
微喷带激光打孔机的设计研究*
2018-10-09 06:37梁振春赵国勇许云理朱培宇
组合机床与自动化加工技术 2018年9期
梁振春,赵国勇,许云理,朱培宇,苏 宇,赵 勇
(山东理工大学 机械工程学院,山东 淄博 255000)
0 引言
微喷带作为一种新型的节水灌溉材料,在我国得到了大力推广,截至2011年,我国应用节水灌溉面积已达3.3万公顷[1]。随着科学技术的快速发展,微喷带应用越加广泛,拥有广阔的应用市场。
传统的微喷带机械打孔设备存在着如下问题:①受微喷带打孔孔径限制,冲头直径小,强度不足,在应对高强度材料时,容易发生折断。②微喷带机械打孔打出的孔周边存在毛刺、毛边等缺陷,致使微喷带流出的流量均匀性较差。③机械打孔设备在加工不同孔径微喷带时,必须更换不同规格冲头,难以实现柔性自动化生产,致使加工效率较低,成本较高[2]。
与传统机械打孔相比,激光打孔具有如下优势:①加工孔孔壁光滑,大大改善了流量均匀性。②打孔时间为毫秒级,效率非常高。③打孔时工具与工件不接触,不存在工具的损坏。④激光打孔可以在一定范围内实现打孔直径的无级改变,节约了更换工具头的时间[3]。所以微喷带打孔选用激光打孔的方法。
王永涛等[1]基于STC012控制器、连续CO2激光发生器,开发了一款适用于微喷带在线激光打孔机。朱立汀等[4]基于PCL-836工业控制板卡与全固体脉冲激光发生器,开发了一款适用于硬脆晶体材料的在线激光打孔机。吴超杰等基于单片机和连续CO2激光发生器,开发了一款适用于膏药的在线激光打孔机[5]。以上均是应用控制器控制步进电动机来改变工作台运动实现二维环形扫描打孔,其工作效率相对较低,震动较大。本文设计的激光打孔机是通过SZ-B-V4数字控制卡来控制扫描振镜中摆动伺服电动机摆动,改变激光束光路,实现二维环形扫描打孔,机械结构简单,控制较为精确,加工效率较高。
1 激光打孔原理
激光打孔是利用激光高功率密度和高空间相干特性,作用于被加工器件,使材料升温到一定温度,汽化成孔[6]。激光打孔的实现:激光束经扩束镜扩束后,再射到激光扫描振镜的反射镜上,激光扫描振镜中的摆动伺服电动机在计算机的控制下高速摆动,使激光束在X、Y二维方向上进行扫描,形成平面图形。激光打孔是通过扫描振镜中的聚焦镜头将激光束聚焦到工件表面形成一个个微细的、高能量密度的光斑,并在工件上进行环形扫描打出圆孔,在计算机的控制下连续不断地重复这一过程,从而在工件表面永久地留下预先设计好的按照一定距离排列的小孔[7-9]。其结构原理如图1所示。

图1 激光打孔结构图
2 微喷带激光打孔机的机械部分设计
2.1 激光打孔机机械部分总体设计
通过对相关企业的调研和激光打孔特点的分析,激光打孔机的设计应具备以下要求: 垂直方向上,需要调节高度至激光的焦点;送料方向上,需要一个机械机构来带动微喷带运动。
为满足设备的需求,激光打孔机机械部分可分为抻带机构、垂直进给机构、牵引机构和床身机构。打孔机的总体示意图如图2所示。
2.2 抻带机构设计
抻带机构包括伸展辊轮、对中调节机构、支撑板等零部件。
部分零部件功能如下:①伸展辊轮用来展平微喷带。②抻带机构两端的手摇轮控制对中滑块移动,实现微喷带的对中,并且可以满足不同宽度的微喷带软管的加工要求。③左侧的两个辊轴垂直方向可调间隙,放置不同型号的挡铁板,进而防止激光对微喷带的另一面的损伤。
与传统机械打孔机打孔装置的孔模板相比,该设计的机械结构较为简单,成本较低。
2.3 牵引机构设计
该机构含有支撑板、牵引棍、减速器等零部件。
微喷带的运动主要是靠两个牵引轮摩擦带动微喷带,故在牵引轮的牵引辊表面附有一层摩擦力较大的尼龙材料。
根据摩擦力公式F=μ·Fn,两牵引辊调整间隙为2mm,施加在微喷带上的压力大约为150N。根据安全原则,选择Pn=1kW,Tn=4N·m的803T-M04025米格电动机,其额定电流为4.4A。减速器选用ZCE85-5星型减速机,减速比为1:5。为降低用户的劳动强度,在上牵引棍设置了一个气压缸,带动牵引棍的运动,从而方便安放微喷带。
与传统打孔机以力矩电动机的转动来带动微喷带运动相比,打孔的孔间距更为精确。

