聚四氟乙烯复合材料含油摩擦特性研究
2018-06-27 03:50邹若东
天津化工 2018年3期
邹若东
(天津仁泰化学工业股份有限公司,天津300450)
本文从进油工艺抽真空时间、加压时间、对材料进油性能的影响,及进油后对复合材料的压缩强度的影响做了探索。实验发现:进油工艺中,前期抽真空时间长短对进油性能起决定作用,延长前期抽真空时间,材料含油率提高。后期加压亦如此,但加压时间不宜过长。在影响材料进油量综合因素中,发现进油工艺起到了关键作用。
1 实验内容、方法及设备
1.1 实验原料与设备
本实验所用原料:聚四氟乙烯(PTFE),20μm,上海杜邦;玻纤(GF),d=8μm,l=20μm,南京玻纤院;钛酸钾晶须(PTW),d=1.86μm,l=10.47μm,自制;碳纤维(CF),d=10μm,l=150μm,市购;碳纤维浆粕(CF plub),d=8μm,l=200μm,市购;抗磨液压油(Oil),L-HM46,石油化工公司;氮气,99.99%,市购。
本实验所用设备:搅拌器(上海西贝尔)、烘箱(上海精密科学仪器有限公司,万能试验机(深圳新三思),MPX-2000摩擦机(河北宣化机械公司),40t压力平板硫化机(上海齐才液压机械有限公司),环境扫描显微镜(菲利浦公司),XJJ-5冲击试验机(承德试验机有限责任公司),真空泵(上海仪表集团供销公司),CJK-1型快开反应器(威海新元化工机械厂),箱式电阻炉(江苏电炉研究所),SKL型管式电炉(上海波洛实验设备制造有限公司)。
1.2 材料的制备过程
PTFE+填料→混合均匀→冷压成型→高温烧结→车削成型→进油处理→得到试验样品。
将混合均匀的料粉小心加入模具中(50×8×8),加好后将模具移置到25t压力平板硫化机压力调到7MPa分三次加压,3MPa加压一次,5MPa加压一次,每次加压时间为10s,第三次加压到7MPa,并保持5min,然后脱模,在脱模及搬运时,应小心轻放。将压好的毛胚置于高温炉中烧结,温度为365℃,实验样品分空气和氮气两种气氛进行烧结,空气气氛烧结只需用普通的高温炉即可,但氮气气氛烧结时,将样品放置于高温反应器内并组装好,然后通氮气于反应器,进行烧结。烧结好的样品经车削成型,再将成型的样品打磨平整后至于高压釜内进行进油处理,进油处理分为三个过程,抽真空、加油、再抽真空,釜内加压。即将高压釜清洗干净后,将试验样品放在釜内,然后将釜组装好,用真空泵进行抽真空一定时间,后将液压油400mL注入釜内,关闭注入阀继续抽真空一定时间,然后将真空泵关闭,并关闭抽真空阀门,打开加压阀进行充氢气1MPa,后检验釜的密封性,确认密封良好后,再将氢气充到一定压力并关闭充气阀以保持釜内压力恒定,保压一定时间后将釜内氢气放掉,并将试验样品小心取出,进油后的样品经离心机使样品表面的油清除,即得到进油后的实验样品。前期探索工艺条件过程中,设计如下三条工艺路线,以确定不同的操作参数对材料进油性能的影响。
(1)置试样于高压釜中,先进行抽真空步骤,在1MPa的负压条件下保持0.5h,随后在保持真空度的条件下,将油注入高压釜中,继续抽真空维持负压1MPa,0.5h。随后,通过通入高压气体增加压力,维持2MPa的压力2h。最后,泻压,取样称重(2)将试样置于高压釜后,直接抽真空1MPa,保持负压1h,然后加压2MPa,维持2h,泻压,取样称重。(3)将试样置于高压釜后,直接抽真空1MPa,保持负压1.5h。
2 结果与讨论
2.1 进油工艺对进油性能的影响
进油工艺对材料最终的进油量有着重要的影响,为了研究其中各个步骤对最终进油浓度的影响,选用20%的钛酸钾晶须填充聚四氟乙烯材料,考察其在不同工艺下的进油性能。设计具体工艺步骤如下:
工艺(A):试样抽真空 0.5h(1MPa),注油,继续抽真空1h,加压2h(2MPa)。
工艺(B):试样抽真空 2h(1MPa),注油,继续抽真空1h,加压2h(2MPa)。
从图1可见,经过工艺(B)对试样进行进油处理后,材料的单位体积进油量较工艺(A)提高了将近一倍。而工艺(A)和工艺(B)的差别仅在于进油前和进油后抽真空的时间不一样。这些数据表明材料进油处理工艺过程中,前期抽真空的时间对材料进油量的多少有至关重要的作用。从图2发现,材料经过进油处理后,除了未改性的压缩强度略有上升之外,其它材料的压缩强度都下降了,说明材料进油处理后,破坏了材料的内部结构,不利于材料力学性能的提高。

