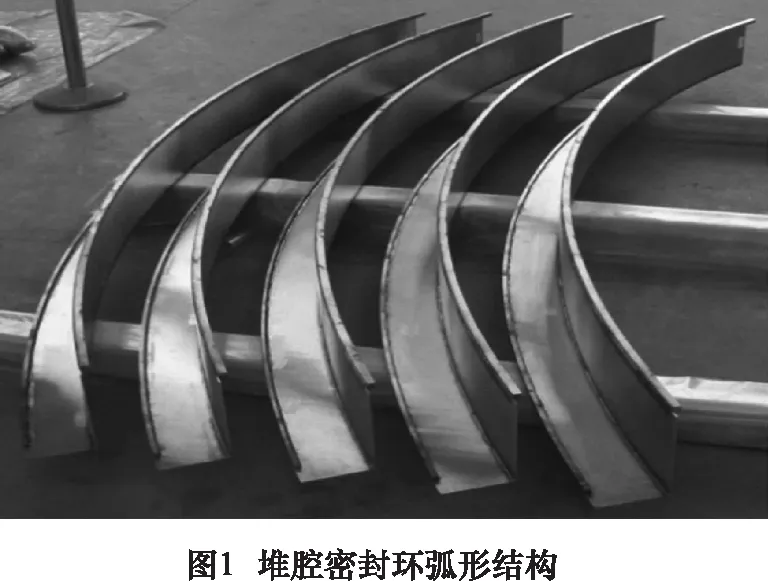
堆腔密封环弧形结构由水平弧形板、垂直弧形板、支撑板1、支撑板2组焊而成,其截面图如图2所示。该弧形结构在焊接过程中存在如下工艺难点:
(1)焊前组对精度高,两厚度为3 mm薄板棱与棱之间组对成一条长度约3 000 mm的弧线,并保证两板间角度为90°(0,+0.45°),难度大。
(2)工件焊缝多,在总长约350 mm、厚度为3 mm的横截面上,需焊接5条角焊缝,刚性差,容易变形。
(3)尺寸精度高,不易保证。
如图1、2所示,组件焊接完毕,应保证:①在弧长3 000 mm×宽度135 mm×厚度3 mm平面上,平面度控制在1.5 mm之内;②在长度3 000 mm弧线上,两3 mm厚不锈钢板间角度均为90°(0,+0.45°);③焊接件整体圆弧角度控制在60°(-0.02°,0);④焊接件半径尺寸在约束状态下达到R2800 mm(-2 mm,0)。
(4)表面质量要求高,焊接、装夹过程中表面保护困难。

2 防变形工装结构设计
为有效克服堆腔密封环弧形结构制造中的以上工艺难点,特设计防变形工装一套,该工装可完成对弧形结构进行快速/高精度焊前组对、焊接变形控制、一次装夹实现多方位焊接等功能,保护产品在焊接过程中的表面质量,以最终制造出合格的产品。
防变形工装结构简图如图3所示,由旋转机构和 旋转支架两部分组成。其中工装主体结构见图4。

2.1 箱体结构设计及有限元分析
图4中,箱体6为封闭结构,强度可靠。为提高该箱体的强度、节省空间,箱体内部按45°定位角度配置了加强筋板9。焊接在箱体上的水平定位板7、弧形定位板8在经过数控机床加工后,其定位精度可长期保持。因此对箱体结构进行了有限元分析。

