水口山铅锌矿提高金回收率的实践研究
2018-09-12 11:54黄华礼
世界有色金属 2018年13期
黄华礼,李 洪
(湖南水口山有色金属集团有限公司铅锌矿,湖南 衡阳 421513)
水口山铅锌矿开采历史悠久,素以“中国铅锌工业的摇篮”、“世界铅都”而驰名。2005关破重组后设计处理能力150t/d的小选厂,处理铅锌残矿和4号金矿,磨矿采用一段闭路,浮选采用“优先选铅,锌硫混选再分离”的流程,主要产品有铅精矿(金在其中富集)、锌精矿和硫精矿。
2017年9月新增一台1.8m的格子型球磨机后具备提高磨矿细度的条件后,从磨矿细度、金捕收剂、石灰用量对提高金回收率进行实践研究。
1 矿石性质
1.1 铅锌残矿性质简介
水口山铅锌矿由老鸦巢和鸭公塘两个矿段组成。老鸦巢和鸭公塘矿段的矿物组成基本上一致,唯鸭公塘矿段含黄铜矿、沥青铀矿较多,形成铅、锌、铜、铀、磺铁矿共生矿体,其结晶较细,并长期受地下水浸蚀,氧化、泥化程度高,矿石可选性相差甚远。前者可选性良好,后者可选性很差。
1.2 4号金矿性质简介
矿石中金的赋存状态以自然金为主,约占80.50%,其余的为硫化金,占 7.55%,酸性金占6.92%,石英包裹金占5.03%产出形态为不规则的显微粒状,产在石英细脉和空洞裂隙中自然金颗粒很细,为显微和次显微金,最大粒径为118微米, 一般为 10微米~60微米,最小0.1微米~0.2微米,其中 10微米~74微米的自然金含量占82.32%。
2 生产实践研究
本研究按原磨浮生产流程进行,只对磨矿工艺和选铅区药剂制度进行研究,选铅区采用1次粗选,2次精选,2次扫选的流程,对铅锌残矿和4号金矿混合矿进行了实践探索,分别进行了3组磨矿细度试验、铅区新添丁铵黑药用量试验和石灰用量试验,试验结果为日报表数据。
2.1 磨矿细度试验
保证原处理量和2017年8月以前药剂制度,在磨矿细度-0.074mm占70%,73%,75%的条件下进行了细度试验,试验结果见表1。
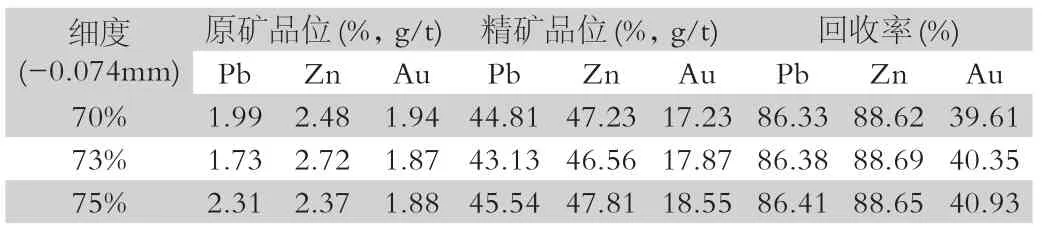
表1 磨矿细度探索试验
从表1可得,将磨矿细度-0.074mm占70%提高至75%(生产能达到的最大值),金回收率提高了1.32%。
2.2 丁铵黑药捕收剂试验
保证磨矿细度-0.074mm占75%的条件下,在铅区新添丁铵黑药,分别在铅区添加8g/t ,10g/t,12g/t丁铵黑药和100g/t25#黑药进行试验,试验结果见表2。
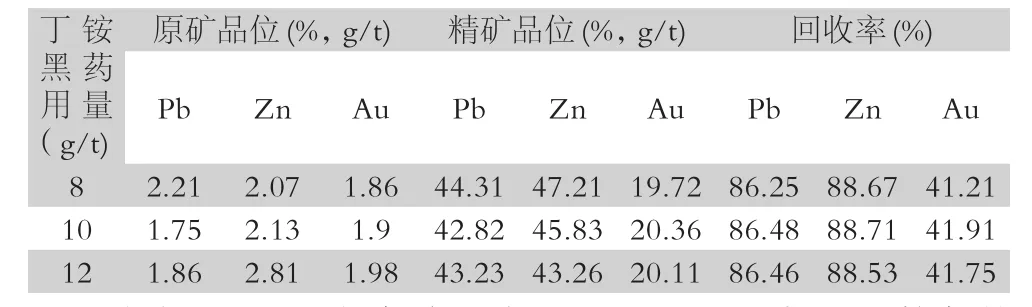
