
基于结构光的微小特征三维测量系统*
2018-10-09 06:37张观锦
组合机床与自动化加工技术 2018年9期
张观锦,高 健,林 辉,2
(1.广东工业大学 微电子精密制造技术与装备教育部重点实验室,广州 510006;2.韶关学院 物理与机电工程学院,广东 韶关 512005)
0 引言
随着微电子制造技术的快速发展,各种微小型元件(毫米到厘米量级)在工业上得到大量地生产,如半导体器件、光电子元件和MEMS等,并被广泛地应用于高端电子产品和精密仪器之中,这类微小元器件的制造精度高,表面特征复杂,对其三维形貌的高精度测量是一项重大挑战[1]。传统的接触式测量Micro-CMM[2]有检测速度慢、点云数少、对测量表面有损伤等缺点,无法适应微电子制造业上高速、高精度和无损的检测要求。虽然非接触式的白光相移干涉[3]和共焦显微[4]的分辨率高达纳米,但其测量范围仅有几个毫米甚至更小,而且涉及非常精密的光学系统和机电位移系统,难以快速测量各种元件的整体三维形貌。
与上述测量方法相比,结构光测量技术具有结构简单、非接触测量、全视场等优点[5],同时得益于DLP(Digital Light Processing)技术的快速发展以及各种相移算法的出现[6],使其能够进行高分辨率、高精度和高速度三维测量,并广泛应用于工业、医学检测、文物数字化等领域,在国内外有大量学者对结构光技术进行研究。欧攀等[7]应用高速投影模块DLP4500搭建结构光系统,对牙模进行三维测量,得到精确的牙模三维轮廓。艾佳等[8]搭建了一套基于三频外差法的小视场三维形貌测量系统,其测量幅面8 mm×6 mm,测量深度范围为0.38 mm,系统精度为0.01 mm。要对各种微小型元件进行快速的三维测量必须要有高的测量精度以及大的测量范围。目前已有的测量方法当中,当测量范围够大时,测量精度不够[7],测量精度够时(0.01 mm)其测量范围又太小[8],难以满足微电子制造业上的三维形貌测量要求。
为了满足对微小型器件的三维形貌测量要求。本文在前人的研究基础上搭建结构光测量系统。针对表面有突点、不连续等特点的微小特征,研究其条纹编码方法。为提高系统精度,分析标定板图案对系统标定精度的影响[9-10],并提出一种改进的标定板图案及特征点查找算法。实验对标准量块及晶圆突点进行三维测量,能得到精确的晶圆突点点云,测量平均偏差可达0.003 mm。
1 适应突变微小特征的相移算法
1.1 单波长相移算法
相移法能够达到相机的空间分辨率,对离焦也没那么敏感,因其精度高、点云密集等优点而得到了广泛的应用。多年来,许多学者提出了不同的相移算法,以满足不同应用的需求。本文采用四步相移算法计算相位主值。四步相移算法(相移2π/4)的公式如式(1)所示:
I1(x,y)=I′(x,y)+I″(x,y)cos[φ(x,y)+0π/2]
I2(x,y)=I′(x,y)+I″(x,y)cos[φ(x,y)+1π/2]
I3(x,y)=I′(x,y)+I″(x,y)cos[φ(x,y)+2π/2]
I4(x,y)=I′(x,y)+I″(x,y)cos[φ(x,y)+3π/2]
(1)
式中,I′(x,y)是平均光强,I″(x,y)是光强调制,φ(x,y)是相位主值,联立上述公式可计算出相位主值,即:
(2)
由式(2)可以看出,计算得到的相位是周期为2π呈锯齿状的包裹相位图,为了获取真实相位,还需要对其进行相位解包裹。
多年来有多种相位解包裹方法被提出,常见的有多频外差法、格雷码+相移法,但对于有不确定表面,特别是有突变表面的物体,难以保证解相精度。直接通过多频外差原理解包裹后的相位存在跳跃性误差,需要进行误差校正,校正效果受测量环境影响[11]。格雷码+相移法解相要确保相移周期与格雷码周期对应来进行相位展开。微小型器件有高度突变、形貌不连续等特征,这使上述方法难以保证其相位展开的准确性。
1.2 多波长相移算法
为了高精度测量突变特征,本文结合多波长相移算法[6]。其算法描述如式(3)、式(4)所示:
(3)
Φk(x,y)=2πmk(x,y)+φk(x,y)
(4)
其中,Φx(x,y)为解包裹相位,φx(x,y)为包裹相位。Φ1(x,y)对应的是条纹波长为λ1的绝对相位,并且有λk=λk-1/2,假设投影仪的分辨率为W×H而且投影条纹是垂直的,选择λ1=W覆盖整个视场,则Φ1(x,y)已知。mk(x,y)为条纹的周期数,可以通过连续相位Φx-1(x,y)与包裹相位φx(x,y)来确定相位周期数mk(x,y)的值,然后实现点对点的相位解包裹。
该方法通过点对点来计算相位,只有最短波长的那部分条纹用来计算最终的相位,其他更长波长条纹只用作参考,它们的噪声不会影响到最短波长条纹的相位计算,因而多波长相移算法能适应高度突变、形貌不连续等特征的三维测量。
2 小视场投影仪的标定方法
2.1 标定板图案设计及圆特征点查找算法
投影仪标定是决定三维重建精度的关键环节,特别是对于小视场结构光系统的标定。在单相机+投影仪的结构光系统中需要借助一些已知的坐标点来计算相机-投影仪之间的对应关系。空间中已知的坐标点通常由带特殊图案的标定板提供,目前比较流行的标定板图案[9]如图1所示。图1a棋盘格使用内角点作为特征点,可通过检测角点获取特征点,对镜头畸变不太敏感。图1b方块图案的标定板使用小方格的4个顶点作为特征点,其特征点提取算法简单但易爱畸变影响而弯曲变形。当投影条纹图案在标定板上时,黑色区域会吸收光,由于棋盘格和方形标定板的特征点均在于黑白颜色的交接处,对特征角点进行亚像素算法提取时,难以保证其特征点坐标上的相位值完全准确,需要进一步的处理来修正特征点上的相位值,这会带来一定的相位误差。而如图1c所示的圆点标定板的特征点是圆心,可通过圆心查找算法进行提取,而且得益于圆的对称性,使其有很好的抗干扰能力。结合上述分析,本文设计白圆黑底的标定板,其圆心特征点上相位值不受黑色区域影响,能够保证特征点上相位的准确性。
在一定的视场范围内,单个特征过小或过大都难以实现高精度的标定,特征过小难以找到高精度的特征点坐标,因为每个像素的代表的特征比值更大。特征过大,标定板又难以提供足够的特征点来标定镜头畸变。因此标定板尺寸的选择是决定系统标定精度的重要因素。文章[10]对标定板尺寸与结构光系统标定精度的关系进行了一个系统的研究,提出:单个特征要保证20或以上个像素才能保证特征点的提取精度,全视场至少要100个特征点来找到最优解。
本系统投影仪的幅面为51.6×32.2mm,相机分辨率为1280×1024。相机的视野要比投影仪幅面略大,因此相机单个像素的尺寸大约为51.6/1200=0.043 mm/p,结合理论设计的标定板图案参数如图1d所示(单位mm)。
小直径1.1/0.043= 25.58个像素,特征点数为13×11= 143,满足标定板设计指导要求。为得到高精度的测量结果,本文定做精度为0.001 mm的高精度光学标定板。