(1)创建有限元模型
根据设计要求,选择箱体材料为Structural Steel。建立箱体结构三维模型并进行网格划分.其网格划分效果图如图5所示。

(2)添加约束和载荷
箱体结构主要实现堆腔密封环的支承及工件焊接时的变形抑制。在两旋转轴端部施加圆柱约束,箱体结构本身重量在垂直方向上加载一个大小为9.8 m/s2向下的加速度,对水平定位板和弧形定位板施加载荷,载荷大小为5 MPa。约束和施加载荷如图6所示。

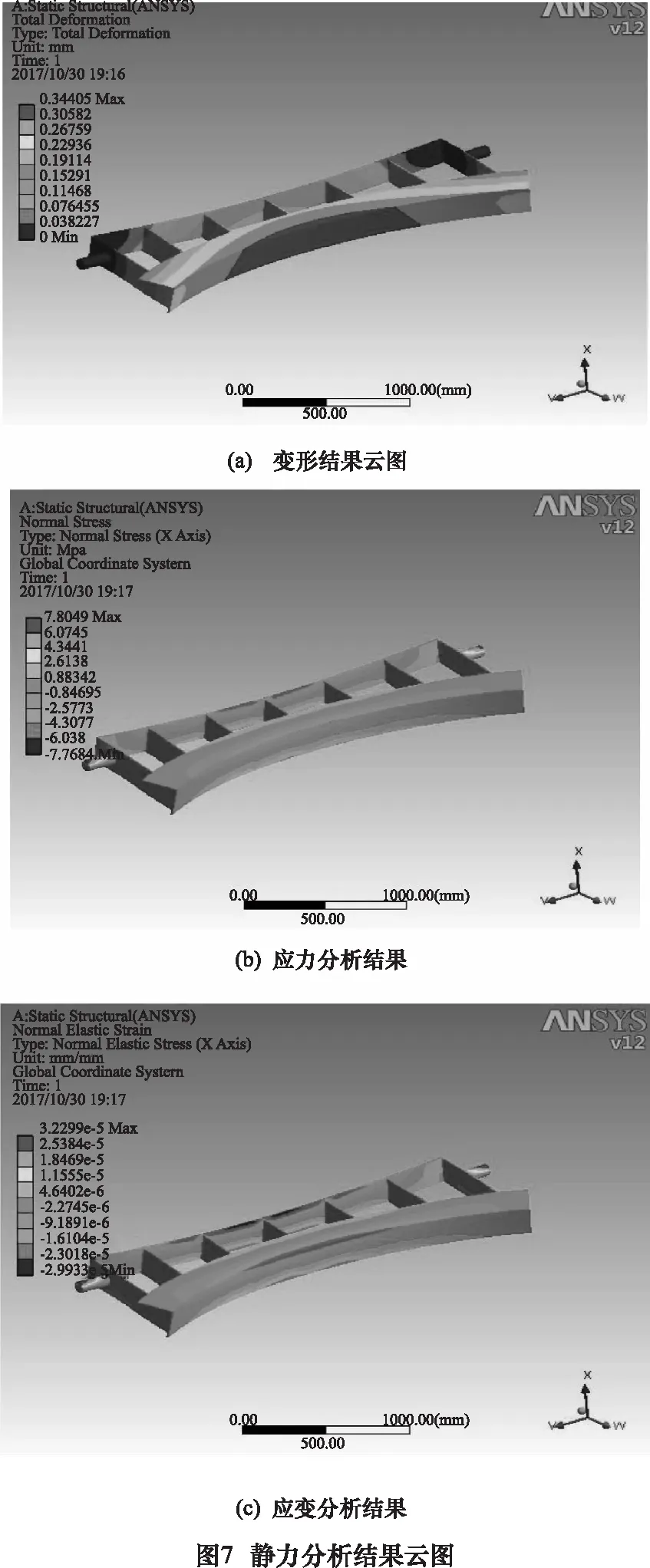
(3)计算结果分析
静力分析结果如图7所示。
由图7可以看出,箱体水平定位板和弧形定位板最大变形仅为0.34 mm,满足设计要求。旋转轴处最大应力为7.8 MPa,远远小于材料的屈服强度。
2.2 高精度长弧形定位面设计
根据焊接件结构,设计L型横截面长弧形定位面,如图4所示。水平定位板7、弧形定位板8在箱体上呈L形配置,其强度高,变形小,定位面精度可长期保持,使焊接件弧形面和水平面均得到可靠定位。该L型定位面,由数控机床在一次装夹中加工而成,形状和位置精度均在±0.2 mm之内,满足产品精度要求。弧形定位面半径尺寸与所焊接件弧面半径相同,保证焊前准确组对。
2.3 弧面压紧机构设计
上部压紧机构3用于水平弧形板定位后的压紧,该机构的压紧块为倒L型,直接焊接在定位板一侧,简单可靠。下部压紧机构4用于垂直弧形板定位后的压紧,该机构的底部支撑与箱体焊接至一起,并由箱体底部延伸而出,使压紧机构与旋转体成一个整体,结构简单、紧凑。经实践证明,此种压紧机构刚性和强度均可靠。
