
基于运动控制卡的发动机壳体绝热层打毛控制系统*
2018-06-02 06:46李芳昕梁世盛袁定新赵维刚郭立杰
制造技术与机床 2018年4期
李芳昕 梁世盛 袁定新 赵维刚 郭立杰 程 欢
(①上海航天设备制造总厂,上海 200245;②上海航天工艺与装备工程技术研究中心,上海 200245;③上海航天动力技术研究所,上海 201109)
固体发动机主要由发动机壳体、绝热层、推进剂药柱组成。绝热层铺设有绝热非金属材料,为了增强绝热非金属材料与推进剂药柱的吸附强度,需将绝热层非金属材料进行打毛,以增大两者间的接触面积与摩擦力。目前主要的加工方式为人工打毛,不仅加工效率低、打毛不均匀,且工作环境恶劣,非金属粉末对人体伤害大。
本文通过分析了打毛装备的工作原理,设计了一种基于多轴运动控制卡和LabVIEW的自动打毛控制系统。该控制系统可实现打毛设备的手动调试与自动加工,对打毛工艺数据库进行管理,并且可实时监测加工状态和各轴的运动位置,对加工中意外出现的断点具有保存功能,能从断点处继续加工。该打毛设备不仅可以提高打毛质量与打毛效率,且可降低人工成本,提高经济效益。
1 打毛装备结构及动作流程
1.1 打毛装备结构
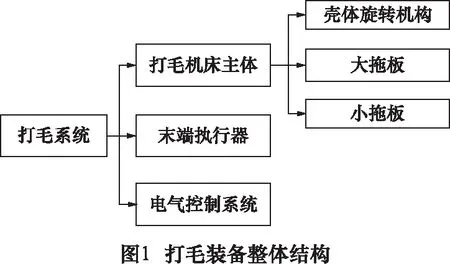
打毛装备主要由打毛机主体机床、打毛末端执行器、电气控制系统组成,如图1所示。
打毛机床主体主要实现产品的装夹、支撑、回转以及打毛末端执行器的进给。打毛末端执行器主要实现打毛刀具的旋转。电气控制系统主要对系统的电、气进行混合控制,实现各轴及各开关信号的协调动作。
1.2 动作流程
该设备主要由4个运动执行单元组成,分别为:①筒体旋转;②大拖板进给;③小拖板进给;④打磨头旋转。
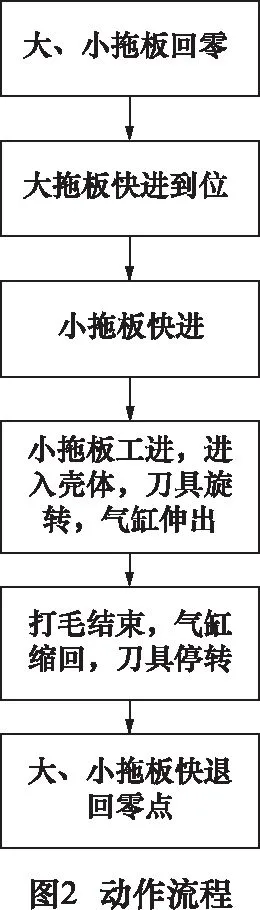
自动打毛过程如图2所示。
