
铣削加工平面类工件的注意事项和装夹技巧
2018-09-25 13:03车金明
现代制造技术与装备 2018年8期
车金明
(中国船舶重工集团公司 第723研究所 生产制造部,扬州 225000)
铣削加工有普通铣、数控铣、加工中心之分,其中心特点都是铣削加工。铣削加工是一种以铣刀的旋转运动为主的切削加工方式。在切削加工工件过程中,为保证加工精度,必须使工件在机床上占据一个正确的位置,即进行定位,然后夹紧固定,这个过程就是工件的装夹。平面类工件的装夹相对简单,但也有很多技巧,必须加以重视。平面类工件有上下、侧面装夹区分,特点各有不同,共性的是以面定位装夹,相对稳定、可靠。但零件在一次装夹中,尤其在加工中心上可能既要粗铣,又要精铣、精镗、打孔、攻丝、倒角,甚至去毛刺,还需要多种规格的刀具、夹具,要求夹具夹紧时既能承受较大的切削力,又能满足工件加工定位精度要求。装夹要求保证加工过程应留有足够的刚性,尽量减少辅助时间,使夹紧动作准确,操作安全,还能灵活多变。
1 使用机用虎钳、精密平口钳装夹平面工件的装夹技巧
机用虎钳装夹一般应用于粗加工类工件,针对结构与刚性较好的零件,可以加力敲击和夹持,切削力较大,热量集中,即使加工中有一定应力存在甚至微小变形,也不影响工件质量。精密平口钳装夹的平面工件,夹持力适中偏小,切削余量较小,变形量小,要求的工件精度比较高,对操作者水平有一定要求。无论使用机用虎钳或精密平口钳装夹的平面工件,都要重视以下事项和装夹技巧。
选取基准时,以不加工表面为基准,以重要加工表面为基准,选择余量最小的面为基准,这些都是为了减少误差,保证加工精度,使零件装夹方便、高效;对于长条形工件,可以采用多个虎钳或精密平口钳进行装夹;使用的虎钳或精密平口钳上的成对垫铁要等高并有一定宽度支持;虎钳或精密平口钳上使用的辅助挤板或撑板斜度要适中;机用虎钳或精密平口钳和垫铁的端口要注意清理毛刺以免损伤工件表面,必要时应当辅以铜皮、砂纸、电容纸予以夹持保护,同时也能起到增加摩擦力的作用,敲击零件时做到力量适中。
2 大平面工件的装夹技巧
大平面工件一般选择余量最小的面作为基准,采用以下方法进行装夹。一是采用多点位压板压紧(压紧力量大小适中,避免压伤工件,必要时垫铜皮),如图1所示;二是采用限位挤压装夹,如图2所示;三是采用压板加螺钉孔压紧,如图3所示;四是多点螺钉孔和销孔定位结合压紧,需用工装底板进行布孔(见图4)。
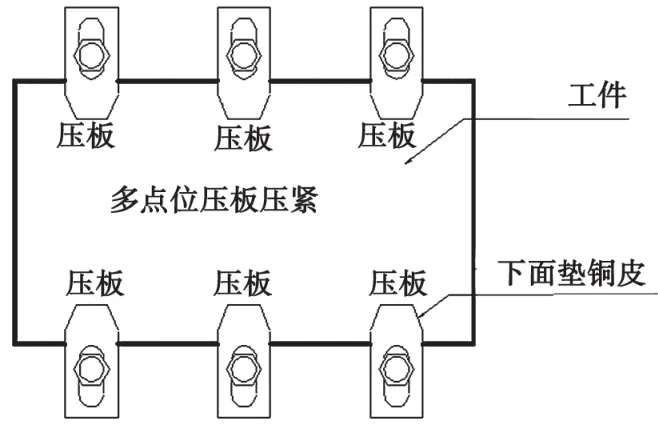
图1 多点位压板压紧

图2 限位挤压装夹
批量产品加工可结合利用底板进行布孔,定位装夹采用一面两销完全定位方式,利用零件上大平面支撑和两个圆柱销(其中一个要进行削边处理,防止在连心轴线上过定位),使得装夹操作安全、方便、省力。