弧形压板5共13块,采用分列式压紧法,压板弧度与所压工件表面弧度相同,压板厚度>10 mm,长200 mm,刚性好,压板弧面变形小,压力分布均匀,压紧可靠,可有效地控制不锈钢薄板在焊接过程中所产生的波浪变形[2]。
2.4 旋转机构设计
堆腔密封环弧形结构焊接过程中需翻转焊接,故该装置采用了旋转结构设计,代替了焊接过程中行车对夹具体的翻转。
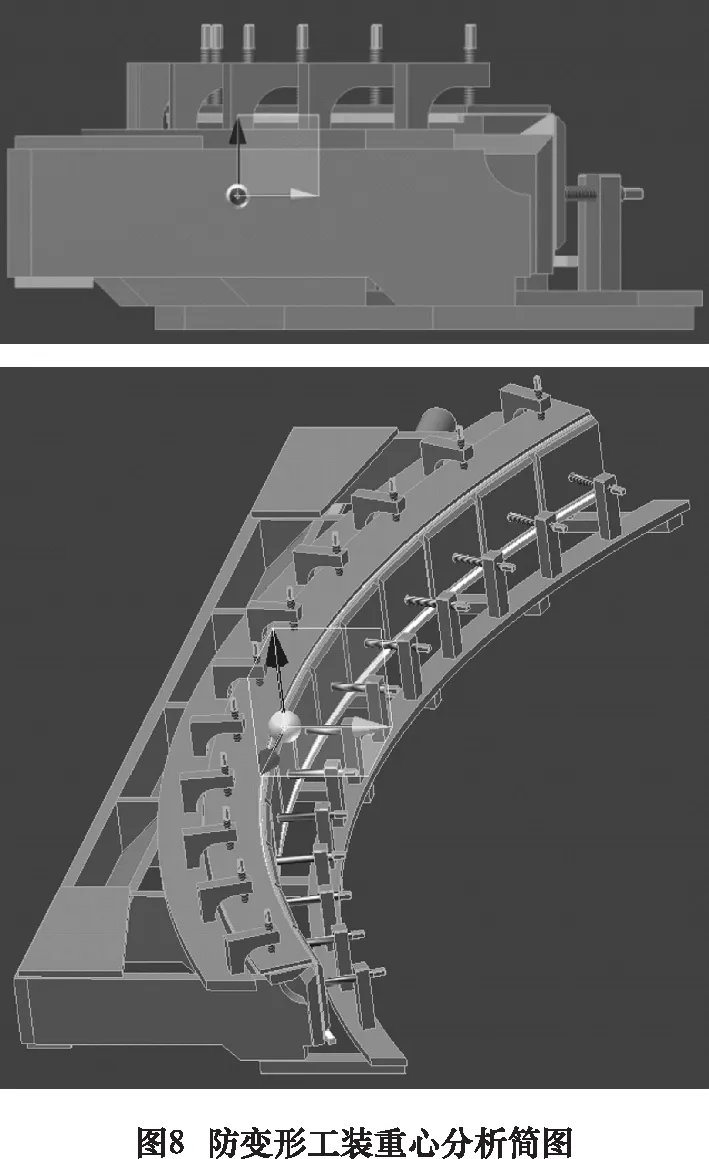
2.4.1 旋转中心的确定
通过三维建模软件UG分析,找出夹具体在支撑轴垂直面上的重心坐标,使支撑轴的旋转中心线通过重心并垂直于定位面,防止旋转偏心[4]。依据重心坐标点位置,数控加工两支撑轴的定位孔,保证两支撑轴同心,使得轴承旋转平稳、减小摩擦阻力。见图8。
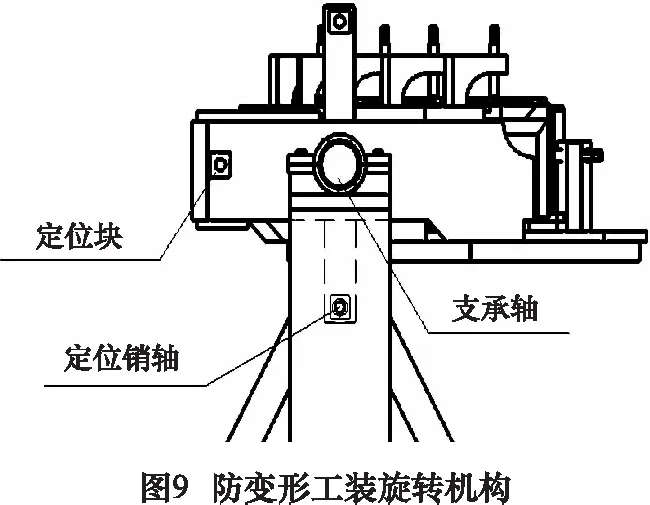
2.4.2 旋转及固定
旋转箱体可在旋转支架上进行360°旋转。如图9,在旋转箱体上设计了3个定位块,采用定位销轴固定锁紧的方法,使夹具体在旋转过程中具有3个固定工位,以满足工件在组焊过程中各工序的要求[3],方便了对产品各方位焊缝的翻转焊接,结构简单,易于操作,降低了劳动强度,同时也避免了因翻转而造成的工件变形。
3 应用效果
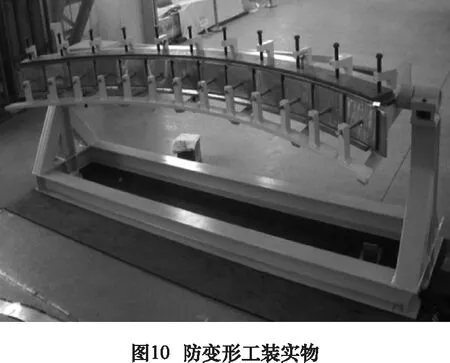
截至目前,该防变形工装已应用完成国内4个核电站机组的堆腔密封环高精度长弧形不锈钢薄板焊接部件的制造,产品检验合格,已交付电站使用。