打毛过程中各执行单元的速度与位置均可在打毛工艺数据库中选择。在运动过程中实时监测各运动执行单元的速度变化,一旦发生异常,则系统报警,气缸缩回,所有运动执行单元停止,打毛程序结束。之后再手动操作各运动执行单元回到零点。
2 控制系统硬件
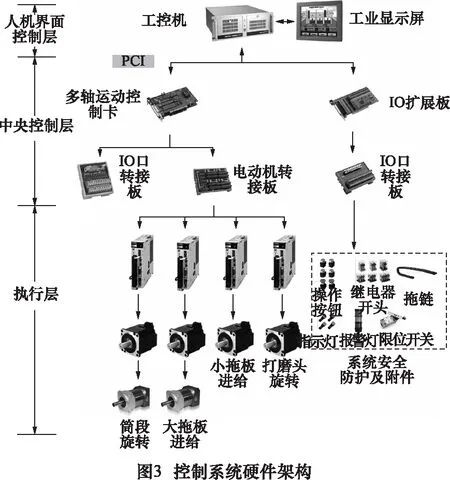
自动打毛控制系统是自动打毛装备的控制中枢,根据发动机壳体绝热层打毛技术指标要求,该控制系统应满足以下要求:
(1)打毛通用性,适应多种不同直径与长度的壳体的打毛。
(2)能对加工过程中各参数进行实时监测,并当发生故障时能立即报警停机。
(3)能对异常故障点进行记录,并能从故障处继续加工。
(4)对打毛刀具寿命进行监测,达到寿命时有提示功能。
(5)人性化的人机交互界面,便于工人操作以及管理员调试。
通过对以上要求的分析,搭建控制系统架构如图3所示。
3 控制系统软件设计
3.1 软件架构
多轴运动控制系统的软件设计是整个控制系统的核心,也是该运动控制系统最主要的部分[1-2]。运动控制卡采用“通用运动架构”的软件架构,该软件架构包括三层:设备驱动层、整合层、应用层。用于实现设备功能的所有 API 都可从整合层的ADVMOT.DLL (为用户提供的一个通用接口)获取,所有操作通过调用通用运动架构API完成。本项目采用LabVIEW为软件的开发平台,在Windows操作系统上对运动控制卡进行开发。通过调用运动控制卡提供的动态链接库实现相应的功能[3]。软件架构如图4所示。
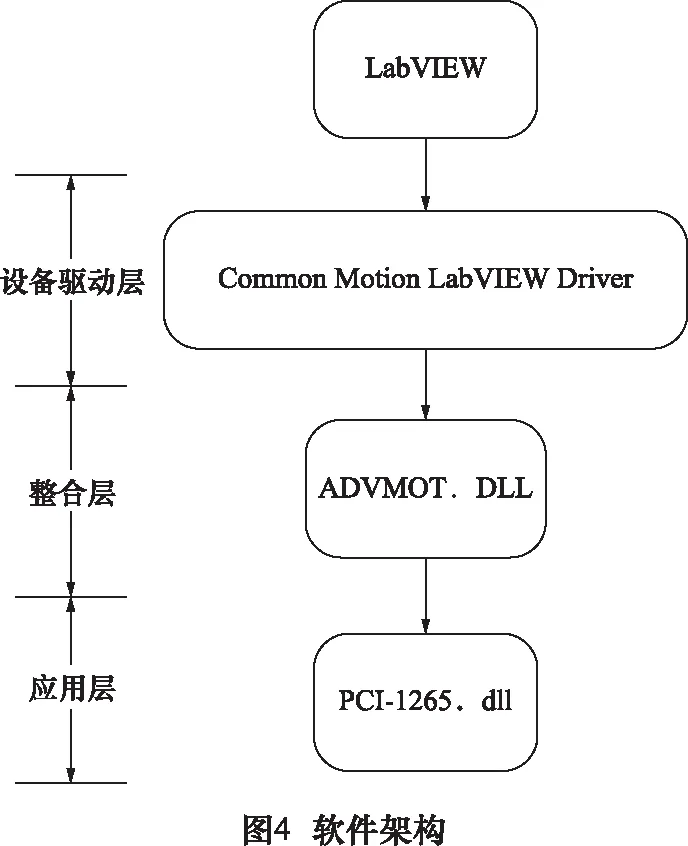
装载LabVIEW的工控机作为上位机,可实现对多轴运动的位置、速度等参数的设定,完成对人机交互界面的管理、信息显示和预处理等非实时处理任务,运动控制卡作为下位机,接收来自上位机的控制信号并进行实时处理,实现运动控制算法,并根据作业的要求和传感器的信号进行必要的逻辑/数学运算,为各执行单元提供正确的控制信号以完成所要求的多轴运动,且可向上位机实时反馈当前运动的位置、速度等参数,以便在上位机动态监控[4]。