图1 标定板图案
查找圆特征点算法流程如图2所示。
(1)先对标定板图片进行形态学滤波、查找连通区域得到轮廓图,然后根据尺寸、位置等信息对轮廓进行过滤得到圆轮廓图。对保留下来的圆轮廓进行最小圆拟合后对圆直径进行排序得到5个最大圆的位置。
(2)标定板上5个大圆为标识圆,其中4个两两对称的为位置圆,另一个为方向标识圆。取圆心距短的对称圆和方向标识圆作为仿射变换对应圆。对5个标识圆的位置进行几何运算,识别出仿射变换对应圆和标定板中心点,得到仿射变换对应矩阵和标定板有效范围。在标定板有效范围内进行亚像素圆心查找并排序,对得到的圆特征点进行反仿射变换得到标定圆心坐标。

图2 查找圆特征点
2.2 投影仪标定算法
由于投影仪没有采集图像的能力,只能作为一个反向相机去标定。投影仪标定时需要借助相机去采集投影到标定板上面的相位条纹,然后将相机坐标系下的特征点转换到投影仪坐标系,标定过程(如图3所示)及原理:

图3 投影仪标定过程
(1)投影仪产生一幅饱和蓝光图像(灰度值为255),标定板放置于投影仪的视场范围内并由投影仪投射饱和蓝光图像,相机采集一幅标定板图像如图3a所示。
(2)保持标定板的位置不变,投影仪产生6组的横向如图3b所示和纵向相移条纹如图3c所示(Φx=6(x,y)),投射到标定板上并由相机同步采集,与上一步采集的标定板图像放在同一文件夹中。
(3)改变标定板的位置,重复步骤(1)、(2)多次,获取多组对应的图像。
(4)对每组图像中的饱和蓝光标定板图像进行亚像素圆心查找,获取相机坐标系下的特征点坐标C(cx,cy)如图3d所示。
(5)因为绝对相位图是由多波长相移算法得到,相机与投影仪的一对一关系由横向条纹和纵向条纹来确定,对于横向条纹,相机上的每一个点都对应着投影仪上的一条横向而纵向条纹则对应着一条纵线,横线与纵线的交点即为投影仪与相机一一对应的点。对横向和纵向的相移条纹图像进行相位计算得到横向Ph(x,y)和纵向Pv(x,y)的绝对相位图如图3e、图3f所示,将相机坐标下每个特征点C(cx,cy)转换到对应的投影仪坐标下的特征点P(px,py),转换关系如下所示:
(5)
其中,W为投影仪横向分辨率,H为投影仪纵向分辨率,N为相移条纹周期数。
分别对步骤(3)得到的多组不同方向的图像重复步骤(4)~(5),获取多组标定板特征点在投影仪下的图像坐标如图3g所示,然后用成熟的相机标定算法去标定投影仪。
3 实验结果与分析
结构光三维测量系统如图4所示,该系统包括一个可编程DLP投影仪开发板(DMD4500)和一个黑白工业相机(Point Grey Flea3)。工业相机物理分辨率为1280×1024。可编程投影仪采用TI的DLP 0.45 WVGA芯片设计完成,物理分辨率为1140×912,投影镜头视场51.6mm×32.2mm,投影精度0.04 mm景深1 mm。在该视场下相机与投影仪像素大小相当。