图1 不同进油工艺对改性材料含油率的影响

图2 不同进油工艺对改性材料压缩强度影响
2.2加压时间对进油量的影响
工艺(C):试样抽真空 2h(1MPa),注油,继续抽真空 1h,加压 2h(3MPa);工艺(D):试样抽真空2h(1MPa),注油,继续抽真空 1h,加压 9h(3MPa)。

图3 不同进油工艺对材料含油率的影响
前期实验结果可见:加压有助于材料含油量提高的结论,认为外界加压能够打破原有的抽真空条件下的材料孔道负压与外界压力的平衡,使材料在新的受压条件下,含油量得到进一步的提高。图3实验可见:后期加压时间延长后,几种材料(除KH-560改性过的)的含油率反而下降了,加压9h的比加压2h的含油率明显下降。这与原先设想的通过延长加压时间,来维持平衡所需要的推动力,最终实现含油量提高相矛盾,这可能是由于材料长时间处在受压的环境中后,内部微观孔道受压,孔道体积减小,导致材料含油量反而减小。所以,进油工艺(C)优于工艺(D)。进油前后材料的压缩强度未发生明显变化。
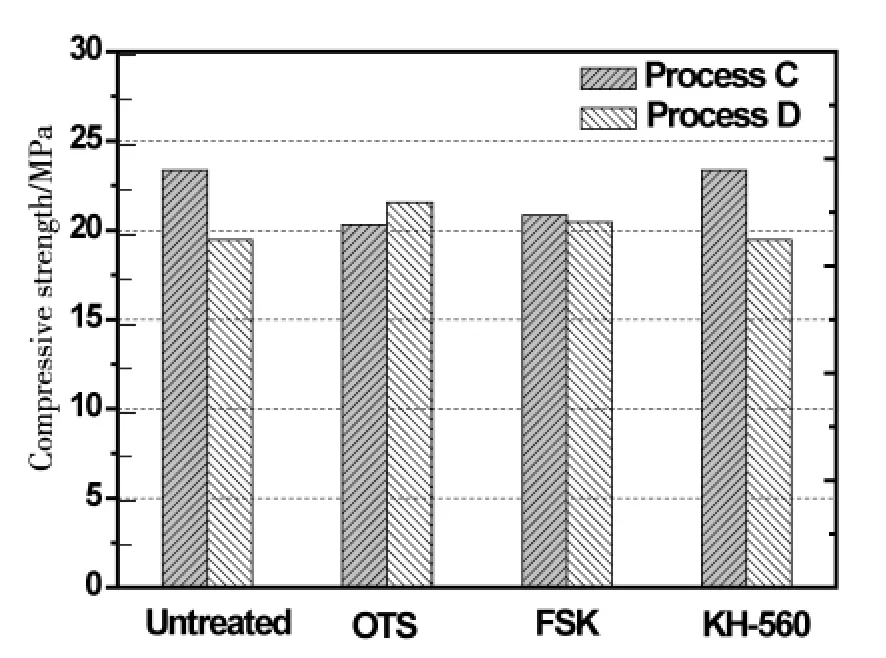
图4 不同进油工艺对材料压缩强度影响
3 结论与展望
不同的进油工艺对材料的含油率有较大的影响,其中前期抽真空的时间长短起决定作用,延长前期抽真空时间有利于材料含油率的提高;后期加压也能提高材料含油率,但加压时间过长不利于提高含油率;材料进油处理后,破坏了材料的内部结构,不利于材料力学性能的提高;材料长时间处在受压的环境中后,内部微观孔道受压,孔道体积减小,导致材料含油量反而减小。
猜你喜欢
真空与低温(2022年6期)2023-01-06
真空与低温(2022年6期)2023-01-06
山东冶金(2022年3期)2022-07-19
作物研究(2021年4期)2021-09-05
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
Annals of Applied Mathematics(2020年3期)2020-09-14
陶瓷(2020年5期)2020-07-06
中州大学学报(2019年3期)2019-07-17
中国自行车(2018年7期)2018-08-14
中国新技术新产品(2017年15期)2017-07-07