实践证明,该装置结构安全、强度可靠,可有效、快捷地完成高精度长弧形不锈钢薄板焊接部件快速准确组对、控制焊接变形、保护表面粗糙度等功能,保证产品质量合格。防变形工装实物如图10所示。
4 结语
基于核电站永久性堆腔密封环弧形结构焊接过程中出现的制造难点,设计了一种防变形焊接工装。并在设计时对其薄弱部位进行了强度校核,对其旋转中心进行了软件分析计算。经工程实践证明,运用该装置可有效地解决核电站堆腔密封环弧形结构的各种制造难点。
[1]戴鸿宾,林三宝.焊接工装夹具方案设计职能智能CAD技术的研究[J].焊接,2004(2):13-16.
[2]蔡学良,董汉伟.焊接组对工装的研究与设计[J].煤矿机械,2012,33(6):130-131.
[3]张淑鸽,何秀玲,刘倬,等.阳极支撑板焊接装配工装的结构设计[J].机械工程师,2013(12):233-234.
[4]侯恩光.转向泵皮带轮焊接工装设计[J].装备制造技术,2012(2):96-97.
[5]周广涛,刘雪松,方洪渊.纵向预置应力法控制薄板焊接残余应力与变形[J].机械工程材料,2008,32(3):78-81.
猜你喜欢
选煤技术(2022年3期)2022-08-20
江苏钢铁(2022年9期)2022-07-02
重型机械(2022年3期)2022-07-01
包头职业技术学院学报(2021年3期)2021-11-18
科学大众(2021年8期)2021-07-20
好孩子画报(2020年10期)2020-11-02
装备制造技术(2020年12期)2020-05-22
劳动保护(2019年2期)2019-02-27
中国铸造装备与技术(2017年6期)2018-01-22
现代商贸工业(2016年35期)2016-04-09