图4 结构光测量系统
为验证上述投影仪标定算法的精度,将投影仪的特征点重投影到标定板上,重投影特征点与标定板特征点之差为重投影误差,重投影误差越小则说明投影仪标定精度越高。分别采集5组对应图像用于评估所述投影仪标定方法的精度,分析计算标定标影仪中所有特征点(11×13×5=715个)重投影误差,X、Y两个方向的重投影误差如图5所示,在X、Y方向的标准误差分别为0.159 pixel、0.189pixel。
本实验使用标准量块作为被测量对象(见图6a)来验证所研发的三维测量系统的最终精度。标准量块中间有一个深度为1 mm的沟槽,测量现场如图6b所示。对标块进行三维重建得到点云数据后,用三维测量软件(Geomagic Studio)对点云数据进行分析、测量。先对点云数据三角网格化并对齐坐标,然后对标准量块进行截取多个横截面如图6c所示,然后分别测量中间沟槽的高度。
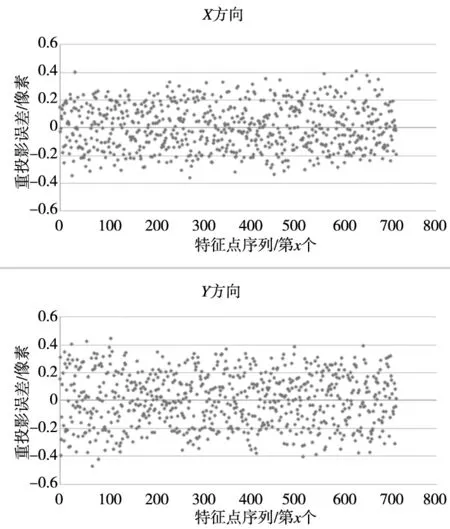
图5 投影仪标定重投影误差

图6 测量量块沟槽深度
测量沟槽深度时,对量块的截面线进行线拟合,然后测量截面线与线之间的距离,认为该距离为量距沟槽的深度。如图7所示,分别对量块的上下截面线进行线拟合,然后用点到直线的垂直距离来表示两线之间的距离的方法来测量线之间的距离(单位 mm)。
对标准量块的8个截面进行测量得到24个测量值,测量偏差均值-0.00321 mm。
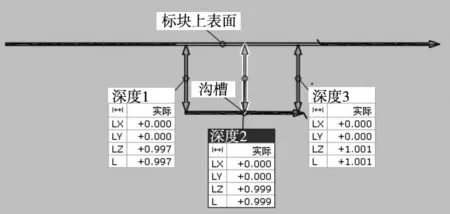
图7 沟槽测量示意图
为体现对微小型器件的测量效果,对晶圆(球直径均值为0.330 mm)进行扫描来展示三维重建的整体效果如图8所示。由图可见本系统能准确的获取复杂微小特征的三维形貌数据。

图8 晶圆突点测量点云
4 结论
本文提出一种高精度的结构光三维测量系统,实现系统测量范围为51.6×32.2×1 mm,测量精度0.003 mm。将多波长相移法与高精度投影系统结合来实现对微小特征的三维测量。考虑标定板图案对标定精度的影响,提出一种改进的标定板图案及特征点查找算法,解决了传统棋盘格标定板在特征点处相位不确定所带来的误差。实验结果表明本系统能精确测量晶圆突点的三维形貌。与现有方法相比本方法相对测量精度更高、测量范围更大,而且满足突变微小特征的三维测量。系统现在还没做投影加速和三维重建的GPU加速,而且只能扫描单个角度。在今后的工作中,要进行整个系统的加速,实现各种微小器件的整体三维形貌在线高精度测量。该系统为其在微电子制造领域中的应用奠定基础。
猜你喜欢
现代电子技术(2022年18期)2022-09-17
故事作文·高年级(2021年11期)2021-11-28
科学技术创新(2021年25期)2021-09-11
发明与创新·中学生(2020年12期)2020-01-11
小福尔摩斯(2019年2期)2019-09-10
小学生必读(低年级版)(2019年9期)2019-04-13
小学生必读(低年级版)(2019年10期)2019-04-13
中国医疗设备(2019年1期)2019-01-15
中国计算机报(2017年36期)2017-10-17
课程教育研究·新教师教学(2015年5期)2017-09-27