表2 丁铵黑药用量探索试验
从表2可得,在磨矿细度-0.074mm后占75%的条件下,铅区丁铵黑药、25#黑药用量为10g/t、100g/t时,和表1第三组试验数据对比,金收率提高0.98%。
2.3 石灰用量试验
以原药剂制度中铅区石灰用量1.2kg/t为参照,在磨矿细度-0.074mm占75%,铅区添加10g/t丁铵黑药和100g/t25#黑药的条件下,对石灰用量为0.8kg/t,1.0kg/t,1.4kg/t时进行试验,试验结果见表3。
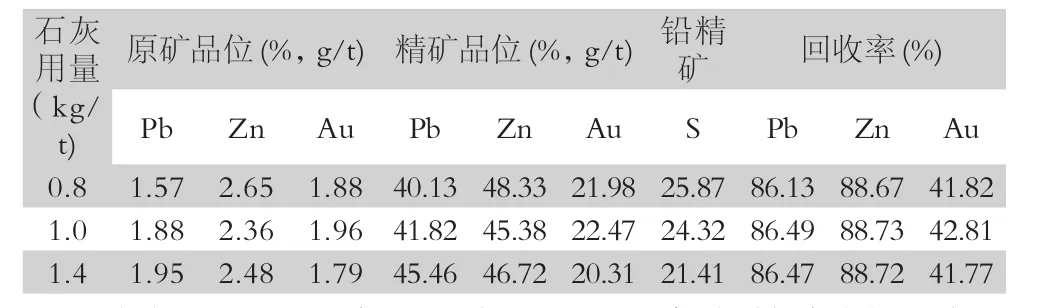
表3 石灰用量探索试验
从表3可得,石灰用量为1.0kg/t时,铅精矿含铅、硫品位分别为40.82%、22.47%,和按原生产工艺进行的试验结果相比,铅、锌、金回收率分别提高了0.16%、0.11%、3.2%。
3 经济效益
选厂于2017年9月正式按新工艺进行生产,查阅生产报表新工艺生产前和生产后铅、锌和金的回收率分别为88.38%、88.55%、39.41%,86.48%、88.64%、42.52% ,回收率分别提高0.1%,0.09%,3.11%,可增加67万元销售收入。但生产中由于新工艺需增加7万元磨矿、药剂成本,该研究成果的应用可为水口山铅锌矿增加60万元/年的经济效益。
4 结论
生产中将磨矿细度-0.074mm提高至75%,铅捕收剂优化为10g/t丁铵黑药和100g/t25#黑药,降低石灰用量至1.0kg/t,金回收率可提高3.11%,小规模生产模式仍可增加经济效益约60万元/年,并可为后续提高金回收率的研究提供技术基础。
水口山铅锌矿铅精矿品位可达到36%的要求,精矿中含有部分硫化金,适当降低铅精矿质量,提高含硫品位,可增大精矿产量,对回收硫化金有积极作用。
猜你喜欢
钢铁钒钛(2022年3期)2022-07-08
昆钢科技(2022年2期)2022-07-08
广西大学学报(自然科学版)(2022年2期)2022-07-06
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
煤炭工程(2021年4期)2021-05-08
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
商品与质量(2020年23期)2020-11-26
矿产综合利用(2020年1期)2020-07-24
中国金属通报(2020年5期)2020-06-02
中国有色金属学报(2018年2期)2018-03-26