3.2 功能设计
该系统主要实现三大主要功能:打毛通用性;断点继续;刀具寿命检测与设定。
3.2.1 打毛通用性
建立LabVIEW工艺数据库[5],将不同型号壳体的打毛工艺数据存储在数据库中,在自动加工开始前,将工艺参数调出。工人可通过操作界面对工艺数据库进行添加和删除。如图5所示。

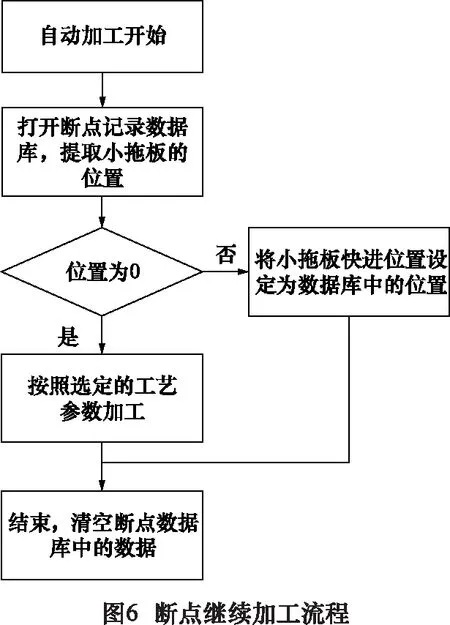
3.2.2 断点继续
建立断点记录数据库,在自动打毛过程中每隔0.1 s记录一次小拖板的位置,再次自动加工前,访问断点记录数据库中小拖板的位置信息,若存在非零的位置信息,则修改打毛工艺中小拖板的快进位置,使小拖板直接快进到断点处。流程如图6所示。
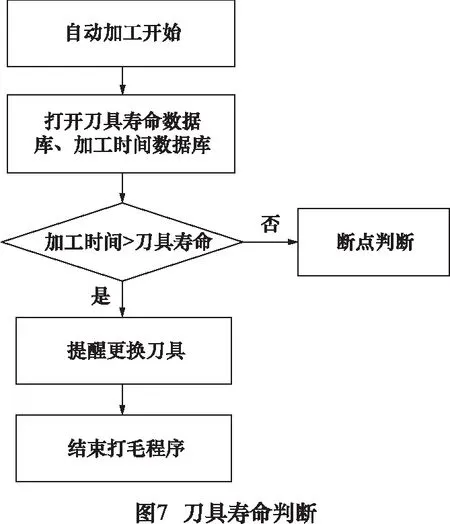
3.2.3 刀具寿命设定
不同材质刀具具有不同的使用寿命,建立刀具寿命与打毛时间数据库,将连续打毛时间进行动态记录。在自动加工开始前,将打毛时间与刀具寿命数据库中的时间进行对比,若超出了设定好的寿命时间,则进行提醒更换刀具。流程如图7所示。
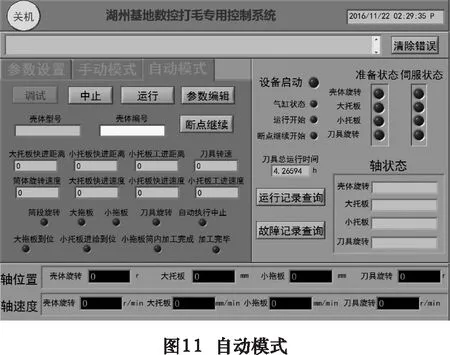
3.3 人机交互界面
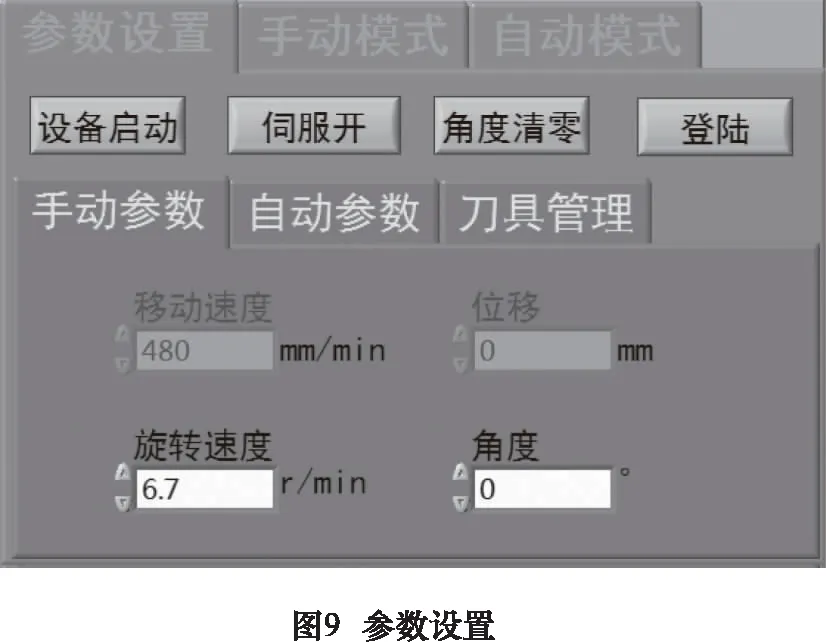
人机交互界面包括两部分:操作区和监视区。操作区包括3个功能模块:参数设置、手动模式、自动模式。操作区各功能模块的作用如下:
参数设置:用于设备开机的一些操作,以及对手动模式与自动模式一些参数的设置。
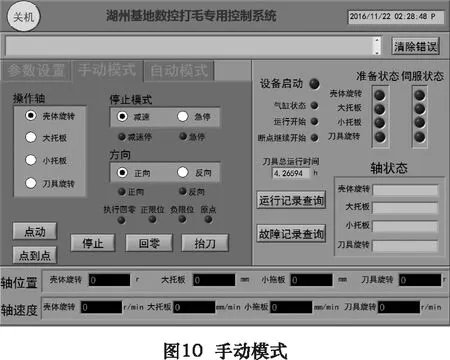
