
骑座式管板对接水平固定焊条电弧焊
2018-08-23 02:00王俊祥刘华伟刘世军
金属加工(热加工) 2018年8期
■ 王俊祥,刘华伟,刘世军

扫码了解更多
骑座式管板对接水平固定焊条电弧焊,要求单面焊双面成形,由于两试件的厚度不同,操作难度较大,所以在锅炉、压力容器取证、等级考试与技能竞赛中,一直作为重要的考核项目。本文将对管板试件水平固定焊条电弧焊的认识与心得整理出来,和大家共同交流。
1. 焊前准备
首先,加工如图1所示的管件和板件,管件规格为:φ60mm×5mm×100mm,坡口角度为45°,板件规格为:160mm×160mm×12mm,中心带有φ53mm的钻孔,材质均为20#钢。
然后,将试件坡口的内外表面清理干净,不得有油、锈等污物,管件坡口钝边留1~1.5mm。采用E5015焊条,规格为φ3.2mm,焊条按规定要求烘干后,放入保温筒中备用。
2. 组对及定位焊
试件组对时,必须将管件与板件中心对正,组对间隙为3mm左右,错边量≤0.5mm。
定位焊时,在钟表10点和2点位置处进行定位焊接,定位焊缝的长度为10mm,焊缝厚度控制在2mm左右。定位焊后,将定位焊缝的两端加工成斜坡形,以便于接头操作。施焊过程中具体焊接参数如附表所示。
3. 打底层的操作
打底层操作要点:
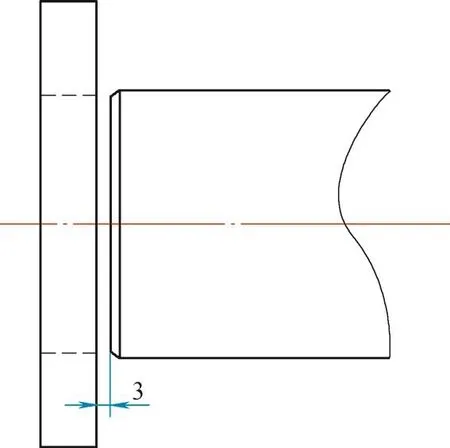
图1 试件装配尺寸

焊接参数
第一,采用直流正接,灭弧法焊接。在试件的6点钟位置引燃电弧,焊条与管件轴线的夹角在60°~70°(见图2)。先长弧预热,约2/3的电弧在板件上,1/3的电弧在管件上。当板件与管件出现液态金属珠后,焊条上顶击穿钝边;听到击穿声,形成熔孔后灭弧。当熔池颜色变为暗红色时,在熔池金属的2/3部位起弧并稍做斜矩齿形摆动,打开熔孔,向前灭弧焊接;操作过程中,电弧在板件上的停留时间比在管件上的停留时间要稍长些;在板件上的停留时间控制在2s左右,在管件上的停留时间控制在1s左右;焊条与管件切线方向的角度变化与水平固定管对接焊的角度相近。
第三,仰焊部位操作时,为防止出现内凹,几乎全部电弧在坡口背面燃烧,熔孔大小约为焊条直径的1.5倍左右。仰爬坡和立焊位置焊接时,电弧长度的1/2在坡口内燃烧,熔孔大小约为焊条直径的1.2倍左右,同时控制熔池温度,以防止背面焊缝超高。上爬坡位置焊接时,电弧长度的1/3左右在坡口背面燃烧,熔孔大小约为焊条直径的1倍左右,焊接过程中熔孔不能过大,以防止背面焊缝出现焊瘤缺陷。
第三,收弧操作时,焊条下压,熔孔稍有增大后,缓慢将电弧带至熔孔后方的坡口内侧熄灭,以使熔池温度缓慢冷却,防止产生冷缩孔。接头操作时,更换焊条动作要快,可直接在熔孔处起弧并下压,听到击穿声,打开熔孔后,再行灭弧焊接。灭弧频率要均匀,熔孔大小保持一致,使焊道高低平整,操作过程中,避免伤到坡口边线。

图2 焊条角度示意
打底层操作的关键在于:打点要准确,控制好熔池温度和熔孔大小。熔孔的大小直接影响到背面焊缝的成形:熔孔过小时,容易造成未焊透,应压低电弧,同时增大焊条角度,打开熔孔。熔孔过大,说明熔池温度过高,如果处理不及时,会产生烧穿及焊瘤缺陷,这时应减小焊条角度或停止操作,待温度降低后再行焊接。只有在操作过程中控制好熔孔大小和熔池温度,才能焊出均匀美观的根部焊缝。
4. 盖面层的操作
盖面层操作要点:
第一,采用直流反接,焊接操作分为连弧焊和灭弧焊两种手法,焊接前将打底层的熔渣、飞溅以及焊缝超高部分清除干净。
第二,连弧焊操作时,在仰焊、仰爬坡及上爬坡部位采用斜矩齿形运条,立焊部位采用矩齿形运条,控制好焊条角度,焊接速度保持均匀,电弧在板侧停留时间要稍长于在管侧的停留时间,防止在管件处产生咬边缺陷。接头操作时,一定要保证干脆利索、准确、到位;如果接头部位存在焊缝过高情况时,必须处理干净。操作时,避免出现脱节和超高现象。仰焊及仰爬坡部位操作时,应尽量压低电弧,控制好熔池温度和形状,避免产生焊瘤,咬边和焊缝超高缺陷。
第三,采用灭弧焊方法进行操作时,在仰焊、仰爬坡及上爬坡部位运条应稍带斜矩齿形摆动,立焊部位运条应稍带矩齿形摆动,电弧在板件上的停留时间要稍长于在管件上的停留时间。打点要准,每一个打点必须压在上一熔池的2/3处,这样才能形成紧密的鱼鳞纹。操作过程中,注意控制好电弧停留时间,熔池温度与形状,避免产生脱节缺陷。焊缝宽度以坡口两边各熔化1mm为宜,余高控制在0~3mm之间。
5. 其他注意事项
(1)试件坡口内外表面应清理干净,露出金属光泽,焊条按规定时间和温度烘干。
(2)焊接过程中遇到粘条比较严重的情况时,清除干净后再进行操作。
(3)打底层操作时注意控制熔孔大小,避免出现未熔合及焊瘤缺陷。
(4)盖面层操作前,应将打底层焊缝的超高部位进行处理。
(5)劳保穿戴齐全,操作过程中避免烫伤。
6. 结语
骑座式管板对接水平固定焊条电弧焊操作的关键在于:选择合适的焊接电流、焊条角度、控制好电弧停留时间及熔孔的大小;焊接过程中,要控制好熔池的形状和温度。只要做好以上几点,就能有效避免或减少焊接缺陷,获得符合标准要求、成形美观的焊缝。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
当代陕西(2021年13期)2021-08-06
青岛科技大学学报(自然科学版)(2021年4期)2021-07-26
煤气与热力(2021年4期)2021-06-09
当代工人(2020年1期)2020-05-11
制造技术与机床(2017年10期)2017-11-28
中国环境监察(2016年11期)2016-10-24
浙江大学学报(工学版)(2016年2期)2016-06-05
中国塑料(2016年7期)2016-04-16
中国塑料(2015年7期)2015-10-14
