莱钢1#1 880 m3高炉大修开炉实践
2018-07-13 07:24回全平郭新超
山东冶金 2018年3期
回全平,郭新超,李 明
(莱芜钢铁集团银山型钢有限公司 炼铁厂,山东 莱芜271104)
1 前 言
莱钢1#1 880 m3高炉从2004年6月18日开炉投产,于2017年9月27日停炉大修,安全运行13.5 a多,累计出铁量达到2 117.6万t,单位炉容产铁量为11 264 t,属于长寿高炉。因设备安全与环保因素,决定对高炉进行大修,于大修116 d后顺利开炉,炉况恢复顺利,恢复时间较短,开炉3 d实现了日达产,煤比达到130 kg/t,于2018年2月21日实现月达产4 750 t/d,日均铁量较大修前有较大提升,为莱钢大修停炉开炉积累了宝贵的经验。
2 开炉前准备
2.1 设备检修
本次大修更换了大量老旧设备,本体包括炉顶煤气风罩、4个煤气上升管膨胀节、炉体冷却管道,炉底至风口冷却壁全部更换,部分损坏冷却壁更换,炉缸碳砖重新砌筑;出铁场开口机、泥炮换新,除尘系统改造,主沟重新砌筑;渣处理整体更换等。所有检修均按照计划进行,并在开炉前进行反复联动调试,为大修后顺利开炉提供了有力保障。
2.2 炉缸填充
风口以下空间全部用优质硬杂木进行填充,未选用昂贵的枕木。为保证炉缸填充密实,装料过程由人工进入炉内进行交叉摆放。期间对风口小套前端进行特殊遮挡,防止装料损坏小套。
2.3 原料准备
开炉原料由主要原料干熄焦、烧结矿、球团矿与熔剂石灰石、硅石、萤石、锰矿组成。并由专人跟踪运输上料入仓,确保开炉原燃料质量达到要求。各原料成分见表1。

表1 莱钢1#1 880 m3高炉开炉原料成分
2.4 烘炉过程