手动模式:操作设备单轴点动以及回零。
自动模式:自动打毛。
监视区作用:监视设备以及各轴状态。
主界面、参数设置界面、手动界面、自动界面如图8~11所示。

4 结语
自该控制系统投产以来,一直处于高效、稳定的运行状态,操作工人反响良好,充分验证了基于多轴运动控制卡和LabVIEW的发动机壳体绝热层打毛控制系统是性能可靠的控制系统,其控制效果已达到了发动机壳体绝热层打毛技术指标要求。系统不仅自动化程度较高,而且操作简单,通用性强,具有较高的推广价值和发展前景。
[1]史媛. 基于LabVIEW的多轴运动控制系统的研究[D].西安:西安工业大学, 2012.
[2]熊先锋, 邢继峰, 左洪波,等. 普通运动控制卡在LabVIEW平台上的应用[J]. 微计算机信息, 2006, 22(31):139-141.
[3]赵敏. 基于LabVIEW的运动控制系统的软件设计[D].太原:中北大学, 2014.
[4]高瑞, 苗长云, 王中伟. 基于LabVIEW的多轴运动控制系统的设计与开发[J]. 天津工业大学学报, 2008, 27(6):58-61.
[5] 杨乐平,李海涛,等.LabVIEW高级程序设计[M].北京:清华大学出版社,2003.
猜你喜欢
电力系统保护与控制(2022年14期)2022-08-05
航天工业管理(2022年1期)2022-02-26
电脑报(2019年20期)2019-09-10
固体火箭技术(2019年4期)2019-09-10
初中生世界·九年级(2019年6期)2019-08-15
模具制造(2019年3期)2019-06-06
制造技术与机床(2019年4期)2019-04-04
固体火箭技术(2018年4期)2018-08-31
装备制造技术(2018年5期)2018-07-11
中国锰业(2018年1期)2018-01-26
