螺纹牙底R圆弧翻转修整器设计
2018-06-02 06:48管允劼高贵纯
制造技术与机床 2018年5期
方 红 管允劼 李 虎 高贵纯 朱 文
(中国工程物理研究院机械制造工艺研究所, 四川 绵阳 621900)
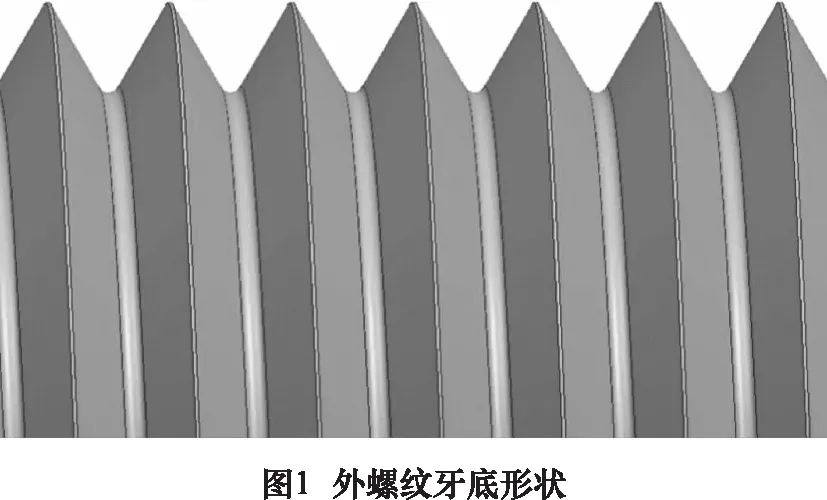
在生产过程中,我们需要加工一种符合国家航空标准HB6545-1991的AG双头螺栓,其对AG螺纹牙底R有严格要求,外螺纹牙底轮廓为圆弧状(如图1所示),允许一个圆弧与2条直线光滑连接,该圆弧最小半径应不小于0.125P(P为螺距),不允许出现反向圆弧。因为R值比较小,无法看清楚R形状,需要靠操作者的技术与经验反复调整、反复计量来获得数据,要修出一个比较理想的圆弧型面需要大量时间,不仅效率低、质量波动性大、而且还存在着显著的安全隐患。
1 航标HB过盈螺纹牙底R控制难点
该零件精度要求高,螺纹加工参数为:AG8×1.25,螺距P=1.25 mm,牙型半角偏差≤±30′,螺距偏差≤±0.006 mm,螺纹牙型粗糙度Ra0.8 μm,牙底圆弧R≥0.125P=0.156 mm,中径锥度≤0.015 mm,不允许有倒锥。
该螺纹磨削加工要求的几个基本要素包括牙型半角偏差、螺距偏差、中径偏差、表面粗糙度Ra都可以通过调整机床、砂轮参数来保证,但最小牙底圆弧半径(Rmin≥0.156 mm)这个要素,通过我们对机床生产厂家咨询及相关同行的调研,在机床自带砂轮修整器上无法修整出满足要求的砂轮。
在此之前,砂轮依靠操作者人工手动进行修整,存在人身安全隐患;同时因为R值比较小,无法看清楚R形状,需要靠操作者的技术与经验反复调整、反复计量来获得数据,要修出一个比较理想的圆弧型面费时、费力;每一次修整后的圆弧型面也存在差异造成工件质量波动。螺纹磨削属于成型磨削,砂轮形状对螺纹精度影响显著,需要经常进行砂轮修整,严重影响了生产效率。
2 牙底R翻转修整器设计
通过以上分析知道,小牙底圆弧半径Rmin≥0.156 mm无法从市场现有修整器上获得。从螺纹磨床工作原理及操作方法上获得启发,针对Rmin≥0.156 mm形状小、精度高及去除余量比较小的特点,设计了针对牙底R弧的翻转修整器。设计加工挤压轮及装夹工装,要求装入修整联接工装后同轴、垂直,便于修整器找正;要求挤压轮在Z正/负方向有0.5 mm左右弹性移动量,便于砂轮对线时使用。挤压轮材料为Cr12合金工具钢,热处理硬度59~63 HRC,具有硬度高、耐磨性能好等特点,适合于挤压砂轮尖角R。通过磨削挤压轮R并修整R形状,保证圆弧形状和圆弧尺寸大于0.156 mm。挤压轮槽底R值为0.23 mm,砂轮圆角R修整目标值为0.19 mm,精测出砂轮R值,如果R值偏大,则对砂轮两侧面进行修整;R值偏小,则在X方向进给对砂轮进行修整,如表1所示。用挤压轮挤压修整砂轮,再用修整后的砂轮加工出合格牙底R的螺纹。