2018年1月10日20:00,高炉送风烘炉,除3#和15#风口留出为工作人员进出炉缸以外,其余26个风口均安装导风管至炉底保护砖500 mm处,并在保护砖表面用铁皮进行保护,防止将炉底保护砖吹坏。在炉缸底部安装热电偶进行升温监控,烘炉时间确定为8.5 d,最高温度600℃。冷却壁与风口各套水量按正常生产控制。送风时按正常复风程序送风。烘炉时间与温度控制如表2所示。
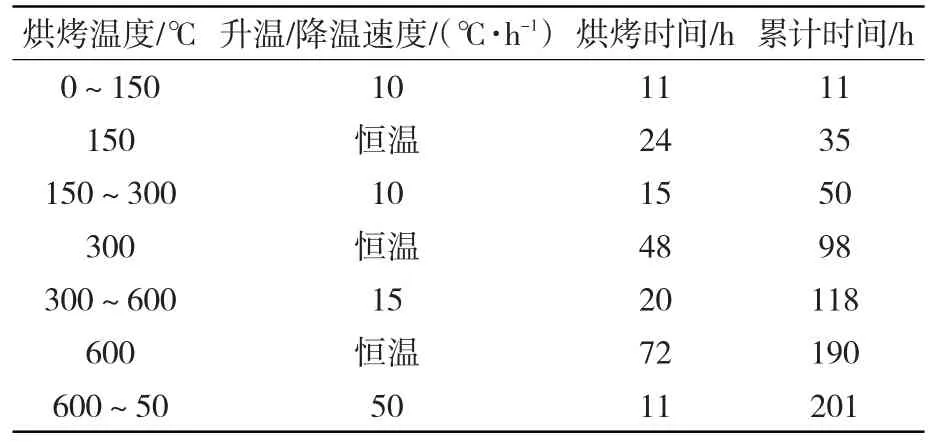
表2 莱钢1#1 880 m3高炉烘炉控制
2.5 开炉装料原则
按开炉方案计划,整个装料过程分为9段。第1段装底焦和硬杂木;第2段装净焦;第3段装空焦;第4~9段装正常料,当料线到达6.5 m时,开始进行布料测试;料线到1.45 m,停止上料,整个装料过程完成。装料料单见表3。
1)开炉料总焦比为3.5 t/t,正常料负荷逐渐加重;正常料第4~9段炉渣碱度为1.05,空焦碱度1.1,全炉碱度 0.80。理论生铁成分:[Si]4.00%、[Mn]0.60%、[S]0.03%、[C]3.50%、[Fe]92.00%。
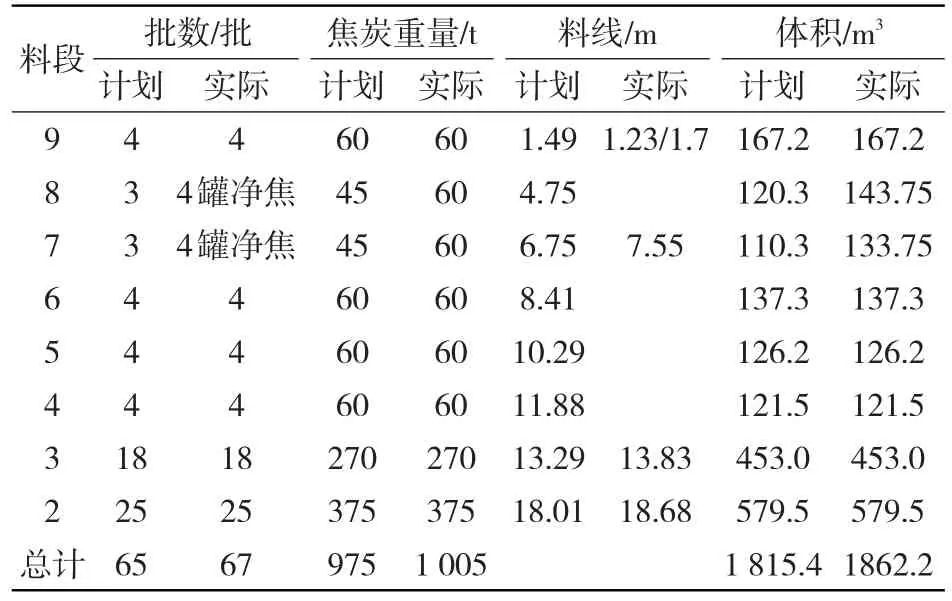
表3 莱钢1#1 880 m3高炉装料单
2)元素分配系数:Fe的回收率为99.5%;Mn的回收率为60%;P全部进入生铁;S 15%挥发,85%进入渣铁。
3)炉料压缩系数:净焦为15%,空焦为14%,正常料为9%~13%。
4)炉缸风口以下硬杂木填充,风口以上分别是净焦、空焦、正常料。配料计算以风口下沿为准。
3 开炉过程
3.1 送风点火
2018年1月21日11:36送风点火,开炉采取堵12个风口开16个风口送风,送风面积为0.180 9 m2;点火时定风压操作,风压在20 kPa左右,12:05,16个风口全部着火。
3.2 负荷及料制调剂过程