图3 压板加螺钉孔压紧
3 真空吸盘装夹
真空吸盘装夹是以空气压缩作为动力,动作迅速,压力可调,污染小,设备维护简便,但夹紧力刚性差,要求的零件面积较大,容易产生侧向移位,宜在零件周边进行辅助的定位挤压处理。例如,加限位挡块(批量件以定位块代替),加工过程中可以适当暂停,增加压板,也可以在真空吸盘局部位置增加螺钉点位进行辅助装夹,以防止工件在加工过程中的受热或应力变形导致工件移位,如图5所示。

图4 多点螺钉孔和销孔定位结合压紧
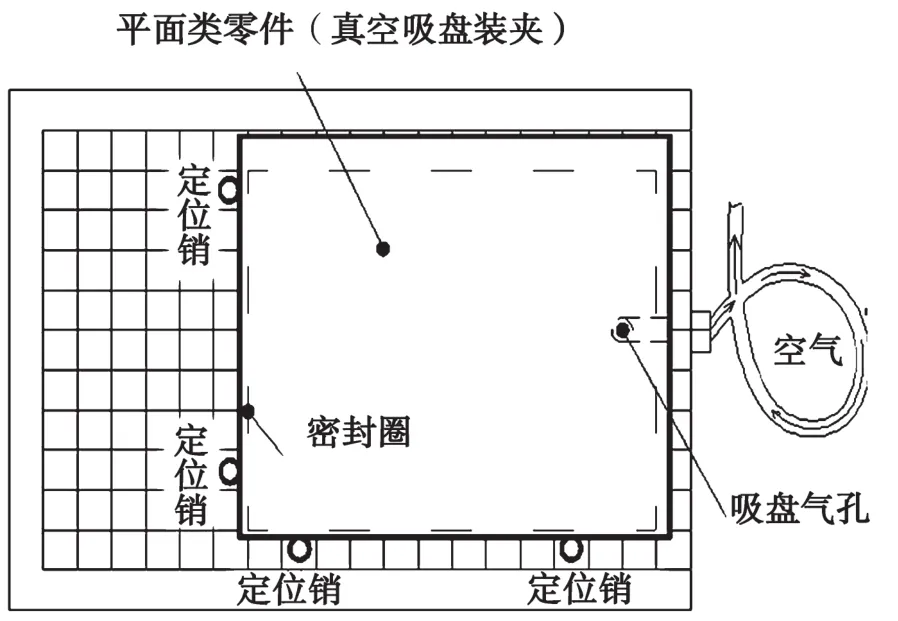
图5 真空吸盘装夹
真空吸盘装夹基准一般采用精加工基准进行选取,有四种方法:基准重合、统一基准、自为基准(某些要求加工余量小的而均匀加工表面作为定位基准)、互为基准(两个面互为基准,反复加工,可使其有较高的位置精度,加工余量小且均匀)。
4 化学制剂502胶、AB胶等粘接装夹平面工件
502胶适用于精加工及加工余量较小的平面工件,502胶粘接装夹时要有及时性,加工后沿着胶粘部位用小刀划除胶水取下工件(可辅以溶胶剂)。AB胶粘接装夹适用于大平面工件、切削力、切削量较大、进行粗加工的工件,取工件时需要注意敲击方向、顺序,防止工件敲击产生二次变形。
5 结语
对于铣削加工中平面类工件的装夹注意事项和技巧,所考虑的相关因素比较多,需要科学合理的装夹方案和加工工艺,人们必须重视工件的装夹技巧,从而有效地提高铣削加工精度,符合工艺设计要求,减少人为的失误,提升工人的技能水平,缩短加工制造周期,有效提高质量与生产效率。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
水力发电(2021年2期)2021-05-14
化工设计(2020年6期)2020-01-13
制造技术与机床(2018年12期)2018-12-23
劳动保护(2018年8期)2018-09-12
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
读者·校园版(2015年7期)2015-05-14
科技视界(2014年11期)2014-06-28
燃气轮机技术(2014年4期)2014-04-16