1. 垂直进给机构 2. 连续CO2激光器 3.扫描振镜 4.抻带机构 5.气压缸 6.牵引机构 7.电器柜
图2激光打孔机机械总体示意图
2.4 垂直进给机构设计
该模块主要由手摇轮、指针与侧壁刻度、丝杠与光杠等零部件组成。
传统机械打孔机的垂直进给有电动机传动与气压传动,而该设计采用了手摇轮来调节垂直方向的位置。
垂直进给机构的主要作用是带动连续CO2激光器和扫描振镜沿Z轴做进给运动,到达扫描振镜的焦点后,停止进给。通过旋转手轮来带动T型滚珠丝杆在Z轴运动,并且辅以侧壁刻度与指针来进行垂直方向的定位。为防止扫描振镜与连续CO2激光器在Y轴方向的摆动,在滚珠丝杆的两侧设有光杠进行定位支撑,保证机构Y轴方向的稳定性。进给机构的装配图如图3所示。

1.手轮 2.T型滚轴丝杠 3.光杆 4.连续CO2激光器 5.支撑搭板 6.圆锥滚子轴承
图3牵引机构装配图
3 微喷带激光打孔机的控制部分设计
3.1 激光打孔机控制部分总体设计
通过对激光打孔机的研究,控制部分应当具有以下要求:用户操作上,需要友好的操作界面进行多孔孔型阵列设置、 系统工作方式选择、 启停控制和动态改变微喷带生产线运转速度;成本控制上,在使控制系统小型化的同时需要大大降低系统加工及运行成本。
激光打孔机控制部分包括中央控制系统、连续CO2激光器、振镜扫描系统和辅助系统。控制系统的总体设计流程框图如图4所示。
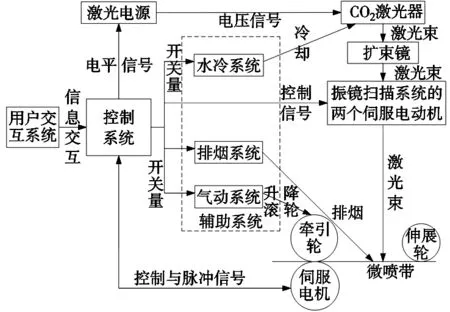
图4 激光打孔机控制部分总体设计结构图
3.2 硬件设计
激光打孔控制器是激光打孔系统的核心部件, 由上位机和下位机组成。
硬件设计的控制核心采用了金橙子SZ-B-V4数字控制卡,该控制卡适用于玻璃、塑料、木材、橡胶和纸张等材质,符合设计的要求。通过对数字控制卡与打标软件的研究,了解到该控制软件与控制卡虽然能够形成一个闭环的控制回路,实现对微喷带的高速与高精度的打孔,但是不能把已加工微喷带的长度反馈给用户,无法实现个性化加工操作和生产状态监控,为此在控制部分增加了PLC与触摸屏作为辅助控制软件。控制部分的硬件结构如图5所示。

图5 控制系统硬件结构图
伺服电动机为控制器提供运动距离与速度信号反馈,且无精确的位置控制,因而未使用伺服电动机的位置控制功能。
3.3 辅助软件设计
3.3.1 触摸屏程序设计
触摸屏不仅要实现对PLC与数字控制卡的动作进行控制功能,而且要达到对目前工作状况进行监测、控制与显示的效果,因而触摸屏须要设置变量,在触摸屏组态变量与PLC响应I/O口、辅助继电器和各个存储单元间设置关联性,创建相应的响应,完成PLC目前值在触摸屏上的输出、PLC对数字控制卡的控制与触摸屏组态变量对PLC参数的输入任务。最终在触摸屏、数字控制卡与PLC间建立通讯,做到实时的监测与控制。
为了使自动化生产线上微喷带的工作状况能够被触摸屏检测、控制与显示,需要对触摸屏变量进行组态。触摸屏软件设计包含界面设计和变量连接设计。为了达到用户的使用要求,确保用户拥有良好的人机交互界面,触摸屏操作界面设计结构图如图6所示。