开炉上料后第3批料停配石灰石,焦比调整至760 kg/t,并在中心多加1圈焦炭引导中心气流,10批料后矿石矩阵在43°外扩1档压制边缘。2018年1月21日2:30焦比由760 kg/t调整为685 kg/t,金属料负荷2.5 kg/t,同时每批料配加锰矿580 kg/批、萤石300 kg/批。上料10批后停配萤石,第22批料焦比调整为620 kg/t,34批料焦比调整为550 kg/t。
风量2 000 m3/min时喷煤迎负荷料,同时调整配料碱度为1.26,燃料比按620 kg/t进行平衡。由于铁水物理热上行较慢,23日6:00第21批料停配锰矿1个冶炼周期后,铁水物理热达到1 497℃;23日第50批料焦比调整为480 kg/t,76批料调整为450 kg/t,期间为疏导中心气流,将中心圈焦炭加到7圈。24日第17批料焦比调整为420 kg/t,配料碱度为1.3,配料Si为0.5%,燃料比540 kg/t,基本接近正常生产水平。21—24日料制变化情况见表4。
3.3 渣铁排放过程控制
点火送风后炉况顺行,原计划2018年1月22日早7:00累计风量达到210万m3时开东铁口出铁;4:40在送风累计达到157万m3时,东铁口开始喷渣,随后切除东铁口导管堵铁口憋铁;但6:30准备开口时,新开口机故障无法开口。8:40西铁口开始喷渣,立即烧掉导出管封住铁口。因西场干渣场较小的限制,等待处理好开口机再开东场铁口。期间风压上升,风量由2 700 m3/min减至2 500 m3/min,直到9:23开口机处理好后打开东铁口,此时累计风量为241.2万m3。铁口打开后流动性较好,渣铁热量充足(1 480℃),但出渣铁较少,15 min后堵铁口。11:13再次打开东铁口,出渣铁约20 t,渣铁流动性较好,11:30堵住铁口。为了预热铁沟,14:13再次打开东铁口,渣铁流动性较好,通过撇渣器进行憋铁操作。此次出铁时间较长,渣铁明显较多,热量充足(1 460℃),直到16:38见喷堵铁口。随着铁口出铁逐步增加风口个数并对应提高入炉风量(见表5)。