表1 砂轮R值与修整方法及修整量关系表
2.1 翻转修整器工作原理为
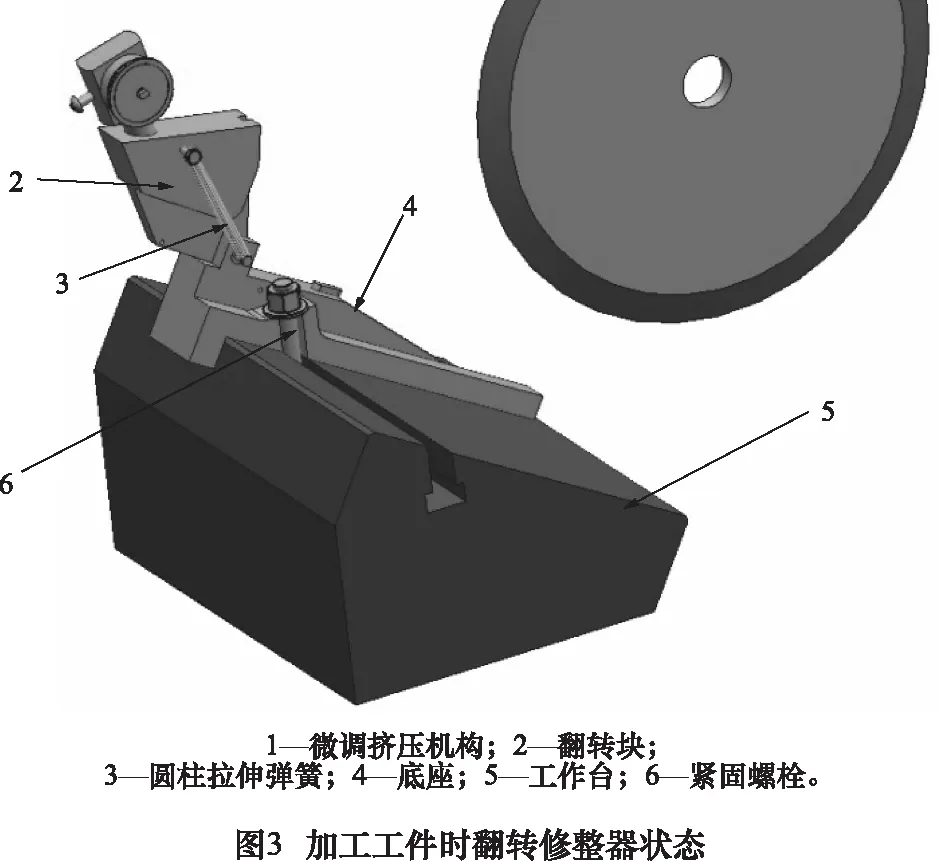
翻转修整器(见图3)包括微调挤压机构、翻转块、圆柱拉伸弹簧、拉紧螺栓、底座组成,其中底座4安装在机床头架和尾座之间的工作台5上,用紧固螺钉6固定。翻转块2通过销钉固定在底座4上,使翻转块2可以绕销钉做旋转运动,因底座4形状设计限制翻转块2的旋转,翻转块2的旋转角度被限制死。通过圆柱拉伸弹簧3以45°连接底座4与翻转块2,使反转块在两个极限位置都会受到圆柱拉伸弹簧3的拉力,使极限位置固定牢固。底座4设计了凸台,目的为当翻转块2处于修整状态时,设备轴向防止翻转块2窜动。微调挤压机构1通过后端圆柱插入翻转块2中,并用螺钉锁紧固定,面对不同直径的砂轮,松开螺钉,向外或向内移动圆柱体到达适合的位置后,使用螺钉锁紧固定。
其中微调挤压机构(见图4),在外套筒1中放入下垫片7,在下垫片7放置平整后放入右径向轴承5,右径向轴承5一侧端面贴合下垫片7,另一端面高出外套筒1端面,通过4个螺钉10把压板9固定在外套筒1上,使压板9的端面压紧右径向轴承5高出外套筒1的一面。把右径向轴承5固定在外套筒1与压板9之间。在外套筒1另一侧穿入内套筒6,使内套筒6端面贴紧下垫片7,限制内套筒6向外套筒1右端移动。将圆柱压缩弹簧4穿入内套筒6,在外套筒1内孔装入左径向轴承5压缩圆柱压缩弹簧4。将上垫片8穿入挤压轮11的光杆中,将挤压轮11的光杆依次穿过右径向轴承5、下垫片7、内套筒6、圆柱压缩弹簧4、左径向轴承5。将弹簧垫圈3套在挤压轮11的光杆左端螺纹头上,并用螺母2通过弹簧垫圈3锁紧左径向轴承5。松开压缩状态的左径向轴承5,使其在圆柱压缩弹簧4的作用力下贴紧弹簧垫圈3。
2.2 翻转修整器基本工作步骤
(1)平底圆弧修整器安装在机床头架和尾座之间的斜导轨上,用螺钉固定。
(2)修整前,调节好修整器对被修砂轮的平行度,以及修整器对砂轮的中心高。
(3)砂轮与修整器螺线对准,拧动机床工作台Z方向手柄,一直到修整器螺纹螺线的侧面与旋转的砂轮接触为止。此后根据刻度盘的刻度,将手把往相反的方向旋转,一直到砂轮与修整器螺纹线的另一面接触为止,这时根据刻度盘再将手把往第一次旋转方向旋转,一直到第一次刻度与第二次刻度中间为止(X方向随时根据Z方向调整进行进给),这时便结束对准工作。
(4)修整器挤压轮可以左右进行微调(机床Z方向)。在挤压轮上加装有一套微调装置,使Z方向具有1 mm的移动量,当砂轮与修整器接触时,修整轮在Z方向可进行微小的自动调整,使修整轮修整槽和砂轮锋面完全吻合。
2.3 翻转修整器主要优点
