
涤纶444dtex/10f黑母丝生产工艺分析
2018-07-25 02:41张红亮
纺织科学研究 2018年7期
张红亮
北京中丽制机工程技术有限公司 北京 101111
1 前言
涤纶母丝是涤纶切片经过干燥、纺丝、冷却、拉伸、卷绕等过程生产出dpf为 15dpf~50dpf,8f~12f的复丝,这种复丝再经过分丝机分丝得到15de~50de的单丝,或者直接经过分丝整经机分丝整经做成经轴,用于后加工。由于近年来环保要求越来越严格,直接在纺丝过程中加入色母粒生产色丝母丝的越来越多,产品根据市场需求涵盖各种颜色,其中黑母丝份额较大。在此以444dtex/10f黑色母丝生产为例,分析黑母丝工艺技术及其生产影响因素。
2 生产工艺技术
2.1 原料
(1)切片规格见表1。
(2)纺丝油剂:涤纶母丝专用油剂,或耐热发烟小的涤纶FDY油剂,此处使用苏州竹本HQ-47。
(3)色母粒:涤纶母丝生产必须使用好的涤纶色母粒,此处使用宝丽黑母粒PDF12。
2.2 设备
(1)干燥设备:郑州中原干燥设备工程有限公司;
(2)纺丝设备:北京中丽制机工程技术有限公司;
(3)导丝器:日本汤浅株式会社;
(4)热辊:北京中丽制机工程技术有限公司;
(5)卷绕机:北京中丽制机工程技术有限公司。
2.3 生产流程
2.4 检测仪器
(1)压差式微量水分仪:常州纺仪厂,SF-1;
(2)测长仪:常州纺仪厂,YG086型;
(3)强伸仪:常州纺仪厂,YG023B型。

表1 涤纶纺丝级切片
2.5 生产工艺
见表2。
2.6 物理指标
见表3。
3 工艺分析
3.1 工艺流程图
见图1。
3.2 干燥
由于涤纶母丝dpf较高,在15dpf~50dpf左右,采用一步法生产,对切片含水率要求很高。只有当含水率小于25ppm时,才能保证正常生产,如果含水率高,熔体就容易降解,断头多,无法正常生产。色丝母丝的生产需要加入色母粒,虽然色母粒也经过干燥,但一般为简易干燥系统,没有预结晶。从切片干燥系统到色母粒干燥塔,干燥时间不能太长,否则会结块。色母粒含水率尽量控制低一点,否则会造成断头明显增高。色母粒生产过程一般是有光切片粉化后与色粉再加工制得,杂质较多,熔点低,更增加了纺丝难度。因此为保证色丝母丝纺丝顺利,必须使用品质高的涤纶切片和高质量的色母粒,同时严格控制好干燥。

表2 工艺参数
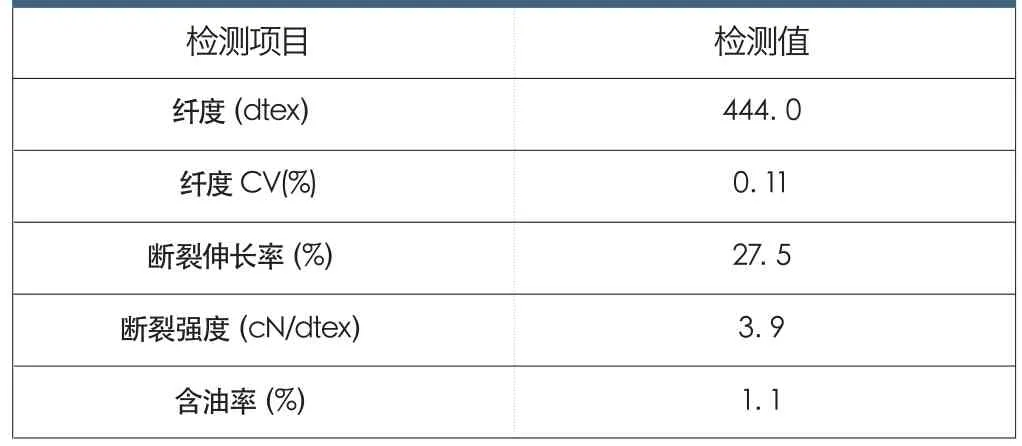
表3 物理指标

图1 工艺流程图

图2 色母粒注入机图
一般涤纶切片干燥时间应控制在8h~12h,含水率<25ppm;色母粒干燥时间应控制在12h~18h,含水率<50ppm;这样才能保证经螺杆、箱体后熔体均匀一致,保证顺利纺丝。

