一种识别冲压生产瓶颈的方法研究
2018-08-15 02:17姜江
现代制造技术与装备 2018年7期
姜 江
(上汽通用五菱汽车股份有限公司 青岛分公司,青岛 266555)
任何生产系统都存在制约输出能力的环节,这些薄弱环节的输出能力严重阻碍其他部分生产能力的发挥。生产瓶颈是指最受限的环节,是制约整个系统节拍提升和产量总输出的工作步骤或环节,决定了整个系统的生产能力。识别瓶颈的意义在于打破这种制约,运用简单、高效的管理方法进行瓶颈改善,提升生产线利用效率,提高输出能力[1-2]。
在冲压生产系统中,多条模具线在同一压力机生产线上高频率切换生产是冲压工艺不同于整车制造其他三大工艺显著的特点之一。流水线生产系统的瓶颈识别是按照查找操作时间最慢的工位的办法来进行。基于冲压系统的自身特征,冲压生产线的瓶颈识别以查找瓶颈模具线和瓶颈模具线的瓶颈工序为思路。
1 识别瓶颈模具线
识别冲压生产瓶颈,首先识别瓶颈模具线。冲压生产线瓶颈模具线的选取由两个因素决定,分别是输出节拍差距和冲次比重。同一压机生产线中,冲次比重大且输出节拍与目标节拍差异大的模具线,被定义为瓶颈模具线。
1.1 输出节拍差距计算
冲压自动化生产线实际运行中,每分钟实际输出的冲次数用AsPM表示。

式中,总运行时间是加工时间、各类停线时间及换模时间的总和,加工时间是在生产sPM下、无停线的纯工作时间。而生产sPM(stroke per Minute)是为特定模具线设定在压力机上的每分钟冲次数,即设备无停线的连续工作节拍;综合设备能力、模具性能等诸多因素,每条模具线的生产sPM一般不做变动,可看作常量。所以,加工时间也是某时间段内总冲次与生产sPM的比值。
进行瓶颈模具线选取时,若以模具线AsPM的实际值与目标值的差距来进行衡量,具有一定的局限性。原因在于,单条模具线的AsPM是指从该模具线的上一条模具线最后一个零件下线到本模具线最后一个零件下线这一时间段内的平均每分钟实际输出冲次;该时间段包含一次切换模具的时间。根据式(1),由于分母上“换模时间”几乎为固定值,对于不同的生产批次,即使加工时间与停线时间的比率相同,总冲次数的大小差异对AsPM的影响也很大,进而影响瓶颈分析。为了排除换模时间对结果分析的影响,瓶颈分析时,人们定义一个BsPM的概念。
BsPM是指从上一条模具线切换完成后开始,到本模具线最后一个零件下线的时间段内、平均每分钟实际输出的冲次数,该时间段不包含换模时间。

因为某时间段内总冲次是加工时间与生产sPM的乘积,可得:
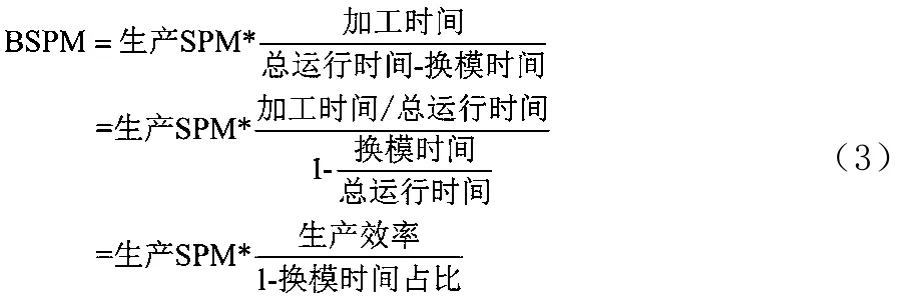
单一模具线BsPM的实际值可通过式(2),结合生产运行数据得到。对于稳定运行的冲压生产系统,目标生产效率和目标换模时间占比都是设定的常量,结合式(3),可得单一模具线BsPM的目标值。然后,人们可以计算BsPM的差距比。

以某厂冲压车间某生产线10条模具线为例,如表1所示,跟踪某月实际运行数据,结合各模具线BsPM目标值,可得BsPM运行的差距比。
差距比的数值越大,表示BsPM实际运行越优,节拍输出相比目标值更出色;数值越小,表示BsPM实际运行相对越差,节拍输出相比目标值表现较差;负值表示BsPM实际运行低于目标值。
1.2 冲次占比计算
计算各模具线在某时间段内的冲次总数在该生产线总冲次中的占比,如表2所示。