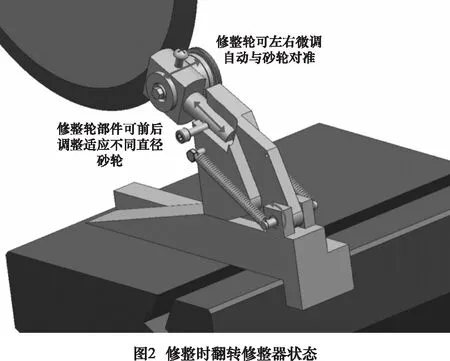
(1)工作时它对砂轮尖角R进行挤压修整(如图2),不工作时它翻转到磨削区域之外(如图3)。避免操作者频繁装卸修整器和对砂轮中心。
(2)修整器槽高设计为1/3螺纹牙型高,为了消除螺纹升角干涉,根据不同的各种R的大小,设计出不同的挤压轮,有效地对砂轮进行修整,得到理想的R值。
(3)在砂轮线速度1~2 m/s时,修整轮与双斜边砂轮相对运动并挤压,使得双斜边砂轮尖角处轮廓被挤压成型,实现修整轮对砂轮的修整。在砂轮线速度50 m/s时,修整轮与砂轮相对运动并磨削,使得修整轮挤压槽的槽型被磨削成型,实现砂轮对修整轮的修整。通过控制砂轮的线速度,达到修整轮与砂轮相互往返的修整。
(4)修整砂轮过程中,通过砂轮的侧面接触修整轮沟槽侧面确定大概轴线中心位置,随着砂轮径向的逼近使得双斜边砂轮与修整轮沟槽首先接触一侧带动修整轮轴向自动找正中心,达到双斜边砂轮的两侧面与修整轮沟槽两侧面完全贴合。
(5)使缺乏修整经验操作者亦可快速修整出符合要求的砂轮。
3 应用效果
经多次修整试验并与手工修整的砂轮进行加工对比,结果表明挤压轮使用方便、修整效率高,按每修整砂轮一次加工4件工件,年生产工件总量5 000件计算,每年可节省时间430 h,如表2所示。修整出的砂轮加工质量稳定、尺寸一致性较好,有效地提高了工件质量可靠性和稳定性,如表3所示。

表2 修整器与手工修整特性对比
表3 修整后加工工件实测R值 mm
4 结语
所述微调挤压机构采用轴承支承挤压轮,同时能够实现精密回转转动,回转精度达到3 μm,左侧轴承跟随挤压轮运动,实现刚性支承。通过更换挤压轮,可以实现不同圆弧大小砂轮的修磨,方便快捷。采用HB航标过盈螺纹牙底R翻转修整器,有效解决了生产中遇到的小R修整问题,节省工作时间,使生产效率成倍提高。
[1]郑文虎.精密切削与光整加工技术[M].北京:国防工业出版社,2006.
[2]邱言龙,郑毅,余小燕.磨工技师手册[M].北京:机械工业出版社,2002.
[3]高军.精密螺纹磨削常见问题及解决方法[M].新技术新工艺,2014(12):14-16.
[4]李宗智.关于提高螺纹磨削精度的研究[J].磨料磨具与磨削,1994(12):21-23.
[5]元麟.特殊螺纹量具成型磨削加工工艺优化研究[D].上海:上海交通大学,2012.
猜你喜欢
金刚石与磨料磨具工程(2021年3期)2021-12-06
石油化工设备(2021年1期)2021-01-20
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
中华骨与关节外科杂志(2016年3期)2016-05-17
汽车零部件(2014年8期)2014-12-28