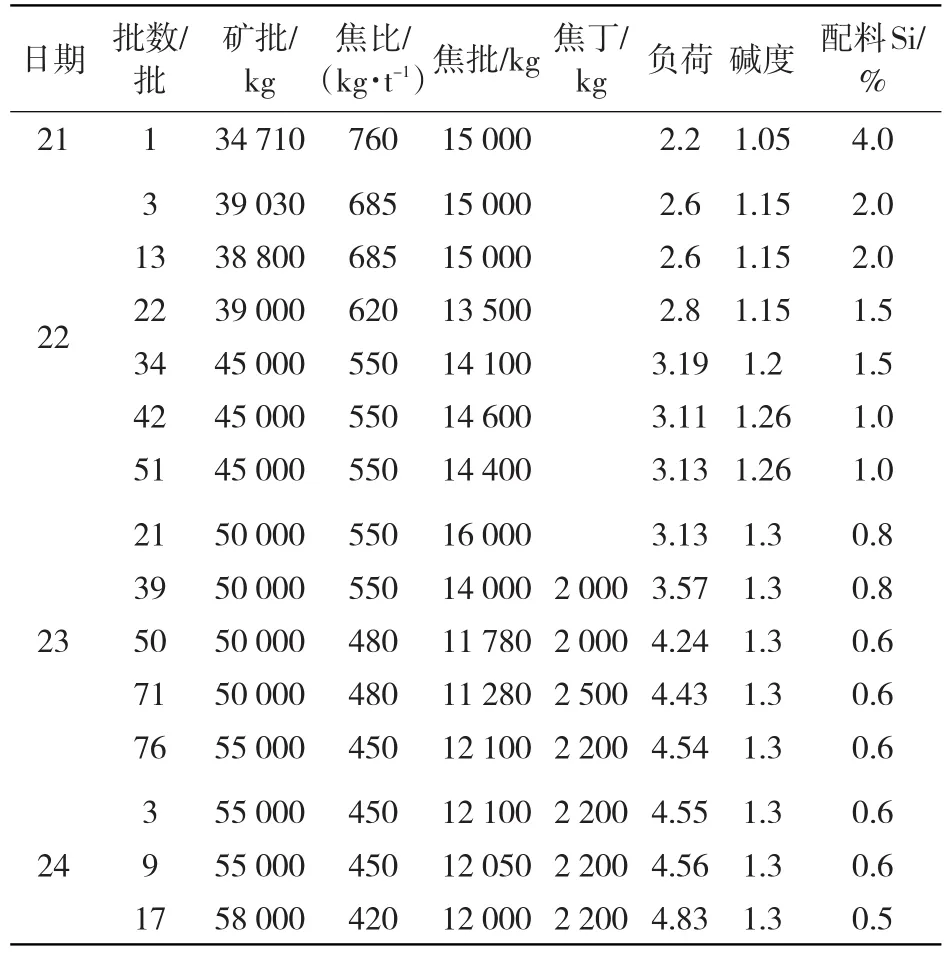
表4 莱钢1#1 880 m3高炉21—24日料制变化情况
3.4 开炉后强化冶炼
降硅是高炉开炉后强化冶炼的重要手段,但降硅速度过快则有可能导致炉况温度不足等事故,因此,控制合适的降硅速度尤为重要。此次开炉第1炉铁水含Si量为9.43%,物理热1 480℃,流动性良好,24 h负荷加至3.57,焦比为550 kg/t。从第3炉铁开始,炉温下降较快,铁水含Si量降至2.0%以下,物理热1 450℃左右,之后Si含量维持在1.0%~1.5%,热量逐步上升。2018年1月24日铁水温度达到1 530℃,Si含量稳定在1%上下,为加风创造了条件。铁水成分见表6。
通过选择合理的送风参数,动态调节料制,匹配好送风参数,控制首炉铁出铁时间,控制充足的炉缸温度等一系列操作技术,实现了高炉开炉后炉况顺利恢复,开炉第2天顺利将风口全部捅开,达到全风量作业。通过快速降硅强化冶炼,高炉开炉第3天全天产量4 008.86 t,完成了日达产目标。
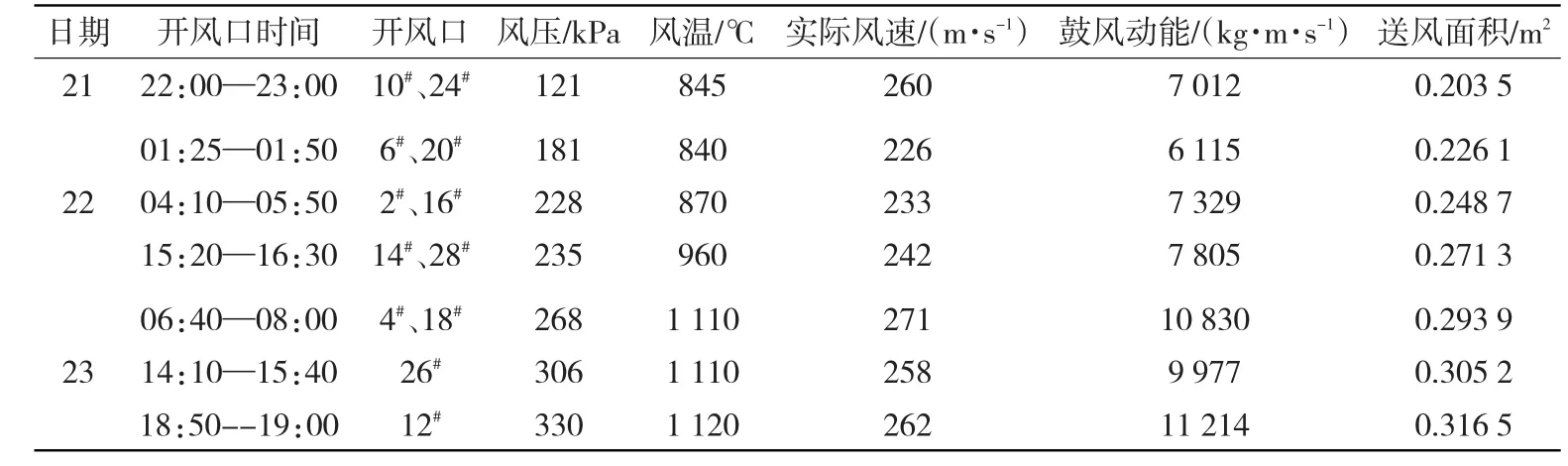
表5 莱钢1#1 880 m3高炉开风口加风情况
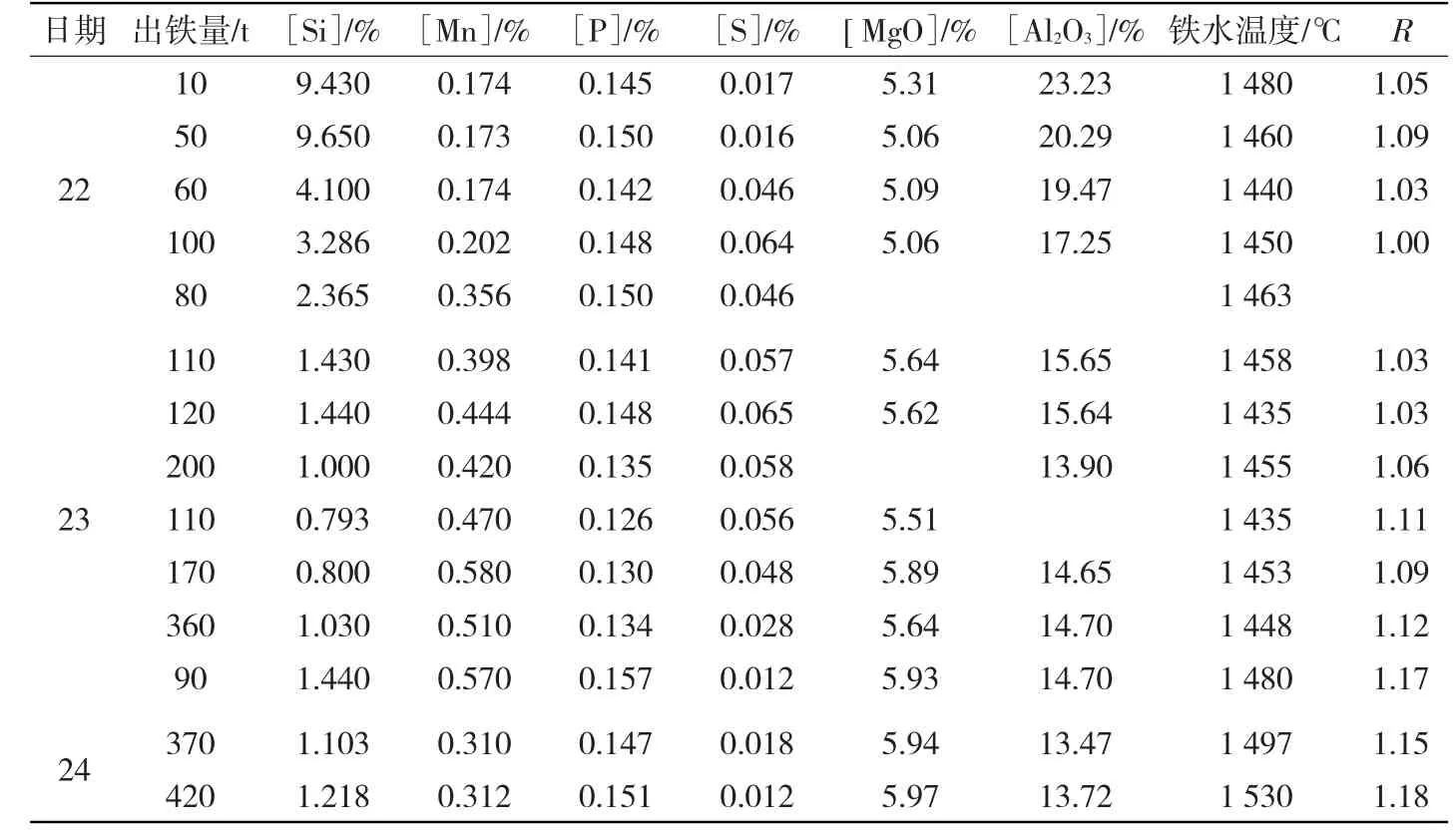
表6 莱钢1#1 880 m3高炉铁水成分
4 结 语