表1 某生产线某月10条模具线的BSPM差距比

表2 某月某生产线10条模具线的冲次比例
1.3 瓶颈系数计算
将BsPM差距比与冲次比例相乘,得到该模具线的瓶颈系数。瓶颈系数最小的模具线,就是该生产线的瓶颈模具线。根据实际需要,可优先选取前位瓶颈模具线。如表3所示,模具线1、2、4分别是该生产线的前三位瓶颈模具线。
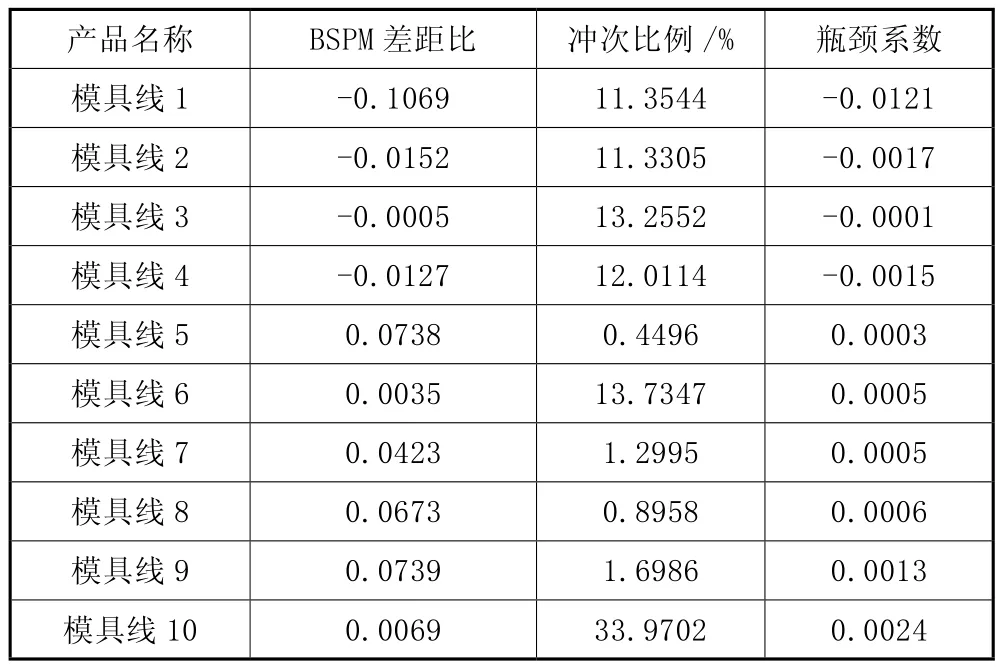
表3 某生产线10条模具线的瓶颈系数
2 识别瓶颈工序
筛选出瓶颈模具线后,再进行瓶颈工序的选择。将瓶颈模具线的停线记录按工序汇总,累计停线时间最长的工序优先被识别为瓶颈工序。
以模具线1为例,如表4所示,经筛选累计,OP30停线时间(25min)最多,是该瓶颈模具线的瓶颈工序。因此,为了解决该模具线的问题,人们应首先集中攻关力量解决OP30发生的停线问题。

表4 瓶颈模具线1各工序的停线时间汇总
3 结论
冲压自动化生产线单位时间整体输出能力受多模具线中瓶颈模具线输出节拍的影响。根据每条模具线的BsPM目标,找出BsPM实际运行差距最大的模具线,同时结合冲次占比,就可以识别出该生产线的瓶颈模具线,进而识别瓶颈模具线的瓶颈工位,进行相应停线问题的攻关解决。这样通过优化瓶颈模具线的瓶颈工位,可以达到提高该模具线单位时间输出能力的目的,提升整条生产线的节拍输出。
当然,瓶颈模具线及瓶颈工位的识别是一个循环往复和持续改善的过程。瓶颈问题动态变化,原有瓶颈问题的识别与消除意味着新的瓶颈问题等待识别。因此,人们需要对冲压生产线的日常运行进行密切关注和持续提升,使生产线的输出一直维持在较高水平[3]。
猜你喜欢
今日农业(2020年13期)2020-08-24
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年10期)2017-11-28
意林(2017年8期)2017-05-02
中国环境监察(2016年11期)2016-10-24
中国卫生(2016年1期)2016-01-24
中国卫生(2015年4期)2015-11-08
医学研究杂志(2015年5期)2015-06-10
创业家(2015年9期)2015-02-27