图3 母粒机计量杆结构图

图4 母粒机计量杆实物图
3.3 色母粒添加
色母粒注入机图见图2,母粒机计量杆结构图见图3,母粒机计量杆实物图见图4。
色母粒机常见的有称重式和螺杆计量式。称重式色母粒机工作原理是主料和色母粒分别按工艺加入量比例称量混合后共同进入螺杆挤压机,这种添加方式不存在色母粒添加量偏差,因此纺丝不存在色差,但称重式色母粒机价格昂贵,较少有企业使用。螺杆计量式色母粒机工作原理是通过一个变频调速的打有剂量孔的金属杆,添加色母粒按工艺量进入纺丝螺杆挤压机,这种方式添加色母粒影响因素多,控制不好容易出现色差,但控制好也能保证色母粒按工艺比例添加,同时价格低廉,因此被大多企业使用。
生产444dtex/10f涤纶黑母丝,必须使用品质好的色母粒,这样对纺丝温度影响小,断头少。色母粒添加量按客户要求决定,一般添加量2%~3%。
3.4 纺丝系统
箱体侧吹连接视图见图5。
生产444dtex/10f涤纶黑母丝,螺杆使用带销钉混炼头的涤纶螺杆,六区加热。由于色丝属于小品种,考虑到产品经济性,多采用3位一螺杆。考虑到黑色母粒加入,螺杆温度比半消光母丝纺丝螺杆温度低3℃~5℃。这是因为黑色母粒粘度和熔点都要低一些,含水率也要高一些,必须降低熔体温度,才能减少降解,保证正常纺丝。
因为添加了黑色母粒,所以熔体过滤器滤芯过滤精度选择规格高的金属无纺布,半消光切片纺制涤纶母丝一般使用20um规格的滤芯,用来纺制黑母丝升压太快,所以一般使用40um规格的滤芯,可以满足8天~15天正常使用。
联苯热媒系统给螺杆挤出头、熔体过滤器、熔体管路、纺丝箱体、组件等提供保温加热。控制好温度可以减少熔体降解,保证熔体温度均匀一致,从而生产才能稳定。因为黑色母粒加入熔体温度比半消光涤纶熔体温度要低一些,才能减少飘丝断头。一般熔体温度控制在280℃~285℃,热媒温度也就控制在280℃~285℃,可以保证正常纺丝。

图5 箱体侧吹连接视图

图6 热辊三辊主视图
冷却在母丝纺丝过程中至关重要,因为dpf比较高,一般为20 dpf~40dpf,这样既要解决骤冷问题,还要确保油轮集束前冷却结晶。因此无风区必须控制在120mm~180mm,缓冷器控制230℃~270℃,以解决骤冷问题。同时为保证正常冷却结晶,侧吹风窗高度加长至2000mm~2300mm,侧吹风温控制在 22℃ ~25℃,风速 0.4 m/s ~0.6m/s。充分冷却的丝束经油轮上油后进入牵伸系统牵伸。
3.5 热辊牵伸
热辊三辊主视图见图6。
生产粗旦涤纶母丝,热辊牵伸一般采用三组热辊牵伸系统,才好控制强力均匀,伸长稳定,沸水收缩稳定。GR1和GR2之间为主牵伸,拉伸比一般在3倍~3.5倍, GR2和GR3之间为牵伸定型,拉伸比一般在1.1倍~1.2倍。生产444dtex/10f黑母丝,单丝和总旦数较高,GR1温度控制在110℃~120℃,以充分使丝束玻璃化,便于一二辊组间牵伸,不至于单丝断裂。同时444dtex/10f黑母丝多直接做成面料,沸水收缩率控制较低,一般控制在5%~7%,GR2和GR3温度一般控制较高,在150℃~170℃。
3.6 卷绕
生产444dtex/10f黑母丝时,一是dpf较大,二是加入黑色母粒,所以丝束应力较大,很容易出现成型不良。为了保证正常卷绕成型,卷绕张力必须均匀,较小控制,一般控制在30cn~40cn,可以保证成型良好。丝上含油率控制0.8%~1.5%,能保证后加工顺利。上油率低,容易造成毛丝;上油率高,丝打滑,易缠辊,两者都会造成断头增加。
4 结论
(1)生产444dtex/10f黑母丝,必须严格控制干切片和色母粒含水率。
(2)生产444dtex/10f黑母丝,热媒温度控制应低于半消光母丝3℃ ~5℃。
(3)为保证卷绕成型必须严格控制卷绕张力。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
九江学院学报(自然科学版)(2022年2期)2022-07-02
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
化纤与纺织技术(2015年1期)2015-12-26
燕山大学学报(2015年4期)2015-12-25
蚕桑通报(2015年1期)2015-12-23
合成技术及应用(2015年3期)2015-12-11
合成技术及应用(2015年3期)2015-12-11