图6 触摸屏操作画面结构图
3.3.2 PLC程序设计
PLC程序设计采用了模块化设计[10]的思想。根据组态软件触摸屏所设计的用户交互界面把PLC程序设计分为公用程序模块、手动程序模块、与自动程序模块三个功能程序模块。根据打孔机的功能需求与设备要求,对PLC的I/O口的分配如表1所示。
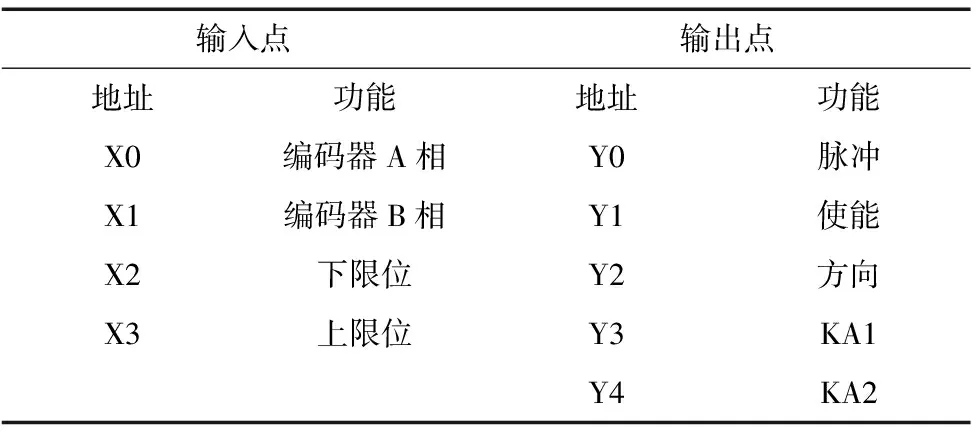
表1 PLC的I/O口分配表
公用程序模块主要是用来获取来自编码器的脉冲信号,将编码器的脉冲信号转化为已加工的长度,通过触摸屏反馈给用户。
手动程序的编写需要满足伺服电动机点动控制正转、反转与正转10圈的控制要求,从而满足激光打孔机调试与校正的需要。
自动加工程序模块是实现在设定的速度下带动微喷带运动且使激光打孔机自动打孔的程序模块。有关自动加工程序方面的计算如下。
伺服电动机的单位量U和脉冲频率f为:
(1)
(2)
式中,L—伺服电动机转动一圈时机械移动量的单位为mm;α—命令脉冲补偿α,默认值为4;β—命令脉冲补偿β,默认值为1;V—用户设定运行速度,单位为m/min。
则自动打孔程序模块如图7所示。

图7 自动打孔PLC程序模块
4 激光打孔机的调试与应用
机械设备的调试过程:①微喷带安装调试。先把挡铁板放置在微喷带内部,再将挡铁板放置在抻带机构左侧的两个滚轮中间,之后旋转气动开关把牵引轮升起,牵引微喷带从牵引轮中间通过,旋转气动开关放下牵引轮。通过触摸屏手动模块的电机正转点动控制与抻带机构左侧的两个滚轮间隙调节,使微喷带进给流畅。②对焦。将PC机中的PLC程序与触摸屏编辑界面通过PC机的USB接口传输到PLC和触摸屏中,通过触摸屏中的调试界面与触控一体机的激光测试命令调节连续CO2激光器和扫描振镜沿Z轴方向移动,使之到达扫描振镜的焦点。③参数校正。利用CorFile程序来进行激光打孔机的外部校正,并保存到指定文件夹中。重新启动 EzCad2 进入配置参数设置对话框 ,在使用参数校正文件中选择刚刚保存的文件。④飞行系数计算。飞行标刻参数中设置流水线运行长度为3750mm,利用手动模块中的正转10周,检测出伺服电动机旋转编码器所反馈的脉冲数,计算出飞行系数。⑤飞行打孔测试。在Ezcad主界面画出想要的孔群,并设置好编码器移动距离和飞行打标的相关参数,框选孔群后点击打标,再在触摸屏上点击启动进入自动打孔模式。
经过大量的调试与应用,在保证孔径公差等级为14的前提条件下,生产线的速度可以达到30m/min。所设计的微喷带激光打孔机的实物图如图8所示。

1.电器柜 2.触摸屏 3.抻带机构 4.导引机构 5. CO2激光器 6. 垂直进给机构 7.扫描振镜 8.触控一体机 9.牵引机构 10.气压缸
图8激光打孔机的实物图
5 结束语
在理论分析的基础上成功开发了一款基于连续CO2激光器、PLC、扫描振镜与数字控制卡的微喷带激光打孔设备,实现了灵活高效的动态打孔效果。该设备同时还可以应用于皮革、纸张等薄型材料多孔加工与打码和小型机加工件的打标。接下来需要进一步提高微喷带的打孔速度,并在EzCad2控制软件中引入补偿机制,对硬件造成的误差进行补偿。
猜你喜欢
昆明医科大学学报(2021年6期)2021-07-31
防爆电机(2021年4期)2021-07-28
上海大中型电机(2021年2期)2021-07-21
科学(2020年5期)2020-11-26
装备制造技术(2019年12期)2019-12-25
小哥白尼(趣味科学)(2019年2期)2019-04-17
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
智能建筑电气技术(2015年5期)2015-12-10