开炉过程经验总结:1)本次开炉安全、顺利,整个过程没有悬料,炉况波动较小,实现了3 d快速达产达效。2)入炉焦炭全部使用干熄焦,反应后强度>65%,同时加大焦丁筛分强度,保证了入炉焦炭的质量,为高炉顺行提供有力保障。3)布料测试顺利,为高炉开炉提高了准确的布料参数。4)工艺技术方案制定合理,炉温、碱度适宜。负荷过渡平稳,渣铁物理热充足。通过分段装料实践,证明2 000 m3高炉多段料布料开炉是较为合理的装料方式。5)开炉渣铁热量充足,流动性较好,为开炉顺利出铁和恢复创造了条件。6)本次风口堵泥效果好,未出现开炉期间风口自动吹开的现象,保证开风口加风按照计划稳步进行。7)动态调节料制,负荷调整及时,中心气流的发展合理,加风过程顺利,在保证热量的前提下快速将炉温降到正常水平。
开炉过程中的不足:1)装料过程中,在布料时出现料流开度跳变,导致料面南北相差近1 m,后补加净焦30 t填平料面,导致东西铁口喷渣时间间隔较长,因此应做到开炉前充分调试,避免设备故障导致上料不稳。2)对新开口机设备不够熟悉,未能及时调整到位,导致第一次开口时间向后推移,影响首炉开铁口的时间。3)炉前安装风口中小套时角度安装不合适,导致风口送风面积受影响,风口喷煤后煤粉小套前端严重磨损,个别风口无法喷煤。随着煤粉喷吹量增加,多个风口小套磨漏,造成高炉被迫休风调整风口小套。4)因上料料流开度不稳定,导致增加焦炭填补料面,造成炉内焦炭负荷比原计划负荷轻,前3炉铁水炉温偏高。
猜你喜欢
山西冶金(2022年4期)2022-09-26
山东冶金(2020年6期)2021-01-04
国外核新闻(2020年4期)2020-03-14
国外核新闻(2020年5期)2020-03-13
新疆钢铁(2019年2期)2019-10-23
安徽建筑(2016年3期)2016-08-23
现代冶金(2016年6期)2016-02-28
现代冶金(2016年6期)2016-02-28
新疆钢铁(2015年4期)2015-12-25
中国信息化·学术版(2013年5期)2013-10-09